
铸造起重机主副吊一体小车副钩定滑轮组平移运行算法.pdf

fu****级甜


1/10
2/10
3/10
4/10

5/10

6/10
7/10

8/10
9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

铸造起重机主副吊一体小车副钩定滑轮组平移运行算法.pdf
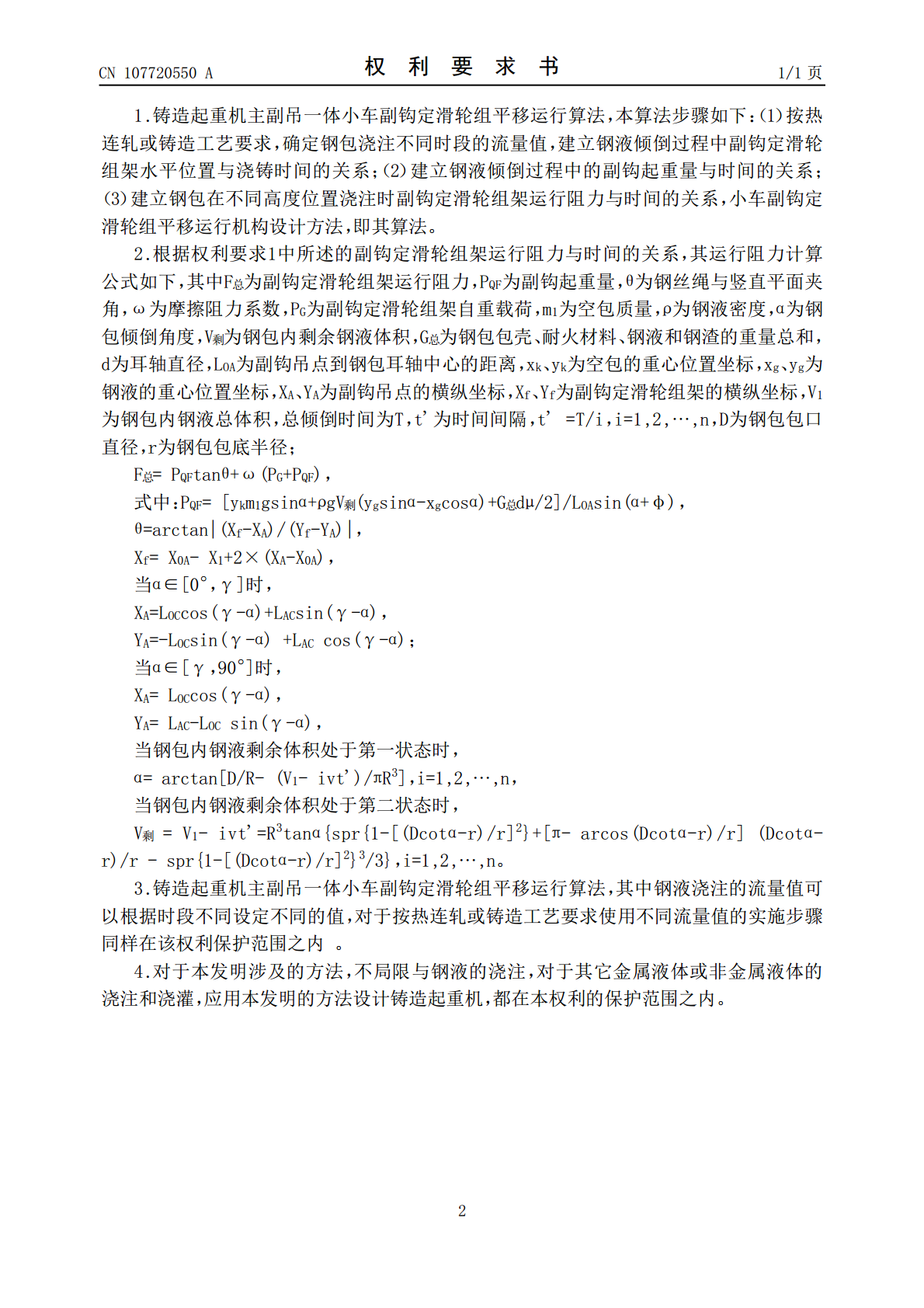
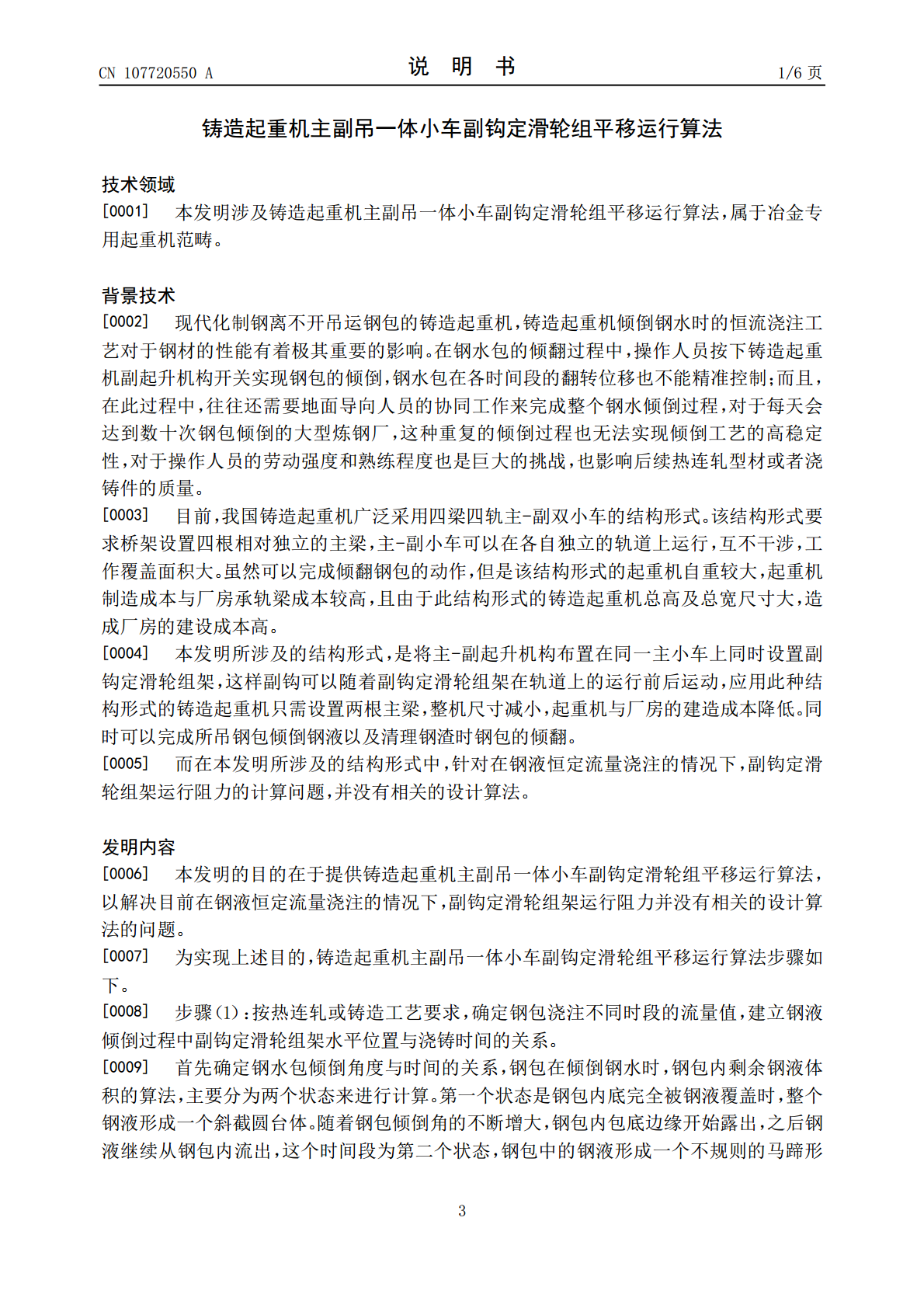
本发明涉及铸造起重机主副吊一体小车副钩定滑轮组平移运行算法,属于冶金专用起重机范畴。本算法步骤如下:(1)按热连轧或铸造工艺要求,确定钢包浇注不同时段的流量值,建立钢液倾倒过程中副钩定滑轮组架水平位置与浇铸时间的关系;(2)建立钢液倾倒过程中的副钩起重量与时间的关系;(3)建立钢包在不同高度位置浇注时副钩定滑轮组架运行阻力与时间的关系,小车副钩定滑轮组平移运行机构设计方法,即其算法。在钢液恒定流量浇注的前提下,本发明提供了铸造起重机主副吊一体小车的副钩定滑轮组架的运行阻力算法,可为铸造起重机副钩定滑轮组架
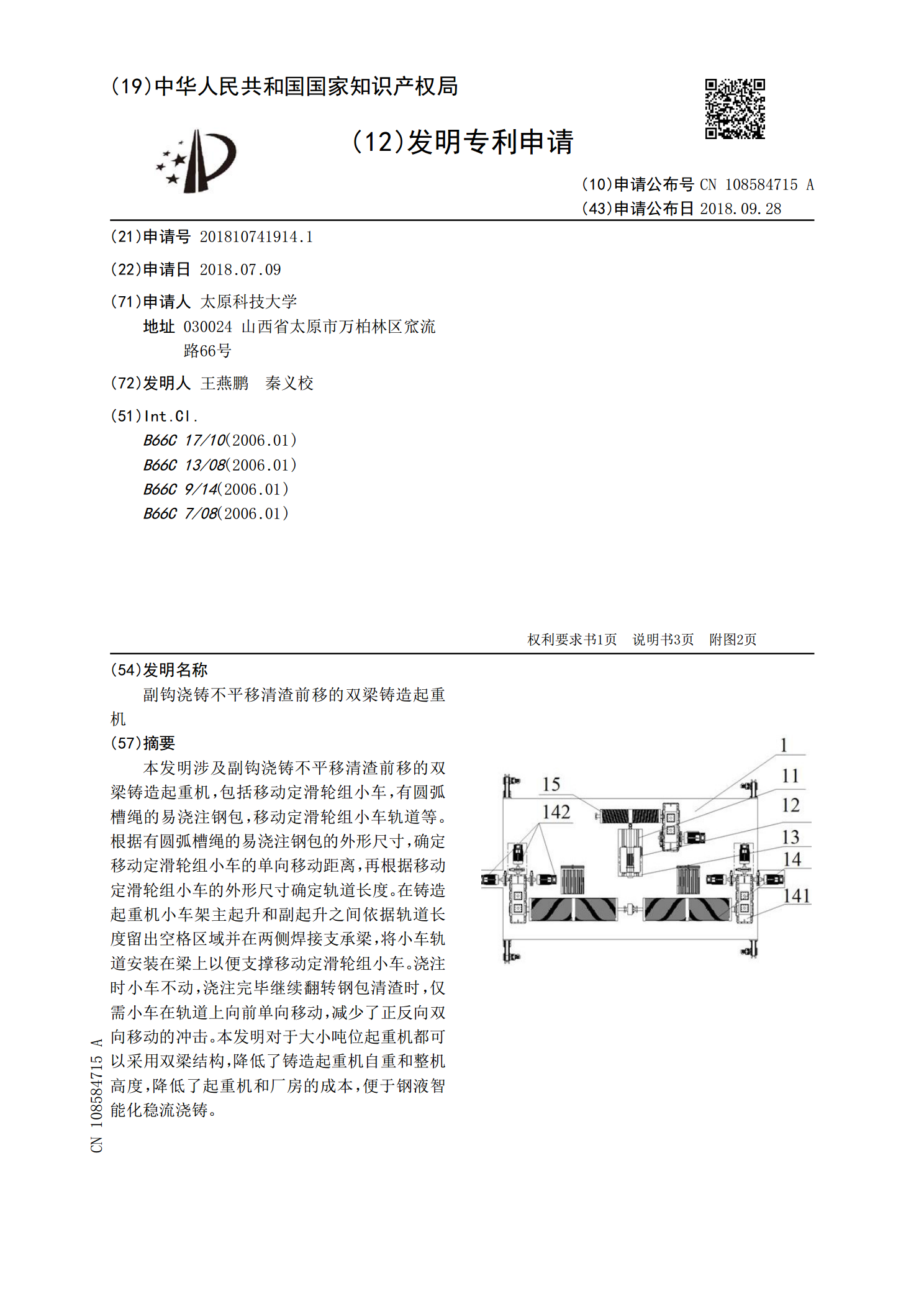
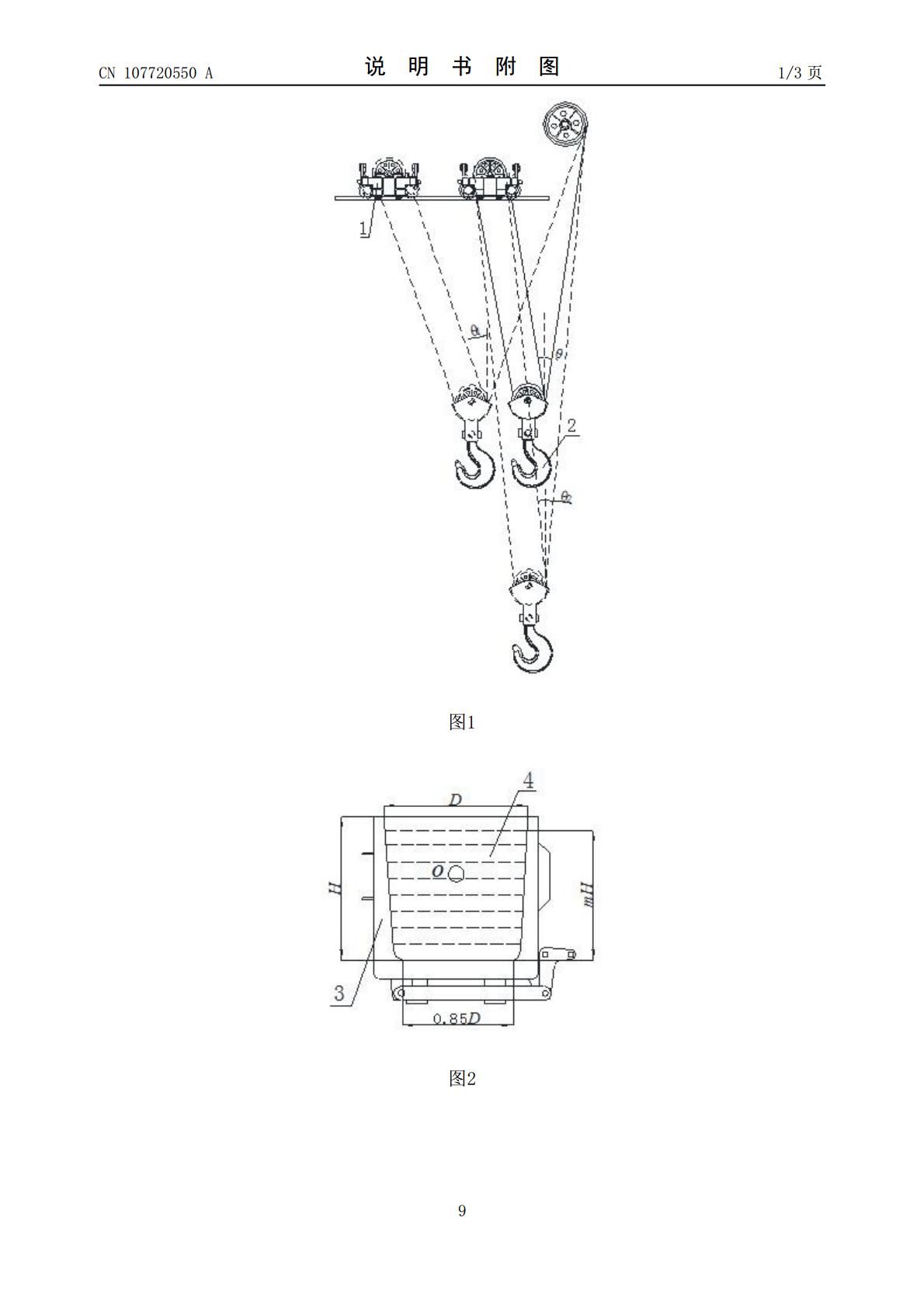
副钩浇铸不平移清渣前移的双梁铸造起重机.pdf
本发明涉及副钩浇铸不平移清渣前移的双梁铸造起重机,包括移动定滑轮组小车,有圆弧槽绳的易浇注钢包,移动定滑轮组小车轨道等。根据有圆弧槽绳的易浇注钢包的外形尺寸,确定移动定滑轮组小车的单向移动距离,再根据移动定滑轮组小车的外形尺寸确定轨道长度。在铸造起重机小车架主起升和副起升之间依据轨道长度留出空格区域并在两侧焊接支承梁,将小车轨道安装在梁上以便支撑移动定滑轮组小车。浇注时小车不动,浇注完毕继续翻转钢包清渣时,仅需小车在轨道上向前单向移动,减少了正反向双向移动的冲击。本发明对于大小吨位起重机都可以采用双梁结构

工程设计中铸造起重机副钩选型计算及应用.docx
工程设计中铸造起重机副钩选型计算及应用【摘要】在工程设计中技术人员需要经常面对铸造起重机副钩选型的问题本文以攀钢铁水循环利用项目中30t铁水罐为例通过对铁水的计算模型进行简化进而介绍了铁水重心、倾动力矩、副钩载荷的计算过程及公式实践证明该计算方法简单、可靠为类似的工程设计中铸造起重机副钩选型计算提供了一种简单、可靠的分析方法。【关键词】铸造起重机;铁水罐;含钒铁水;倾动力矩;副钩荷载1铁水罐倾动力矩的组成铁水罐与转炉的倾动力矩类似也是由三部分

工程设计中铸造起重机副钩选型计算及应用.docx
工程设计中铸造起重机副钩选型计算及应用【摘要】在工程设计中技术人员需要经常面对铸造起重机副钩选型的问题本文以攀钢铁水循环利用项目中30t铁水罐为例通过对铁水的计算模型进行简化进而介绍了铁水重心、倾动力矩、副钩载荷的计算过程及公式实践证明该计算方法简单、可靠为类似的工程设计中铸造起重机副钩选型计算提供了一种简单、可靠的分析方法。【关键词】铸造起重机;铁水罐;含钒铁水;倾动力矩;副钩荷载1铁水罐倾动力矩的组成铁水罐与转炉的倾动力矩类似也是由三部分
工程设计中铸造起重机副钩选型计算及应用.docx
工程设计中铸造起重机副钩选型计算及应用【摘要】在工程设计中技术人员需要经常面对铸造起重机副钩选型的问题本文以攀钢铁水循环利用项目中30t铁水罐为例通过对铁水的计算模型进行简化进而介绍了铁水重心、倾动力矩、副钩载荷的计算过程及公式实践证明该计算方法简单、可靠为类似的工程设计中铸造起重机副钩选型计算提供了一种简单、可靠的分析方法。【关键词】铸造起重机;铁水罐;含钒铁水;倾动力矩;副钩荷载1铁水罐倾动力矩的组成铁水罐与转炉的倾动力矩类似也是由三部分