
一种免充气轮胎材料及其制备方法.pdf

是你****盟主

1/9
2/9
3/9
4/9

5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种免充气轮胎材料及其制备方法.pdf
本发明公开了一种免充气轮胎材料及其制备方法,属于高分子工程塑料技术领域。本发明要解决的技术问题是提供一种新型免充气轮胎材料,该材料为SEBS/聚丙烯/低密度聚乙烯复合材料。免充气轮胎材料,其含有以下质量份的组分:聚丙烯树脂:5~25份,聚乙烯:5~20份;SEBS:20~45份;油类:35~60份;耐磨剂:1~10份;抗氧剂:0.1~1.0份。本发明提供了一种以SEBS、聚丙烯和低密度聚乙烯为基材,通过对SEBS进行充油处理,再添加适量的耐磨剂及抗氧剂,同时控制制备方法中的工艺参数,得到了一种具有优异耐磨
轮胎材料、具备中空腔体的免充气轮胎及其制备方法.pdf
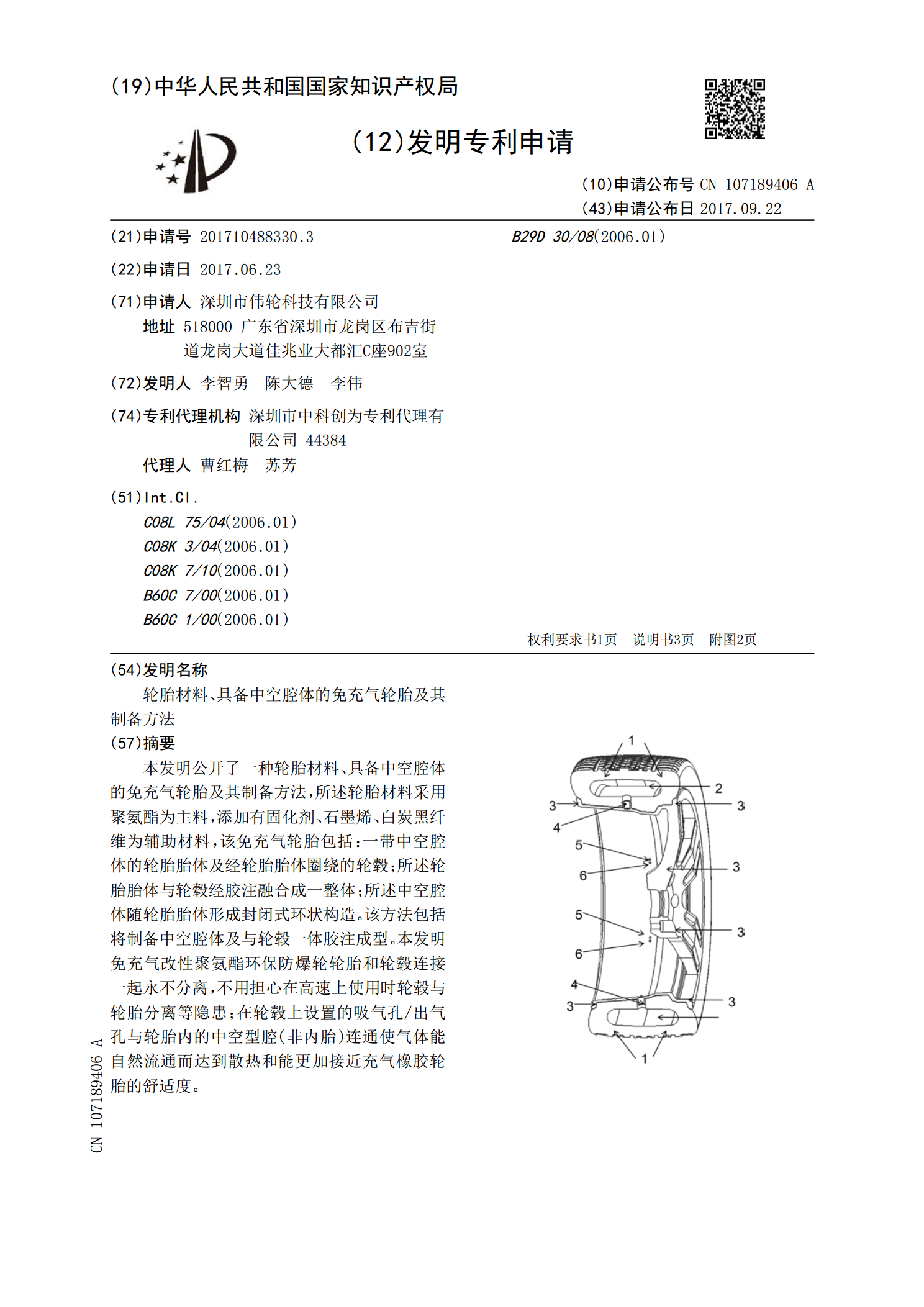
本发明公开了一种轮胎材料、具备中空腔体的免充气轮胎及其制备方法,所述轮胎材料采用聚氨酯为主料,添加有固化剂、石墨烯、白炭黑纤维为辅助材料,该免充气轮胎包括:一带中空腔体的轮胎胎体及经轮胎胎体圈绕的轮毂;所述轮胎胎体与轮毂经胶注融合成一整体;所述中空腔体随轮胎胎体形成封闭式环状构造。该方法包括将制备中空腔体及与轮毂一体胶注成型。本发明免充气改性聚氨酯环保防爆轮轮胎和轮毂连接一起永不分离,不用担心在高速上使用时轮毂与轮胎分离等隐患;在轮毂上设置的吸气孔/出气孔与轮胎内的中空型腔(非内胎)连通使气体能自然流通而
一种免充气轮胎胶料、制备及其应用.pdf
本发明所述轮胎材料领域,具体涉及一种免充气轮胎胶料,包含氢化的S‑B(S)‑S聚合物和偶联型SEBS;所述的氢化S‑B(S)‑S聚合物为三嵌段S‑B(S)‑S聚合物的氢化产物;所述的三嵌段S‑B(S)‑S聚合物的第一嵌段和第三嵌段为苯乙烯嵌段,中间嵌段为丁二烯嵌段、或苯乙烯与丁二烯无规嵌段;所述的偶联型SEBS化学式为A
一种免充气轮胎及其设计方法.pdf
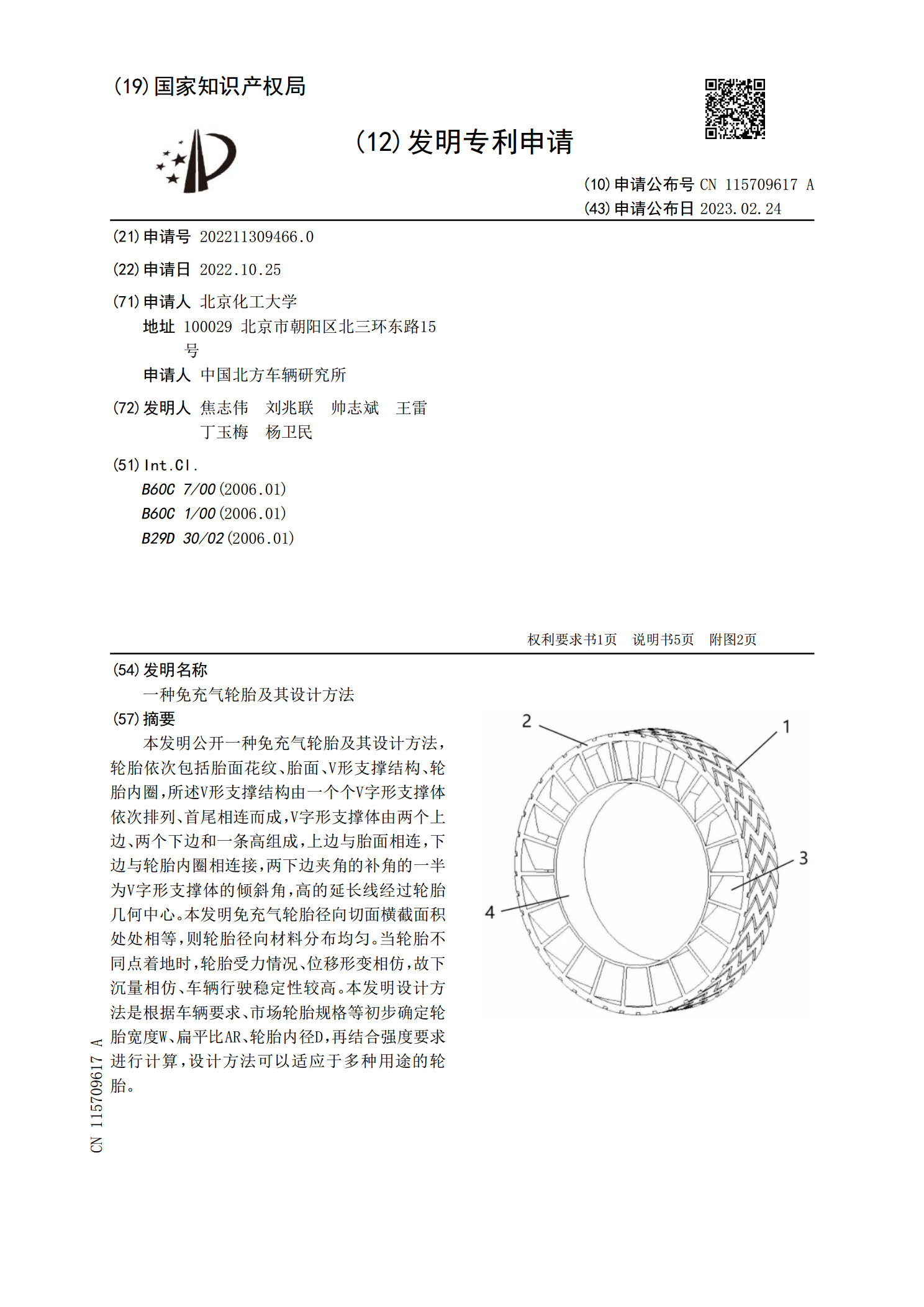
本发明公开一种免充气轮胎及其设计方法,轮胎依次包括胎面花纹、胎面、V形支撑结构、轮胎内圈,所述V形支撑结构由一个个V字形支撑体依次排列、首尾相连而成,V字形支撑体由两个上边、两个下边和一条高组成,上边与胎面相连,下边与轮胎内圈相连接,两下边夹角的补角的一半为V字形支撑体的倾斜角,高的延长线经过轮胎几何中心。本发明免充气轮胎径向切面横截面积处处相等,则轮胎径向材料分布均匀。当轮胎不同点着地时,轮胎受力情况、位移形变相仿,故下沉量相仿、车辆行驶稳定性较高。本发明设计方法是根据车辆要求、市场轮胎规格等初步确定轮
具有荧光效果的免充气轮胎配方及其制备方法.pdf
本发明提供了一种具有荧光效果的免充气轮胎配方及其制备方法。其配方按照重量份数计,由以下原材料组成:A组分:聚醚多元醇100份、异氰酸酯75‑78份;B组分:扩链剂7‑9.8份、聚醚多元醇0‑35.6份、催化剂0.03‑0.1%;C组分:长效荧光材料1份、有机液体介质5份、偶联剂0.5%‑1%。以上述配方为基础,通过A组分制备、B组分制备、C组分制备和轮胎制备等步骤制备得到具有荧光效果的免充气轮胎。该轮胎具有荧光效果,可为在黑暗环境中行驶或停放的车辆起到警示作用,减少交通事故,使轮胎安全性进一步提高,同时因