
一种飞机轮毂的模锻工艺.pdf

一吃****昕靓

1/8
2/8
3/8
4/8
5/8

6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种飞机轮毂的模锻工艺.pdf
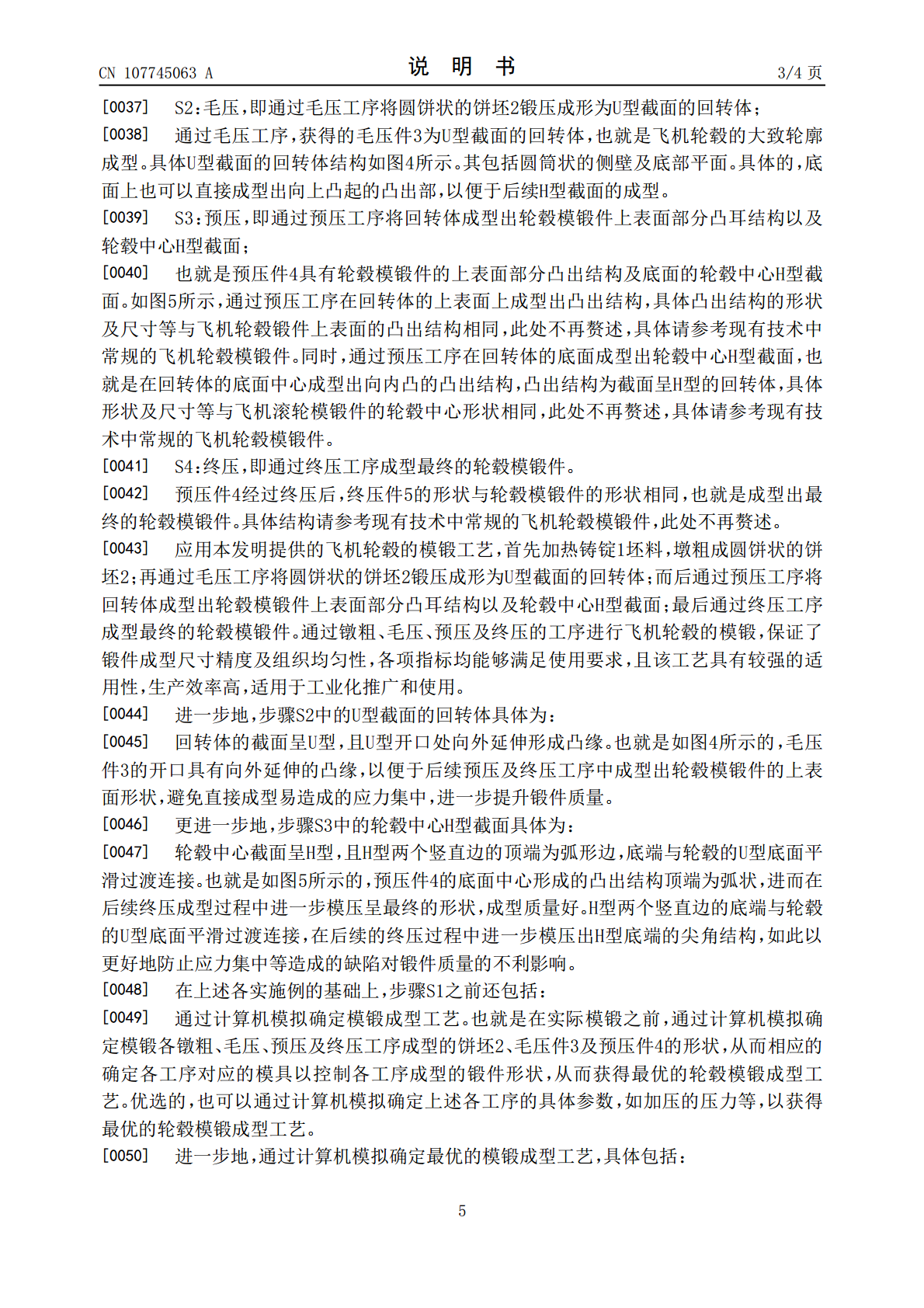
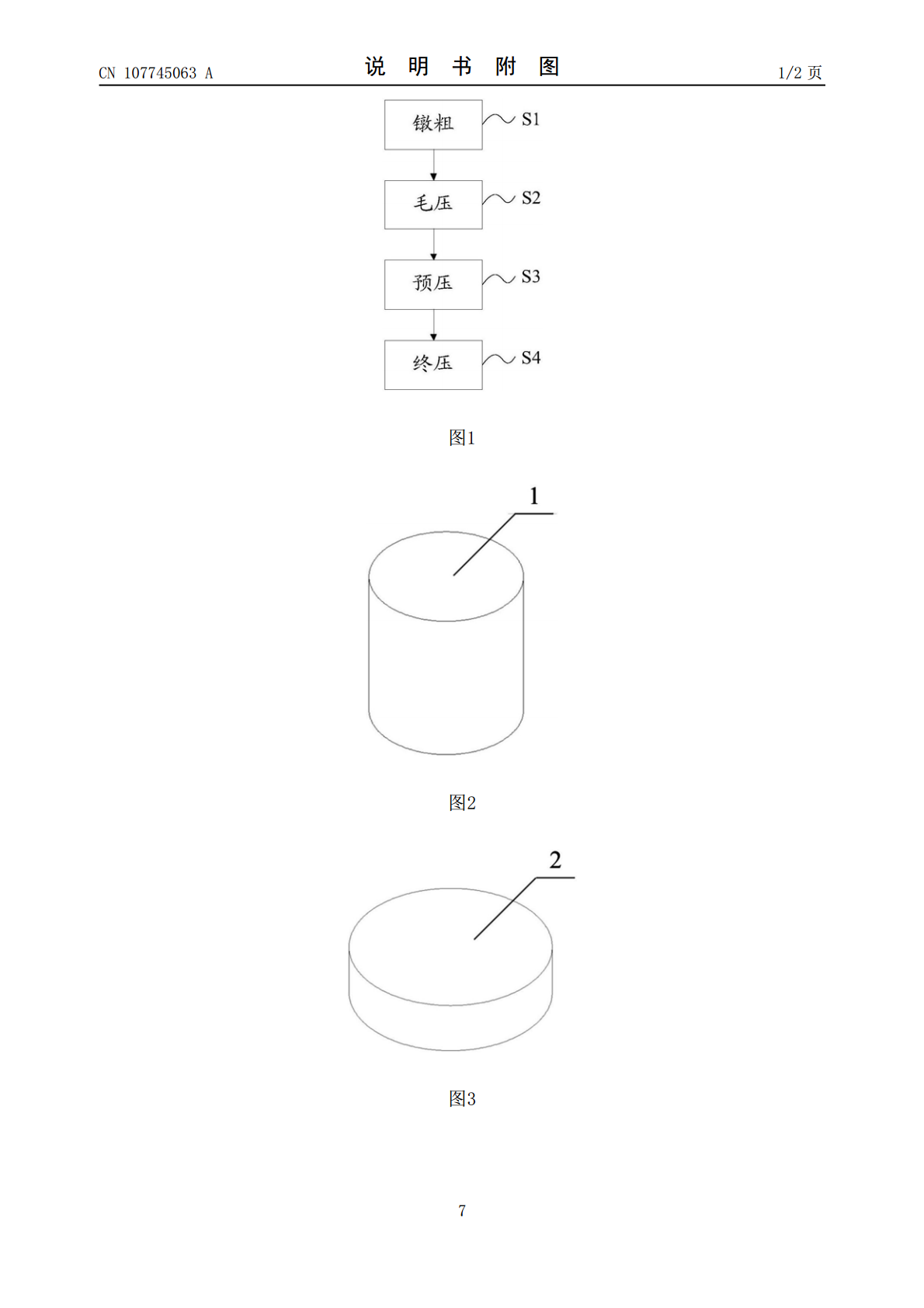
本发明公开了一种飞机轮毂的模锻工艺,包括步骤:S1:加热铸锭坯料,墩粗成圆饼状的饼坯;S2:通过毛压工序将圆饼状的饼坯锻压成形为U型截面的回转体;S3:通过预压工序将所述回转体成型出轮毂模锻件上表面部分凸耳结构以及轮毂中心H型截面;S4:通过终压工序成型最终的轮毂模锻件。应用本发明提供的飞机轮毂的模锻工艺,通过镦粗、毛压、预压及终压的工序进行飞机轮毂的模锻,保证了锻件成型尺寸精度及组织均匀性,各项指标均能够满足使用要求,且该工艺具有较强的适用性,生产效率高,适用于工业化推广和使用。
一种镁合金轮毂的超塑性模锻工艺.pdf
本发明公开了一种镁合金轮毂的超塑性模锻工艺,其将镁合金坯料进行均匀化退火处理,在等温的组合成型模具中进行超塑性模锻成型,锻后室温冷却,继而在380℃‑420℃下进行加热固溶水淬,再经120℃‑220℃下进行人工时效处理,随后进行精密加工、微弧氧化、涂装,得到镁合金轮毂;所述镁合金为添加有0.2‑0.8wt%RE的AZ80镁合金,所述RE为Gd和Nd以1:2~2:1混合的混合物。本发明得到的镁合金轮毂,T6热处理后,各部位抗拉强度超过358MPa,屈服强度超过231MPa,平均伸长率12.9%。在‑75℃到
一种镁合金轮毂的超塑性模锻工艺.pdf
本发明公开了一种镁合金轮毂的超塑性模锻工艺,其将镁合金坯料进行均匀化退火处理,在等温的组合成型模具中进行超塑性模锻成型,锻后室温冷却,继而在380℃‑420℃下进行加热固溶水淬,再经120℃‑220℃下进行人工时效处理,随后进行精密加工、微弧氧化、涂装,得到镁合金轮毂。本发明得到的镁合金轮毂,T6热处理后,各部位抗拉强度超过340MPa,屈服强度超过218MPa,平均伸长率12.8%。在‑75℃到260摄氏度拉伸试验中证明其高低温性能良好。
一种铝合金汽车轮毂液态模锻成型工艺.pdf
本发明公开了一种铝合金汽车轮毂液态模锻成型工艺,具体包括如下步骤:S1、称量、配制铝合金原料;S2、将铝合金原料放入熔炼炉中,熔融成液态,熔化温度为850‑950℃;S3、将步骤S2所得液态金属以高效精炼剂进行炉内除气、除渣,使液态金属清洁无杂;S4、准备轮毂模具,并进行预热,预热温度为280‑320℃;本发明通过改进铝合金轮毂中合金组分的配比,并采用液态模锻工艺,使得铝合金的金相结构得到改善,极大地消除了产品中的缩孔、疏松、气孔、裂纹等缺陷,提高了轮毂的力学性能,且整体工艺流程简单,生产成本低,提高了市

一种薄壁深腔飞机轮毂模锻件的锻造方法.pdf
本发明公开了一种薄壁深腔飞机轮毂模锻件的锻造方法,包括预锻方法和终锻方法。预锻方法中采用的预锻模具包括预锻上凸模和预锻下凹模,所述预锻下凹模的深度与薄壁深腔飞机轮毂终锻模具的下凹模的深度相同,所述预锻下凹模的底面为由下向上缩径的凸台结构,所述预锻上凸模的下表面开设圆形凹槽,所述圆形凹槽底面边缘开设环形凹槽,所述预锻上凸模模膛外侧开设环形凹坑,环形凹坑和环形凹槽的底表面均为弧状,所述预锻上凸模的外壁的倾斜角度与薄壁深腔飞机轮毂终锻模具的上凸模的外壁的倾斜角度相同,所述预锻下凹模内壁的倾斜角度与薄壁深腔飞机轮