
数控磨床.pdf

星星****眨眼

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
数控磨床.pdf
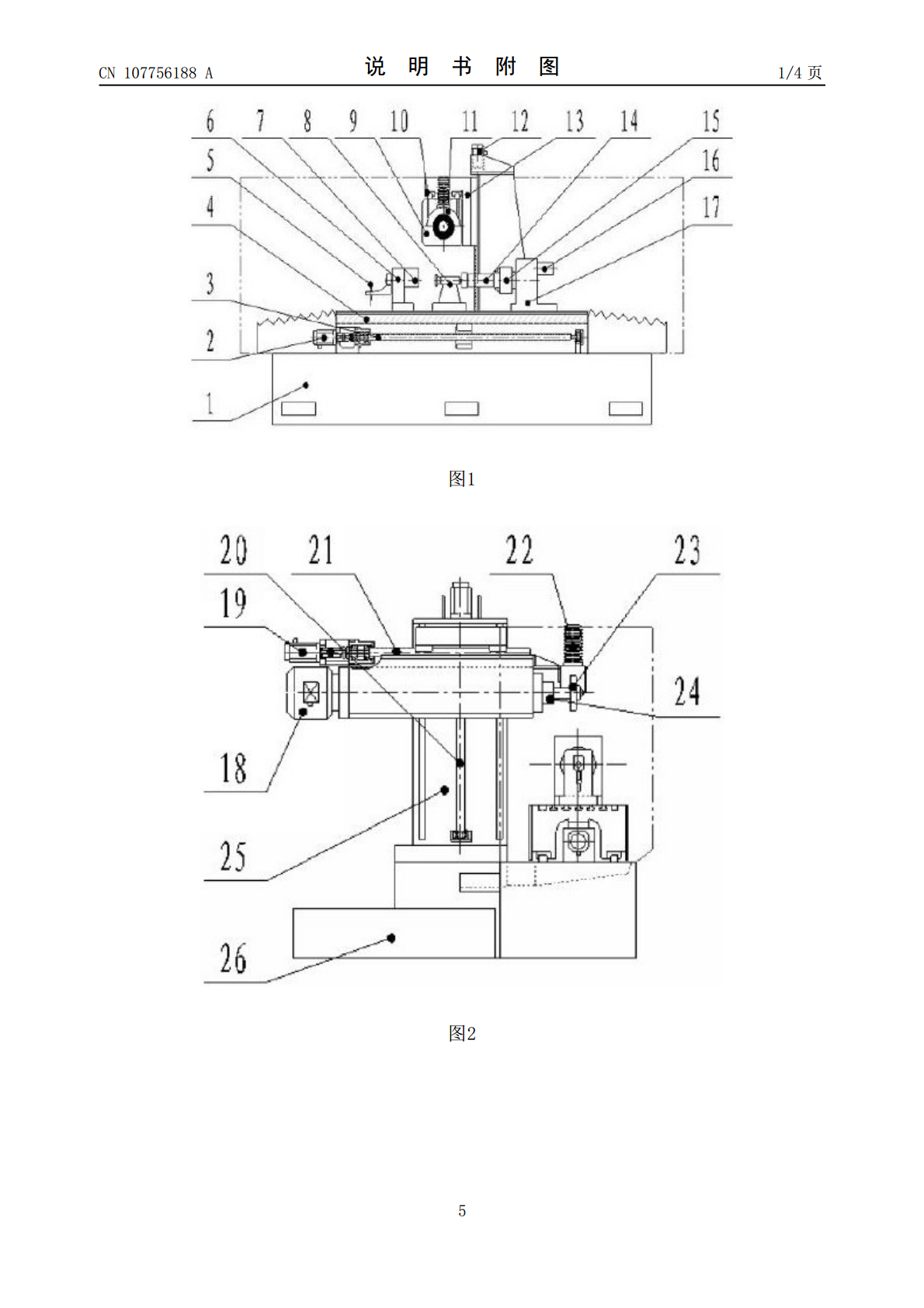
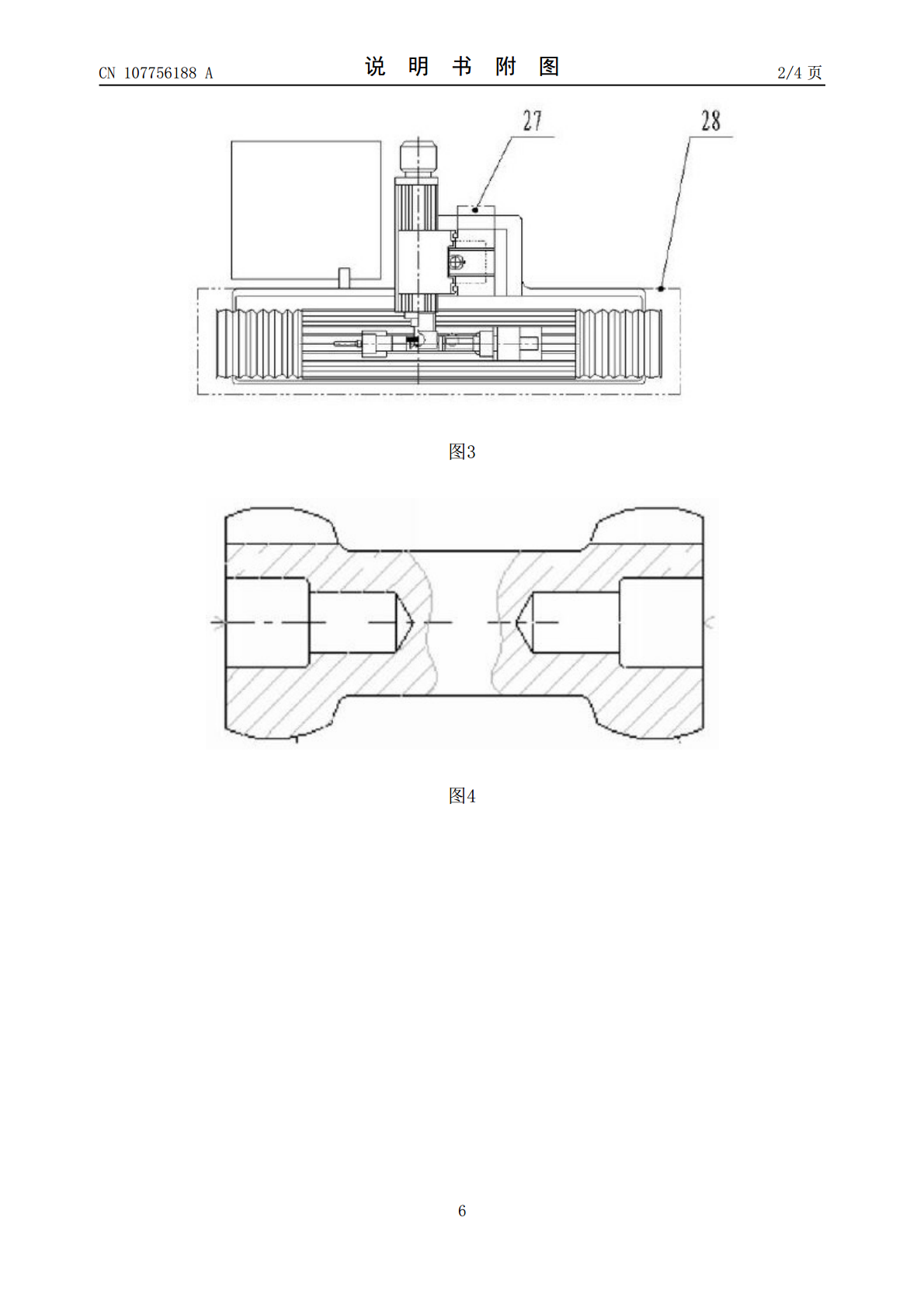
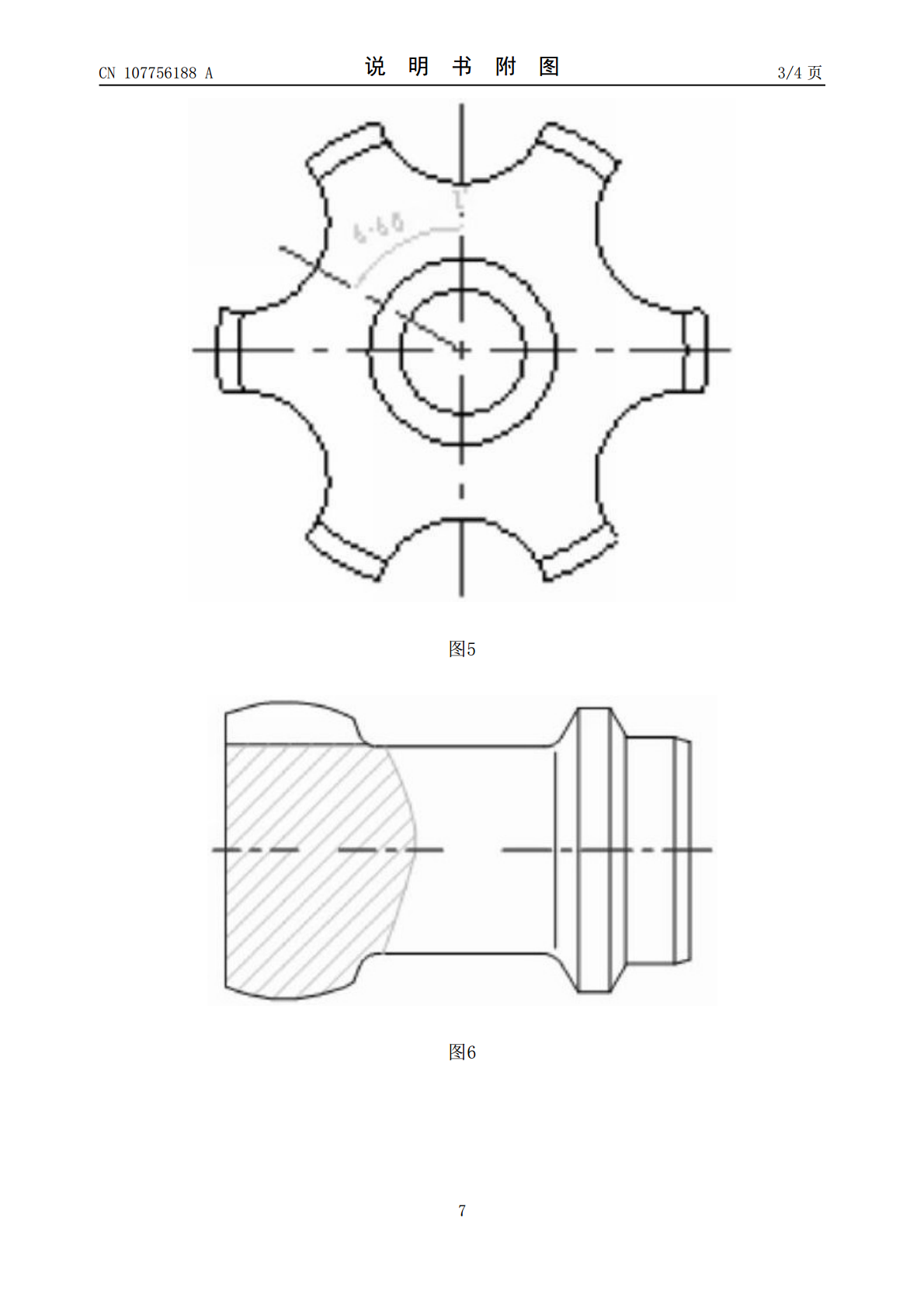
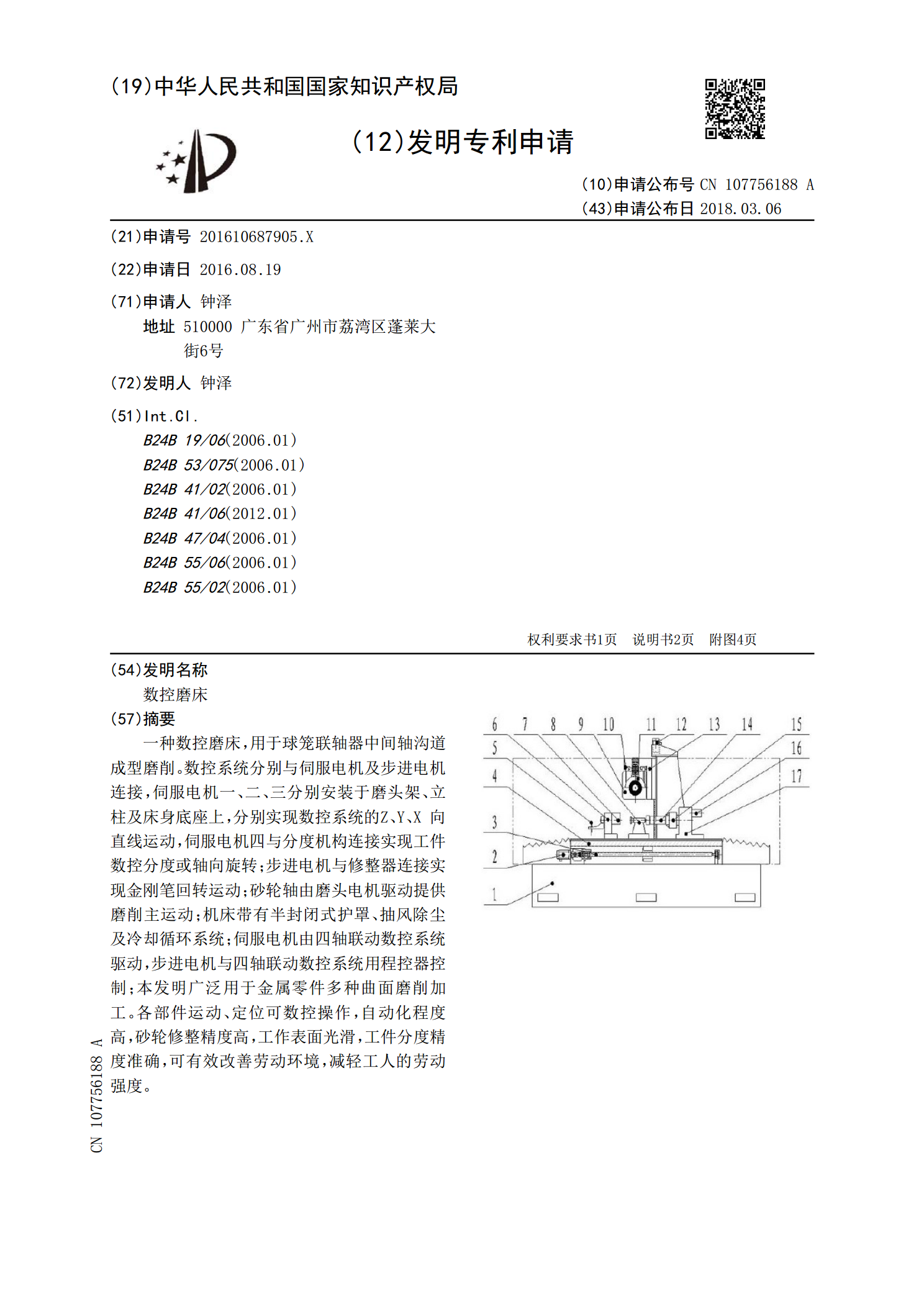
一种数控磨床,用于球笼联轴器中间轴沟道成型磨削。数控系统分别与伺服电机及步进电机连接,伺服电机一、二、三分别安装于磨头架、立柱及床身底座上,分别实现数控系统的Z、Y、X向直线运动,伺服电机四与分度机构连接实现工件数控分度或轴向旋转;步进电机与修整器连接实现金刚笔回转运动;砂轮轴由磨头电机驱动提供磨削主运动;机床带有半封闭式护罩、抽风除尘及冷却循环系统;伺服电机由四轴联动数控系统驱动,步进电机与四轴联动数控系统用程控器控制;本发明广泛用于金属零件多种曲面磨削加工。各部件运动、定位可数控操作,自动化程度高,

数控磨床.pdf
一种数控磨床,用于球笼联轴器中间轴沟道成型磨削。数控系统分别与伺服电机及步进电机连接,伺服电机一、二、三分别安装于磨头架、立柱及床身底座上,分别实现数控系统的Z、Y、X向直线运动,伺服电机四与分度机构连接实现工件数控分度或轴向旋转;步进电机与修整器连接实现金刚笔回转运动;砂轮轴由磨头电机驱动提供磨削主运动;机床带有半封闭式护罩、抽风除尘及冷却循环系统;伺服电机由四轴联动数控系统驱动,步进电机与四轴联动数控系统用程控器控制;本发明广泛用于金属零件多种曲面磨削加工。各部件运动、定位可数控操作,自动化程度高,砂

数控磨床.pdf
本发明提供一种数控磨床,包括机架、控制装置以及分别与控制装置电连接的砂轮安装台、转盘、支撑架、用于夹持工件的工件夹持装置和用于修整砂轮的砂轮修整器,砂轮安装台上安装有若干个打磨机头,打磨机头包括砂轮,砂轮安装台设置于转盘上,转盘转动安装于支撑架上,支撑架滑动安装于机架上,工件夹持装置及砂轮修整器安装于机架上,控制装置控制转盘转动和支撑架滑动,以使砂轮安装台上对应的打磨机头对准工件夹持装置。本发明在整个加工的过程中,无需拆卸工件,也无需拆卸并更换原来的砂轮,在同一个数控磨床上能够对工件完成所有磨削加工,不会
数控斜轴磨床的控制方法及数控斜轴磨床.pdf
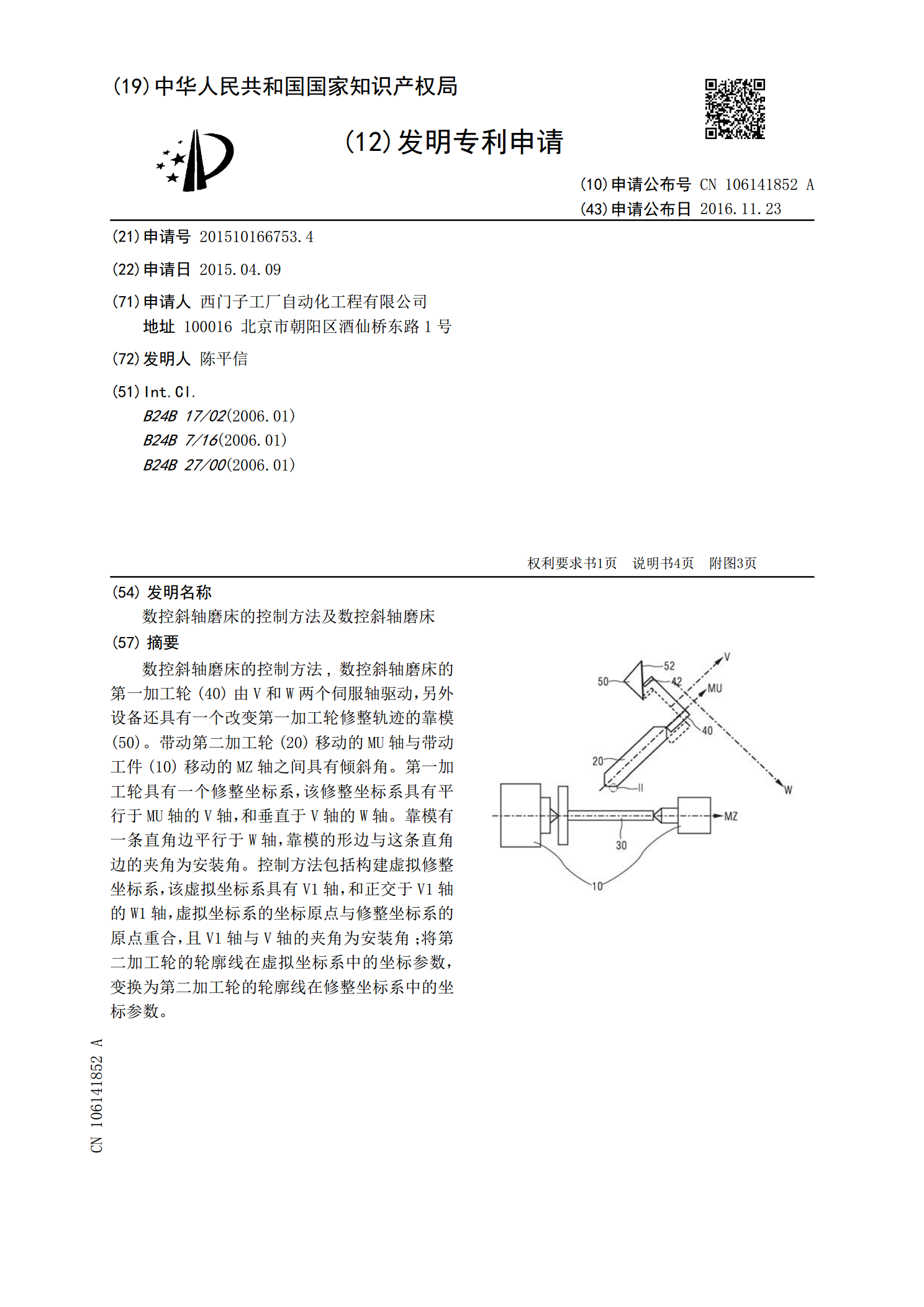
数控斜轴磨床的控制方法,数控斜轴磨床的第一加工轮(40)由V和W两个伺服轴驱动,另外设备还具有一个改变第一加工轮修整轨迹的靠模(50)。带动第二加工轮(20)移动的MU轴与带动工件(10)移动的MZ轴之间具有倾斜角。第一加工轮具有一个修整坐标系,该修整坐标系具有平行于MU轴的V轴,和垂直于V轴的W轴。靠模有一条直角边平行于W轴,靠模的形边与这条直角边的夹角为安装角。控制方法包括构建虚拟修整坐标系,该虚拟坐标系具有V1轴,和正交于V1轴的W1轴,虚拟坐标系的坐标原点与修整坐标系的原点重合,且V1轴与V轴的夹
数控无心磨床.pdf
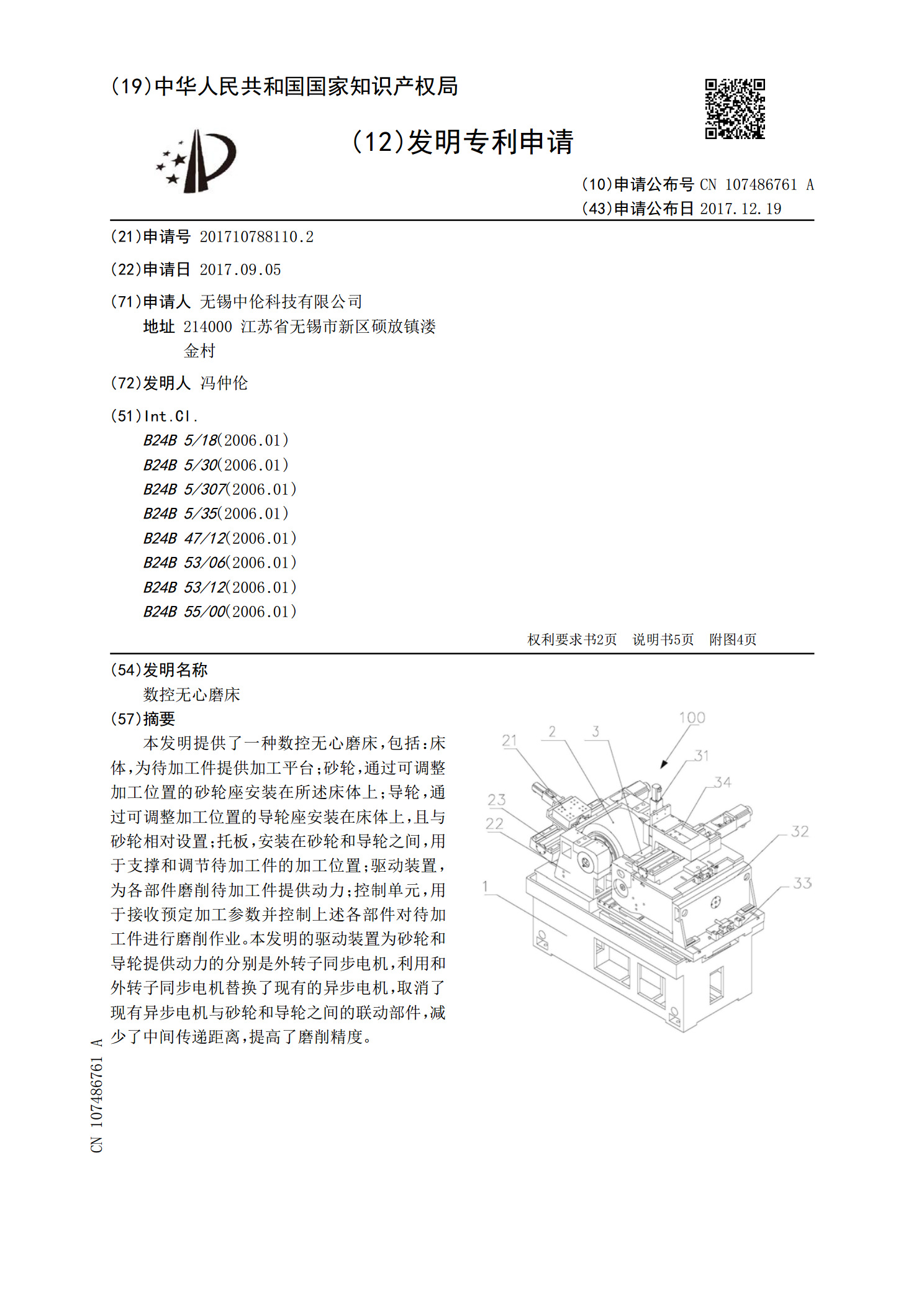
本发明提供了一种数控无心磨床,包括:床体,为待加工件提供加工平台;砂轮,通过可调整加工位置的砂轮座安装在所述床体上;导轮,通过可调整加工位置的导轮座安装在床体上,且与砂轮相对设置;托板,安装在砂轮和导轮之间,用于支撑和调节待加工件的加工位置;驱动装置,为各部件磨削待加工件提供动力;控制单元,用于接收预定加工参数并控制上述各部件对待加工件进行磨削作业。本发明的驱动装置为砂轮和导轮提供动力的分别是外转子同步电机,利用和外转子同步电机替换了现有的异步电机,取消了现有异步电机与砂轮和导轮之间的联动部件,减少了中间