
一种消除定向凝固铸件缺陷的方法.pdf

婀娜****aj

1/5

2/5

3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种消除定向凝固铸件缺陷的方法.pdf
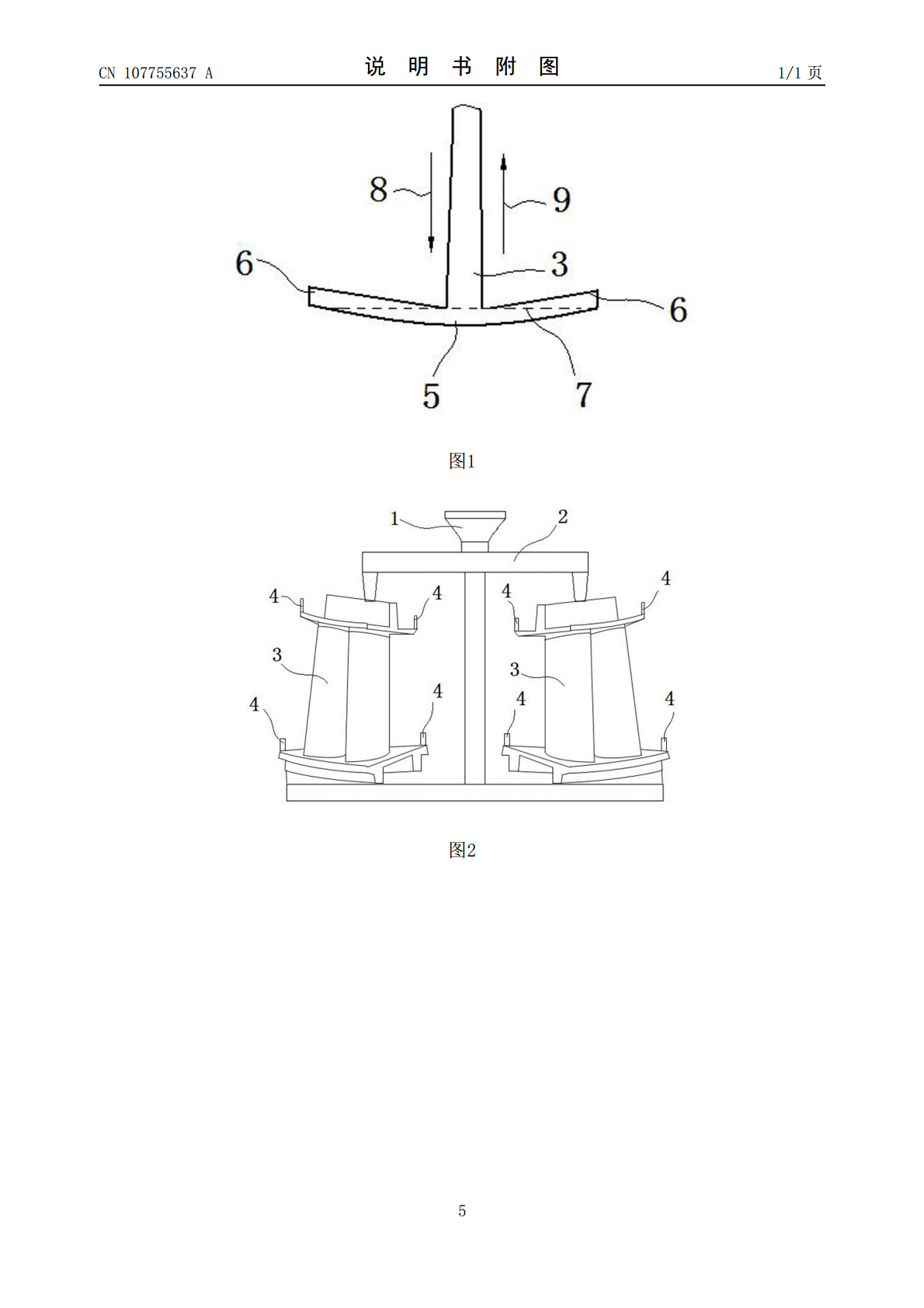
本发明公开了一种消除定向凝固铸件缺陷的方法,包括如下步骤:1)按照定向/单晶铸造技术要求设计模组结构,并完成蜡模的组装;2)在模组的整体或局部出现两端高中间低,其竖直截面具有V型结构时,在模组上高于底端的颈线且远离浇注系统的向上末端位置,粘接竖直向上的延长蜡条;3)按照熔模铸造的方法,模组制壳、脱蜡和焙烧,完成模壳;4)按照定向/单晶生长工艺,完成定向/单晶铸件的制造。本发明很好地解决了复杂结构定向凝固精密铸件的缺陷。通过在向上末端位置,粘接竖直向上的延长蜡条的技术手段,实现了“顺序延长生长末端”,有效解
一种定向凝固过程铸件雀斑缺陷数值预测方法.pdf
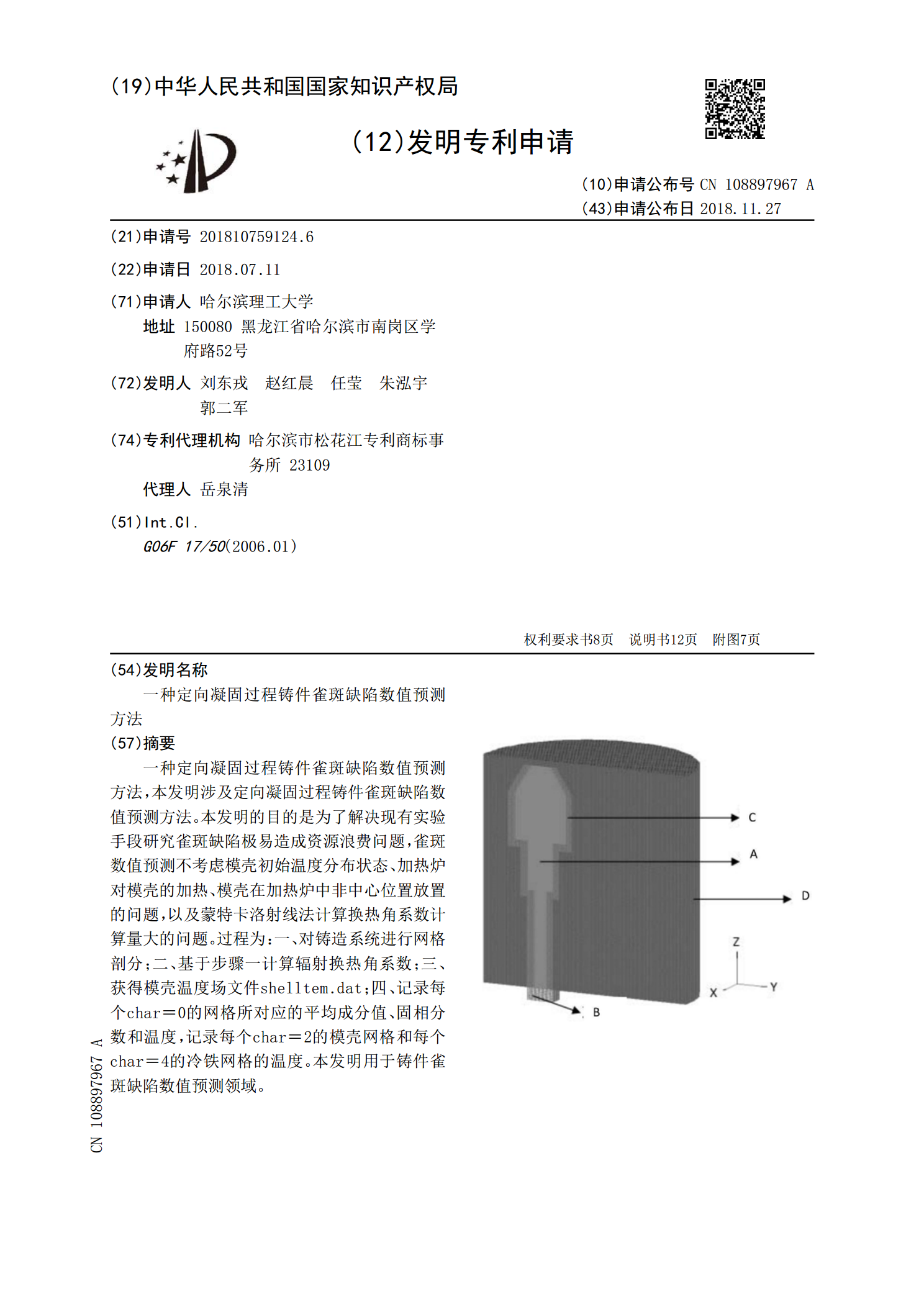
一种定向凝固过程铸件雀斑缺陷数值预测方法,本发明涉及定向凝固过程铸件雀斑缺陷数值预测方法。本发明的目的是为了解决现有实验手段研究雀斑缺陷极易造成资源浪费问题,雀斑数值预测不考虑模壳初始温度分布状态、加热炉对模壳的加热、模壳在加热炉中非中心位置放置的问题,以及蒙特卡洛射线法计算换热角系数计算量大的问题。过程为:一、对铸造系统进行网格剖分;二、基于步骤一计算辐射换热角系数;三、获得模壳温度场文件shelltem.dat;四、记录每个char=0的网格所对应的平均成分值、固相分数和温度,记录每个char=2的模

一种消除铝铸件补焊气孔缺陷的方法.docx
一种消除铝铸件补焊气孔缺陷的方法申请号/专利号:200810010270一种消除铝铸件补焊气孔缺陷的方法,采用了特种钨极氩弧焊剂的钨极氩弧焊,工艺参数为:焊接电流:110-380A,预热温度:60-160℃,焊接速度:7-25m/h,钨极直径:Φ3.2-8.0mm,焊丝直径:1.6-6.0mm,氩气流量:14-110L/min;开设坡口,将焊区清洗干净,进行预热;将焊丝洗刷干净;将焊剂涂覆于坡口表面,或用焊丝一端煨热后沾取适量干焊剂立即实施焊接;焊后立即用热水将焊区表面熔剂残渣清洗干净。本发明的优点:采用

消除液压件铸件疏松缺陷的方法.docx
消除液压件铸件疏松缺陷的方法标题:消除液压件铸件疏松缺陷的方法摘要:液压件铸件广泛应用于机械装置中,其质量直接影响装置的性能和安全性。其中,疏松缺陷是影响液压件铸件质量的重要问题之一。本文通过综合分析影响液压件铸件疏松缺陷的因素,并探索了消除疏松缺陷的不同方法,包括改善设计、优化工艺、提高材料性能等。本文的研究对于提高液压件铸件质量,确保装置的稳定性和可靠性具有一定的实际指导意义。1.引言液压件是现代机械装置中不可或缺的关键元件,其铸件质量直接影响着装置的性能和安全性。而对于液压件铸件来说,疏松缺陷是一个

用热等静压处理方法消除铸件缺陷.docx
用热等静压处理方法消除铸件缺陷热等静压(HotIsostaticPressing,HIP)是一种常用的铸件缺陷处理方法。通过在高温和高压下对铸造件进行加工,可以消除或减轻铸件中的气孔、夹杂物和缺陷等问题,从而提高铸件的质量和性能。热等静压技术由于其可靠性和高效性,被广泛应用于航空航天、汽车制造、核工程、医疗器械等领域。本文将详细介绍热等静压处理方法的原理、过程和优势,以及该技术在铸造件缺陷处理中的应用。1.热等静压处理方法的原理热等静压处理方法通过在高温和高压环境中施加等静压力,将铸造件置于特殊容器(通常