
一种折叠成型片材生产工艺及其折叠片材.pdf

小代****回来


1/7
2/7

3/7

4/7

5/7
6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种折叠成型片材生产工艺及其折叠片材.pdf
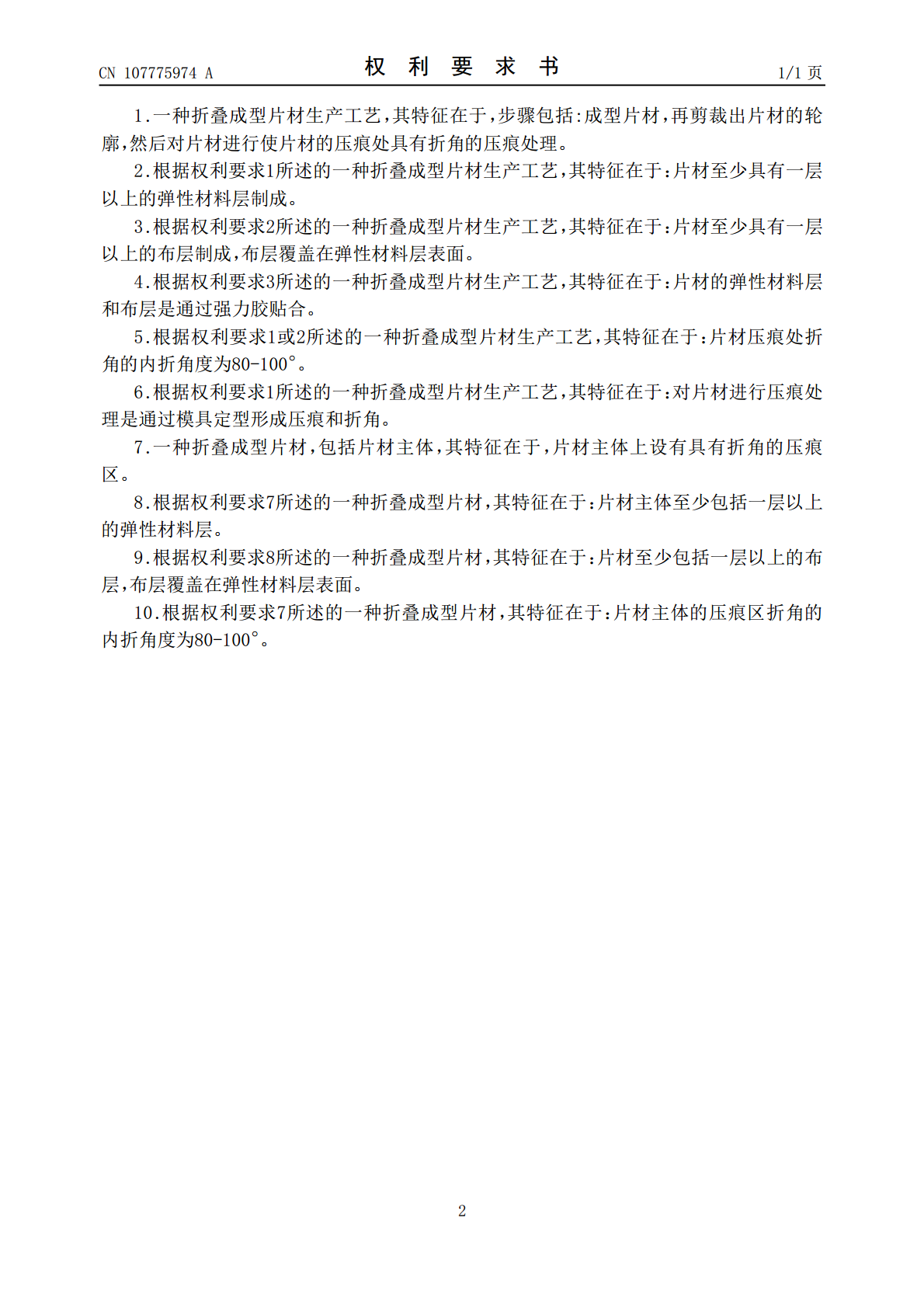
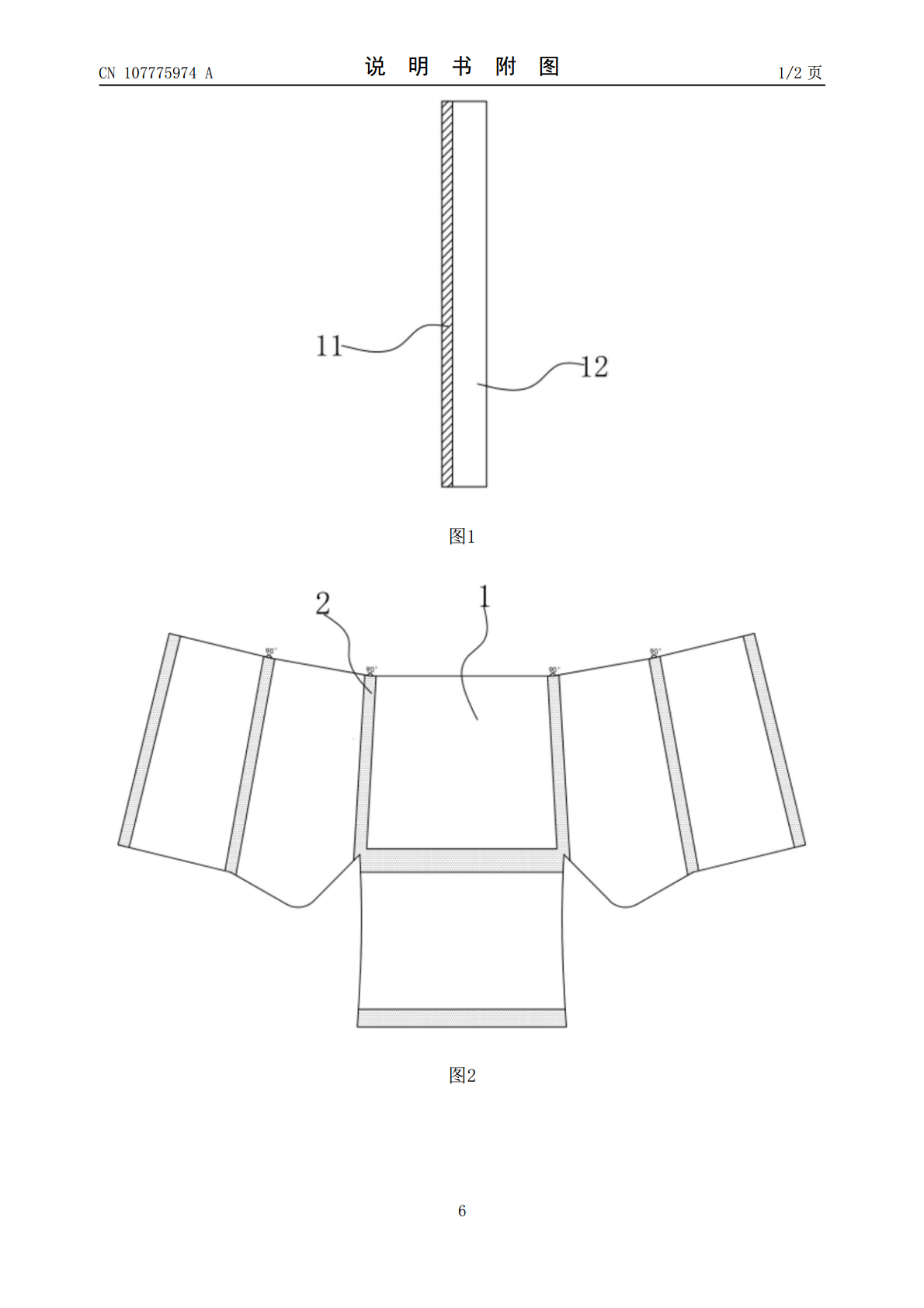
本发明公开了一种折叠成型片材生产工艺及其折叠成型片材,属于片材生产领域;该种折叠成型片材生产工艺,其步骤包括:成型片材,再剪裁出片材的轮廓,然后对片材进行使片材的压痕处具有折角的压痕处理。该种折叠成型片材,包括片材主体,片材主体上设有具有折角的压痕区。本发明用于制造书包这类产品时,能够折叠成型书包这类产品的轮廓,减少拼接,节省工序,减少生产时间和成本。

柔性片材折叠机构.pdf
本发明提供一种折叠整齐、相位调整方便的柔性片材折叠机构,包括机架及分别可转动设于机架上的五个转动轮及一个转移轮,所述转动轮一上设有吸附腔一、吸附腔二及四个推送装置,所述转动轮二上设有吸附腔及对应该吸附腔的吸附孔,转动轮二的半径为转动轮一的二分之一,转动轮三的结构与转动轮二相同,转动轮四的半径为转动轮三的3/4,其结构与转动轮三相同,转动轮五的半径为转动轮三的一半且其结构与转动轮三相同,各转动轮及转移轮以相同的线速度转动,转移轮半径与转动轮三相同,转移轮上设有两个夹持装置,所述转动轮二、转动轮三、转动轮四、

片材处理装置以及具备其的图像形成装置及折叠片材推压方法.pdf
本发明提供一种片材处理装置,其在按压下折叠片材之后,使片材束打开的情况减少,更提高片材束的集聚性、整列性。本发明是推压折叠片材的片材处理装置(B),具备从厚度方向推压折叠片材的折痕的按压辊(70)、沿上述折叠片材的折痕方向移动按压辊(70)的按压辊单元(56),具有限定上述一对按压辊(70)的间隔的凸轮部件(80),在前述按压辊单元(56)沿折叠片材的折痕方向移动时,上述凸轮部件(80)使上述一对按压辊(70)的间隔与按压辊单元(56)的移动方向相应地阶段性变窄,由上述按压辊(70)从折叠片材的折痕厚度方
交互折叠的吸收性片材制品的堆叠及其形成方法.pdf
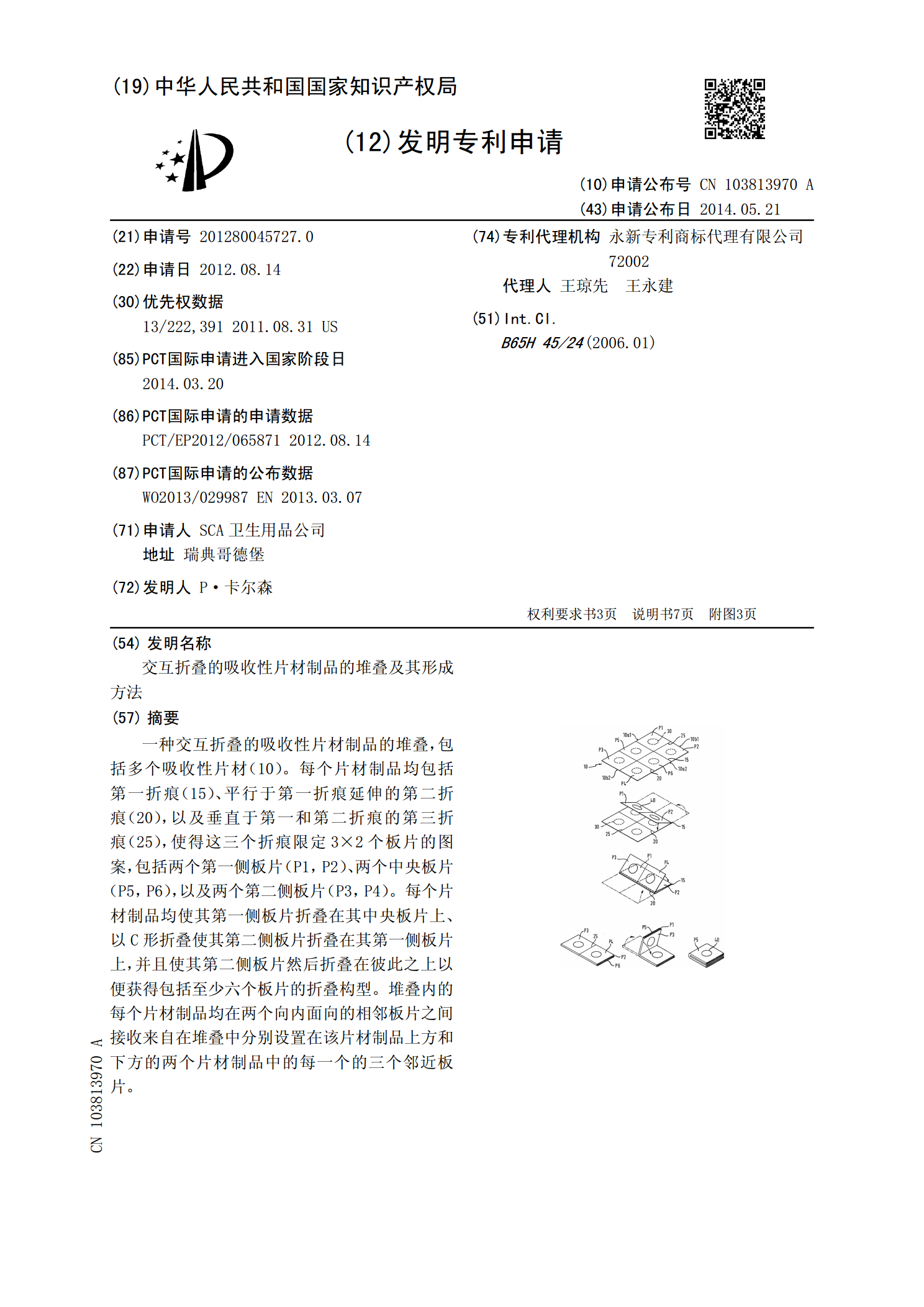
一种交互折叠的吸收性片材制品的堆叠,包括多个吸收性片材(10)。每个片材制品均包括第一折痕(15)、平行于第一折痕延伸的第二折痕(20),以及垂直于第一和第二折痕的第三折痕(25),使得这三个折痕限定3×2个板片的图案,包括两个第一侧板片(P1,P2)、两个中央板片(P5,P6),以及两个第二侧板片(P3,P4)。每个片材制品均使其第一侧板片折叠在其中央板片上、以C形折叠使其第二侧板片折叠在其第一侧板片上,并且使其第二侧板片然后折叠在彼此之上以便获得包括至少六个板片的折叠构型。堆叠内的每个片材制品均在两个
一种可回收的精美印刷复合成型片材及其制备方法.pdf
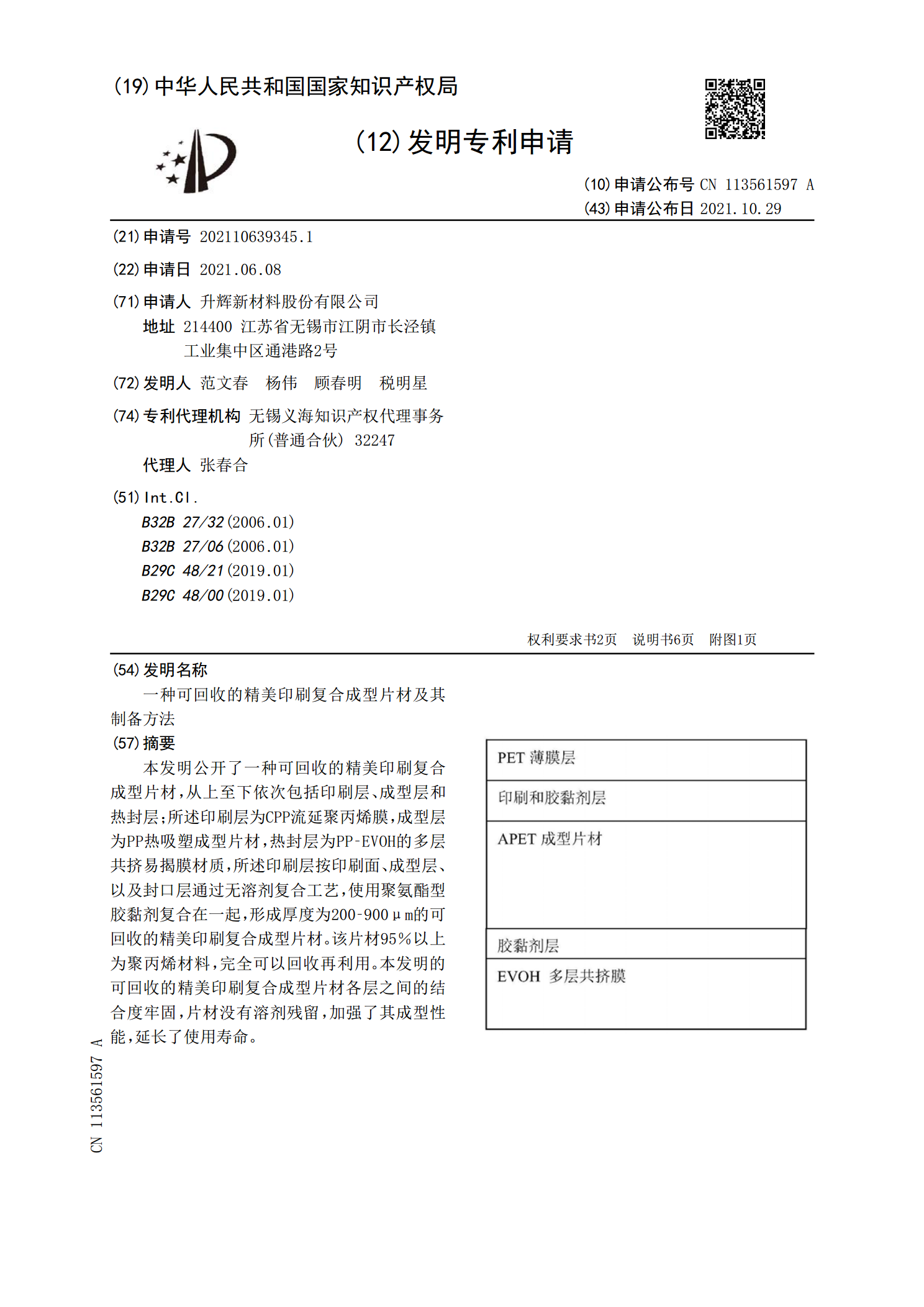
本发明公开了一种可回收的精美印刷复合成型片材,从上至下依次包括印刷层、成型层和热封层;所述印刷层为CPP流延聚丙烯膜,成型层为PP热吸塑成型片材,热封层为PP‑EVOH的多层共挤易揭膜材质,所述印刷层按印刷面、成型层、以及封口层通过无溶剂复合工艺,使用聚氨酯型胶黏剂复合在一起,形成厚度为200‑900μm的可回收的精美印刷复合成型片材。该片材95%以上为聚丙烯材料,完全可以回收再利用。本发明的可回收的精美印刷复合成型片材各层之间的结合度牢固,片材没有溶剂残留,加强了其成型性能,延长了使用寿命。