
一种可回收的精美印刷复合成型片材及其制备方法.pdf

书生****文章

1/10
2/10
3/10

4/10

5/10
6/10
7/10

8/10

9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种可回收的精美印刷复合成型片材及其制备方法.pdf
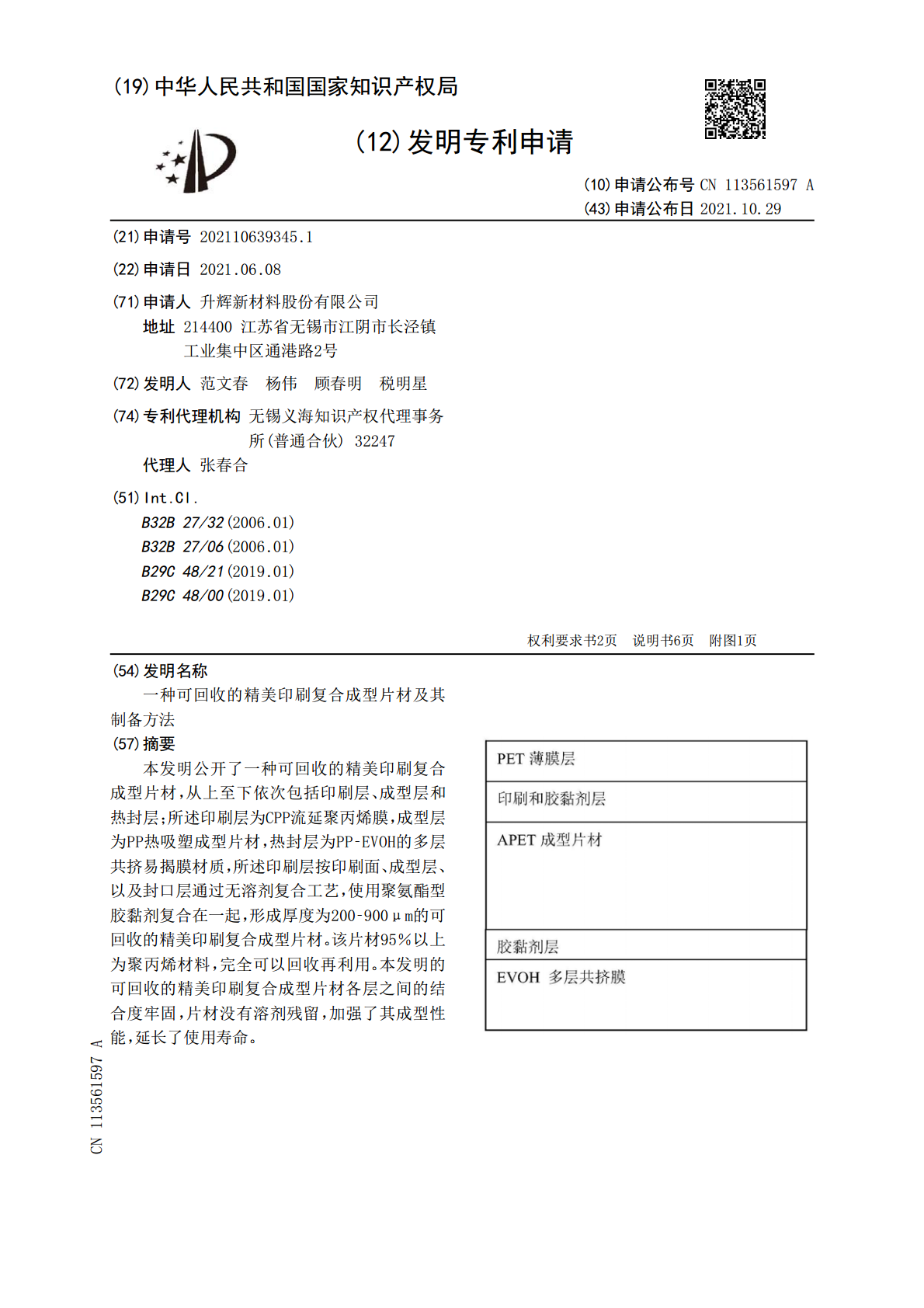
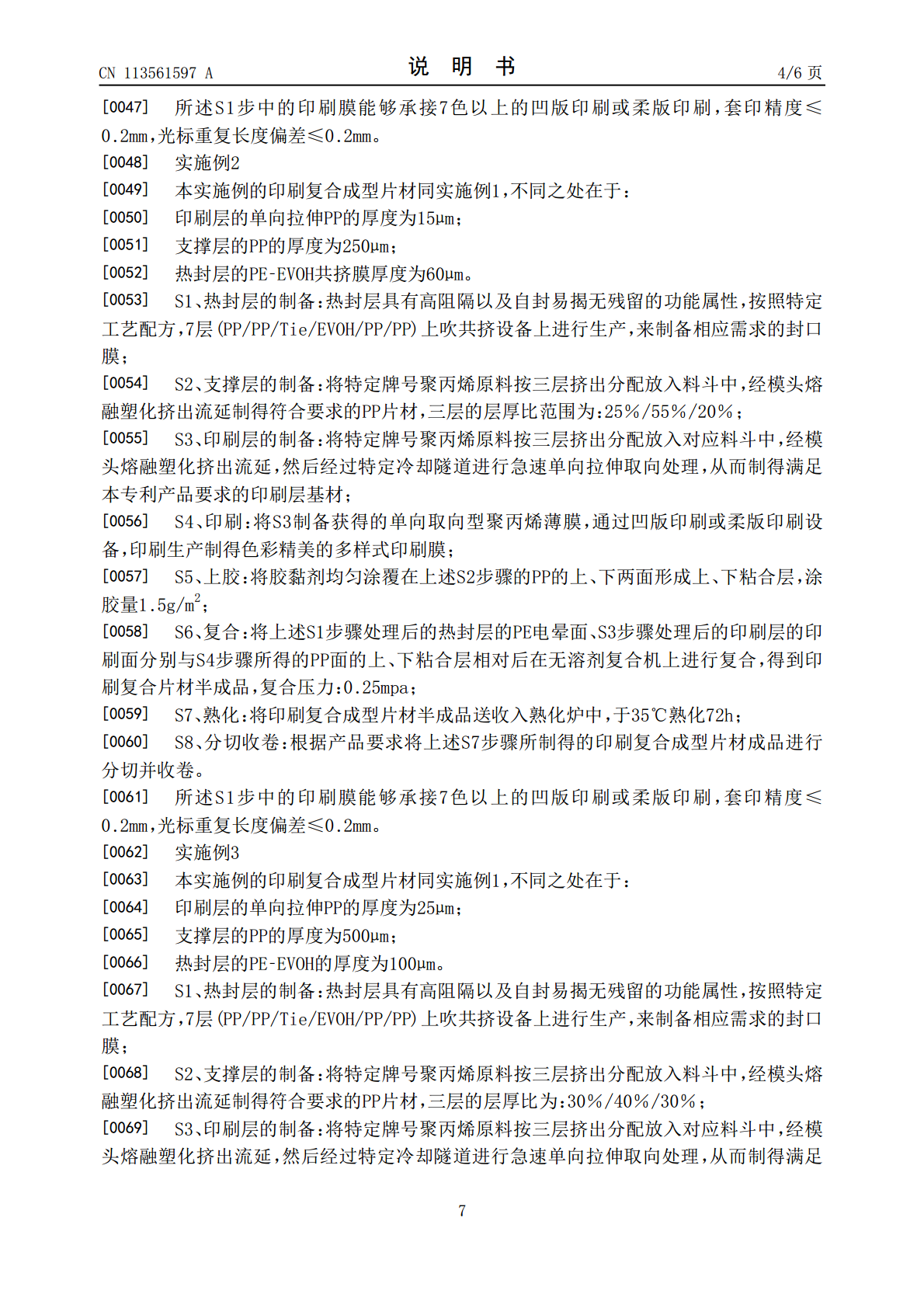
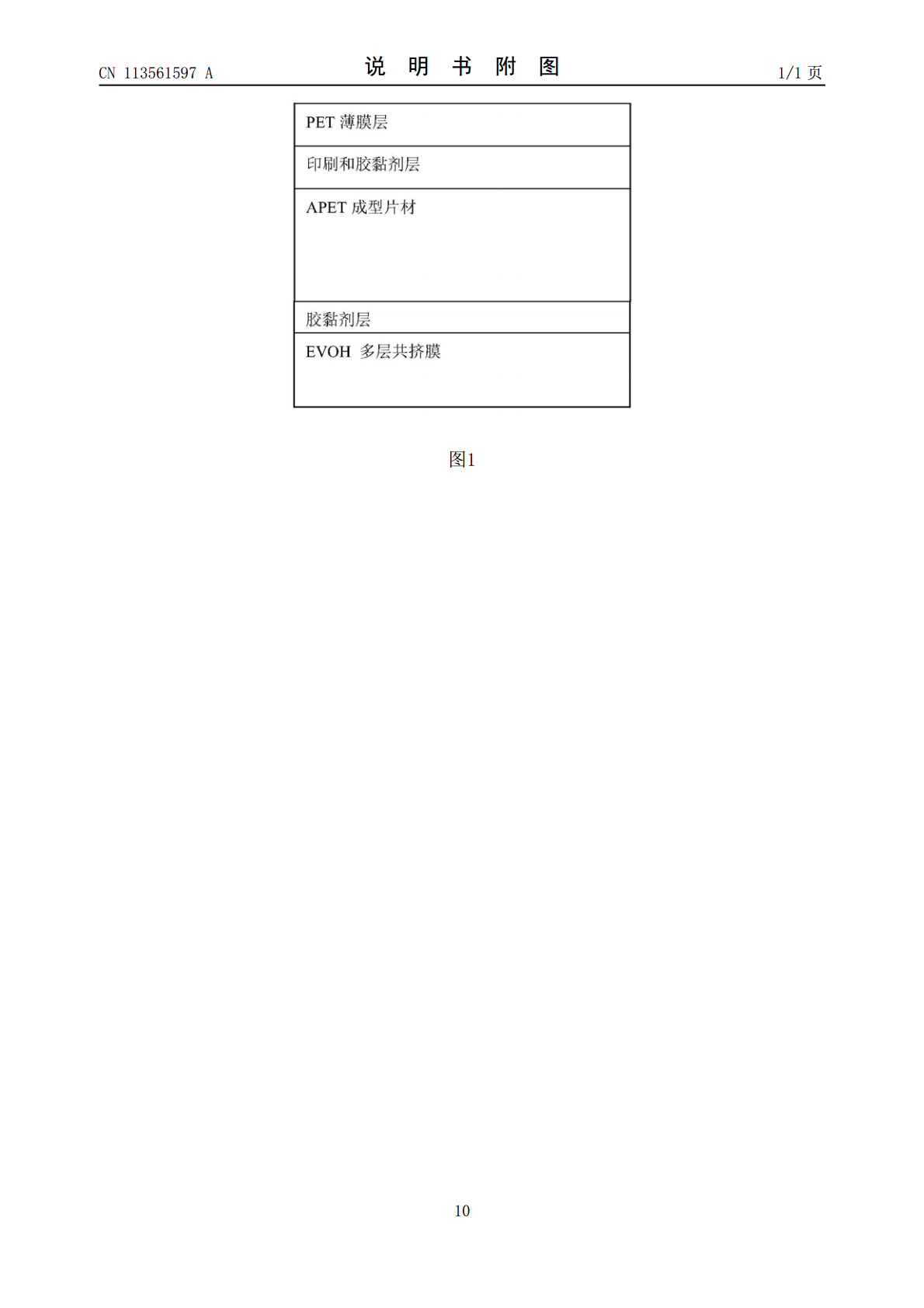
本发明公开了一种可回收的精美印刷复合成型片材,从上至下依次包括印刷层、成型层和热封层;所述印刷层为CPP流延聚丙烯膜,成型层为PP热吸塑成型片材,热封层为PP‑EVOH的多层共挤易揭膜材质,所述印刷层按印刷面、成型层、以及封口层通过无溶剂复合工艺,使用聚氨酯型胶黏剂复合在一起,形成厚度为200‑900μm的可回收的精美印刷复合成型片材。该片材95%以上为聚丙烯材料,完全可以回收再利用。本发明的可回收的精美印刷复合成型片材各层之间的结合度牢固,片材没有溶剂残留,加强了其成型性能,延长了使用寿命。
复合滤材及其制备方法.pdf
本发明公开了复合滤材及其制备方法,滤材,其为多层复合膜,至少包括基材以及复合到基材上的亲水改性PTFE多孔材料,其中亲水改性PTFE多孔材料为以多孔PTFE膜为主体,并先后经过多巴胺改性和PVA改性得到,其中多巴胺改性得到第一改性膜。本发明的膜产品结构性能好,有效克服了PTFE薄膜结合性差的不足,实现了结构稳固、耐清洗的产品。

一种复合板带材及其制备方法.pdf
本发明涉及一种复合板带材及其制备方法,属于金属复合板带材技术领域。本发明的制备方法,包括以下步骤:取两单波纹面金属板带材,在一个或两个单波纹面金属板带材的波纹面涂覆石墨烯形成石墨烯涂覆层并使石墨烯涂覆层的表面保留波纹面的波形,然后将两单波纹面金属板带材进行叠放组坯,然后采用平辊进行轧制,即得;两单波纹面金属板带材表面的波纹相匹配,叠放时两单波纹面金属板带材的波纹面相对且两单波纹面金属板带材相互啮合。本发明的制备方法,能够在结合界面处形成接触界面均匀、机械啮合良好的结构,提高界面结合程度、可抑制金属复合板沿

锂复合带材及其制备方法.pdf
提供了一种锂复合带材及其制备方法。本发明的方法可实现工业化大批量地制备锂复合带材,且制备的锂复合带材中锂/锂合金和碳材料完全浸润,材料内部融为一体,无孔隙。锂复合带材内部的三维导电碳骨架结构可以为金属锂沉积提供预留空间,缓解金属锂负极的体积膨胀,且碳骨架结构本身具有导电性,可以降低电极表面的电流密度,减少锂枝晶,制备的锂复合带材的结构稳定,可以应用于高倍率长循环的电池。
一种水性塑料印刷复合油墨及其制备方法.pdf
本发明提供一种水性塑料印刷复合油墨及其制备方法,涉及水性涂料技术领域。本发明水性塑料印刷复合油墨包括由以下原料制成:改性蒙脱石、聚四氟乙烯、水溶性聚氨酯溶液、水性丙烯酸乳液、有机颜料、无机颜料、聚乙烯蜡、专用助剂、蒸馏水、成膜助剂。本发明水性塑料印刷复合油墨在塑料表面具有优异的附着力,成膜效果好,印刷品溶剂残留量低,耐水性好,着色力好,干燥速度快、硬度高,该油墨喷涂后具有极低的VOC排放,绿色环保,能够广泛适用于烟、酒、食品、药品、儿童接触品等卫生条件要求严格的印刷品,该发明对油墨生产者、印刷制造者、终端