
一种电池极群排列入壳整耳系统.pdf

一只****写意


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共24页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种电池极群排列入壳整耳系统.pdf
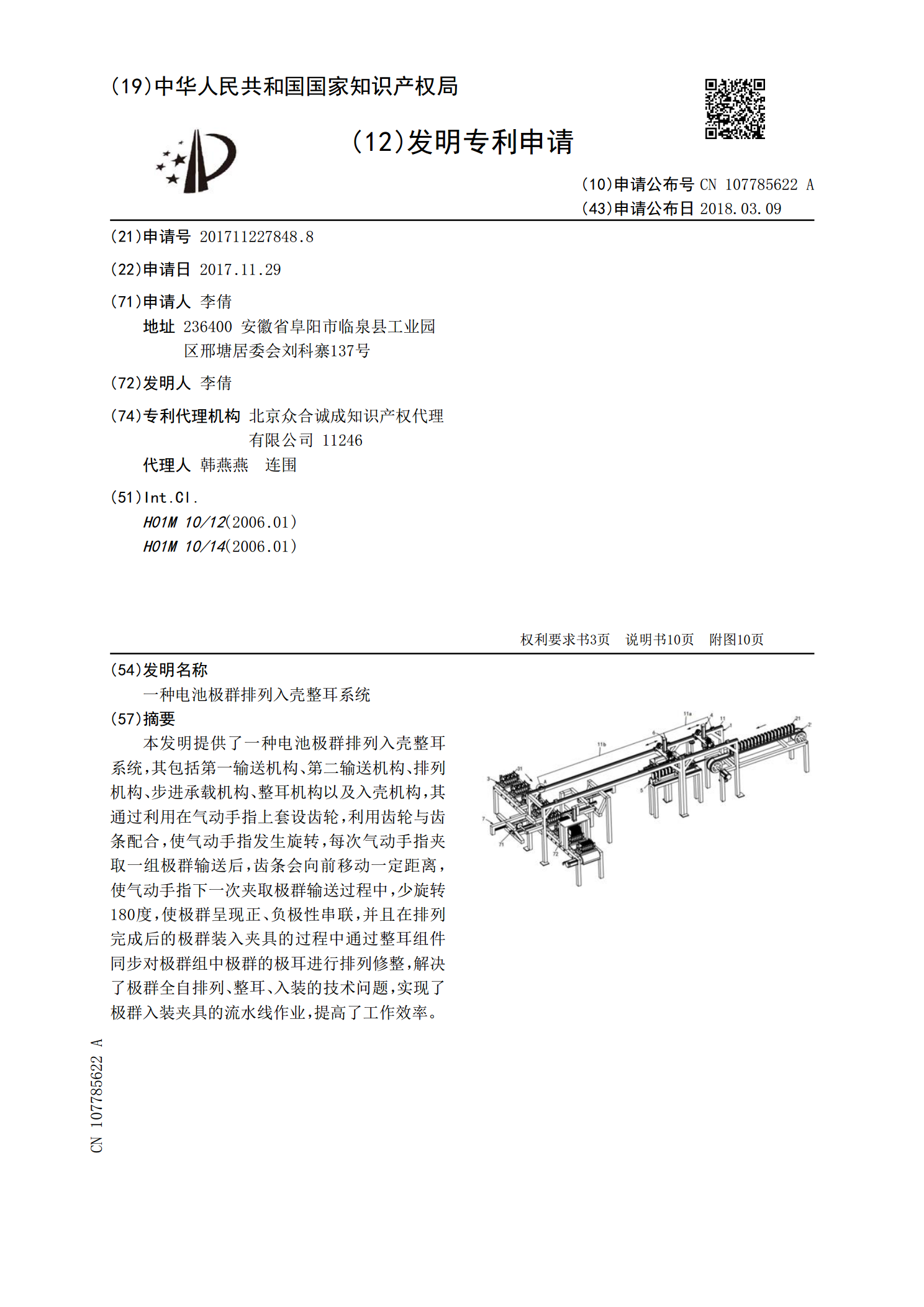
本发明提供了一种电池极群排列入壳整耳系统,其包括第一输送机构、第二输送机构、排列机构、步进承载机构、整耳机构以及入壳机构,其通过利用在气动手指上套设齿轮,利用齿轮与齿条配合,使气动手指发生旋转,每次气动手指夹取一组极群输送后,齿条会向前移动一定距离,使气动手指下一次夹取极群输送过程中,少旋转180度,使极群呈现正、负极性串联,并且在排列完成后的极群装入夹具的过程中通过整耳组件同步对极群组中极群的极耳进行排列修整,解决了极群全自排列、整耳、入装的技术问题,实现了极群入装夹具的流水线作业,提高了工作效率。

一种电池极群排列入壳整耳工艺.pdf
本发明提供了一种电池极群排列入壳整耳工艺,其改变传统的工艺,包括夹取工序、排列工序、装夹工序、整耳工序、脱壳工序、转移工序、装夹工序和入壳工序,其通过利用在气动手指上套设齿轮,利用齿轮与齿条配合,使气动手指发生旋转,每次气动手指夹取一组极群输送后,齿条会向前移动一定距离,使气动手指下一次夹取极群输送过程中,少旋转180度,使极群呈现正、负极性串联,并且在排列完成后的极群装入夹具的过程中通过整耳组件同步对极群组中极群的极耳进行排列修整,解决了极群全自排列、整耳、入装的技术问题,实现了极群入装夹具的流水线作业
一种蓄电池极群的极耳自动折弯装置.pdf
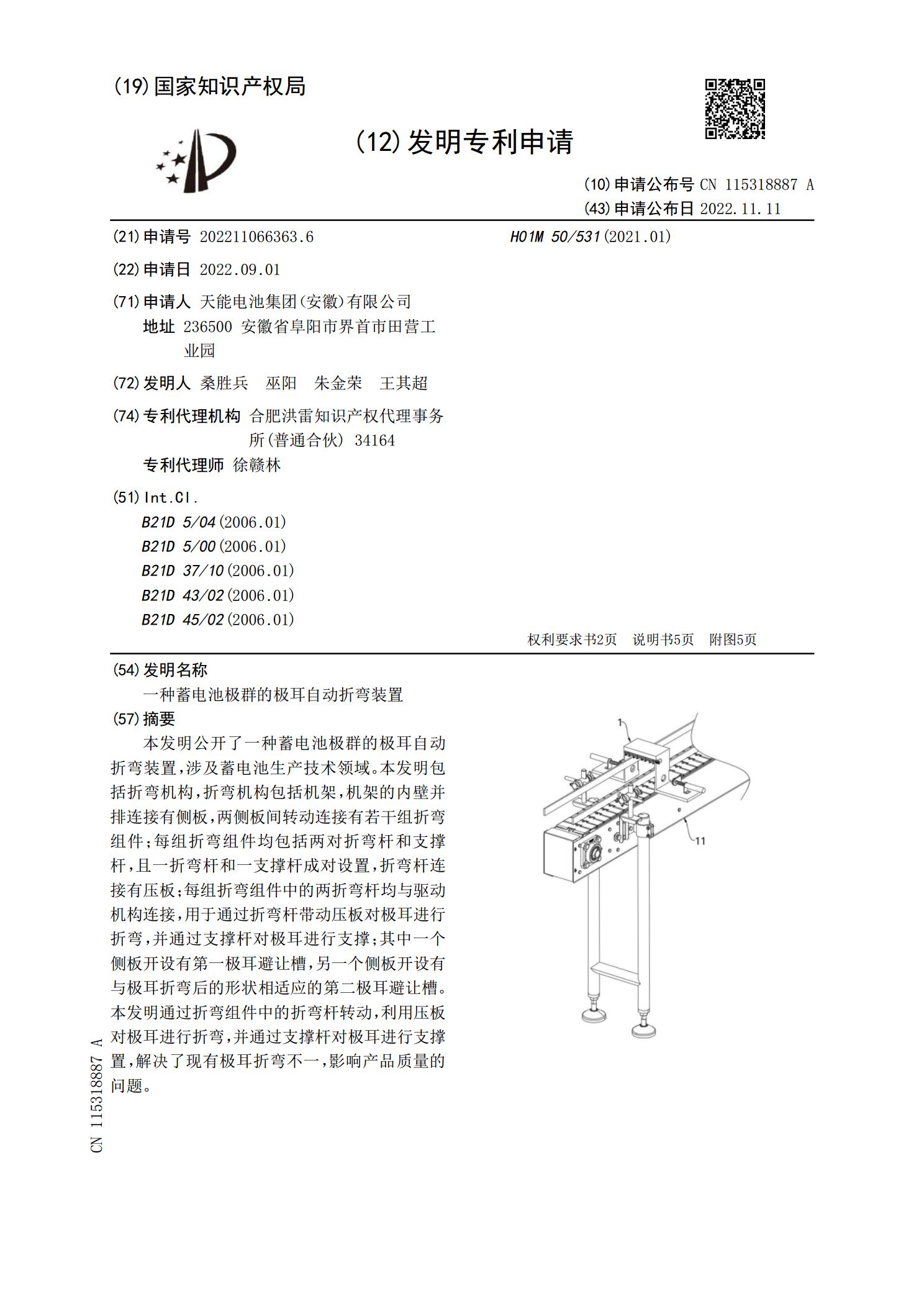
本发明公开了一种蓄电池极群的极耳自动折弯装置,涉及蓄电池生产技术领域。本发明包括折弯机构,折弯机构包括机架,机架的内壁并排连接有侧板,两侧板间转动连接有若干组折弯组件;每组折弯组件均包括两对折弯杆和支撑杆,且一折弯杆和一支撑杆成对设置,折弯杆连接有压板;每组折弯组件中的两折弯杆均与驱动机构连接,用于通过折弯杆带动压板对极耳进行折弯,并通过支撑杆对极耳进行支撑;其中一个侧板开设有第一极耳避让槽,另一个侧板开设有与极耳折弯后的形状相适应的第二极耳避让槽。本发明通过折弯组件中的折弯杆转动,利用压板对极耳进行折弯

一种双排式铅酸电池极群自动排列系统.pdf
本发明提供一种双排式铅酸电池极群自动排列系统,旨在解决双排式铅酸电池极群自动排列的技术问题,其通过利用旋转机构对水平输送的极群单元进行二次旋转变向,使极群单元转换为竖直输送且相邻两极群单元成中心对称设置,再配合侧推机构与步进机构实现极群单元双排式的排列输出,并保证输出极群之间留有间歇,以便后续极群转移过程中的抓取,实现了机器换人,解放劳动力,同时提高了工作效率,避免人工排列失误的可能性。
铝壳电池极耳自动焊接机.pdf
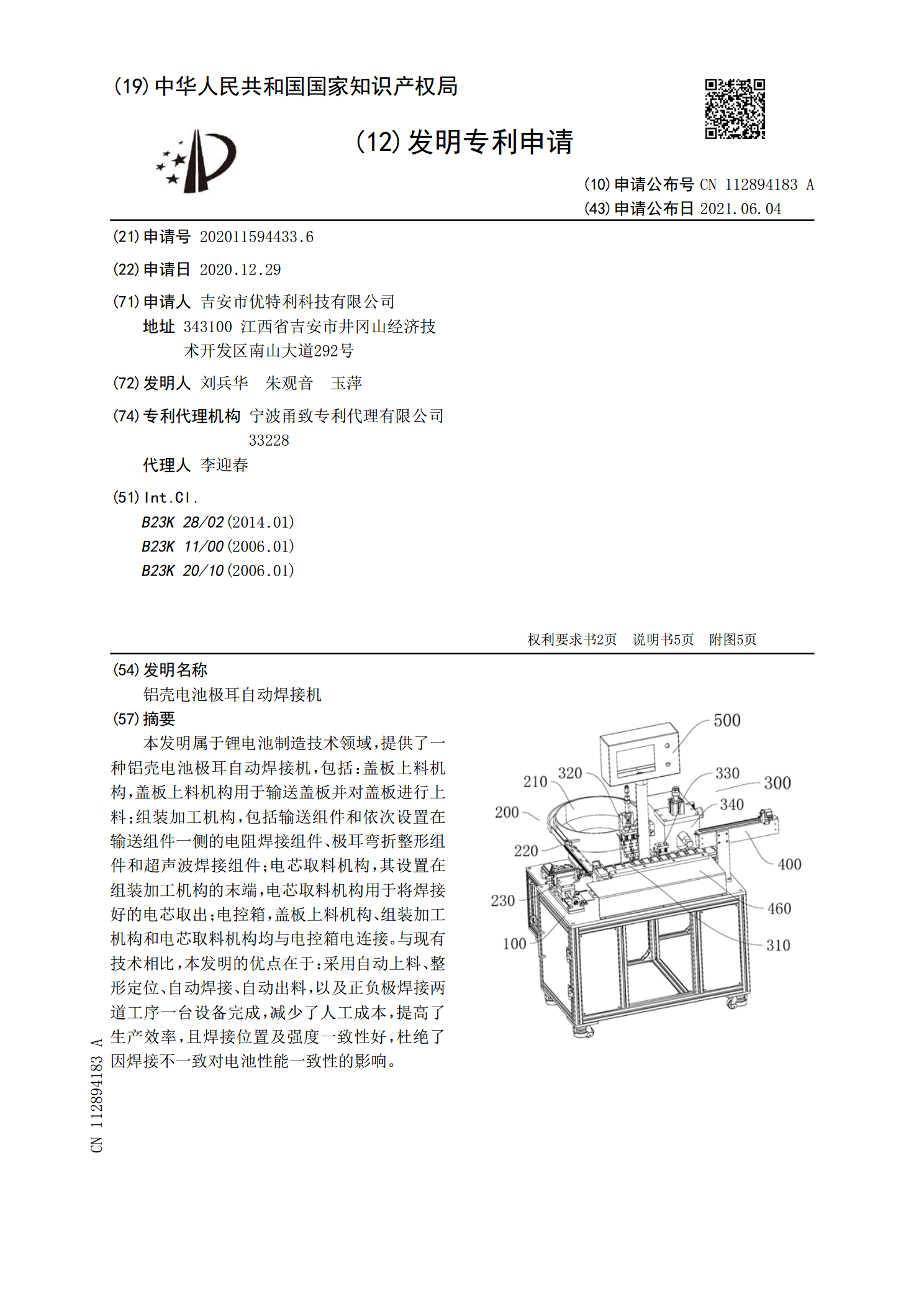
本发明属于锂电池制造技术领域,提供了一种铝壳电池极耳自动焊接机,包括:盖板上料机构,盖板上料机构用于输送盖板并对盖板进行上料;组装加工机构,包括输送组件和依次设置在输送组件一侧的电阻焊接组件、极耳弯折整形组件和超声波焊接组件;电芯取料机构,其设置在组装加工机构的末端,电芯取料机构用于将焊接好的电芯取出;电控箱,盖板上料机构、组装加工机构和电芯取料机构均与电控箱电连接。与现有技术相比,本发明的优点在于:采用自动上料、整形定位、自动焊接、自动出料,以及正负极焊接两道工序一台设备完成,减少了人工成本,提高了生产