
偏心夹紧装置.pdf

Ke****67

1/10
2/10
3/10

4/10

5/10

6/10
7/10

8/10

9/10

10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
偏心夹紧装置.pdf
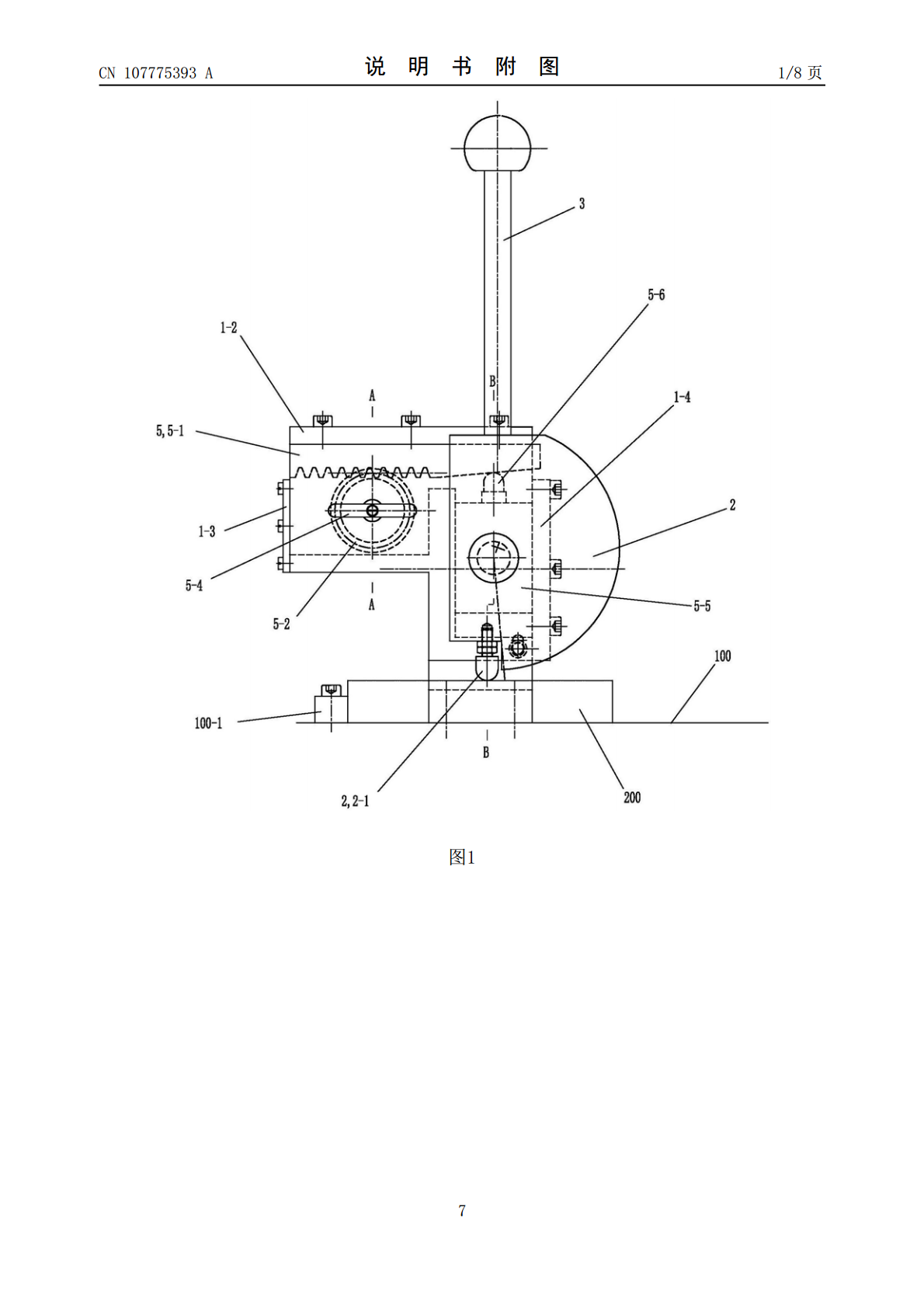
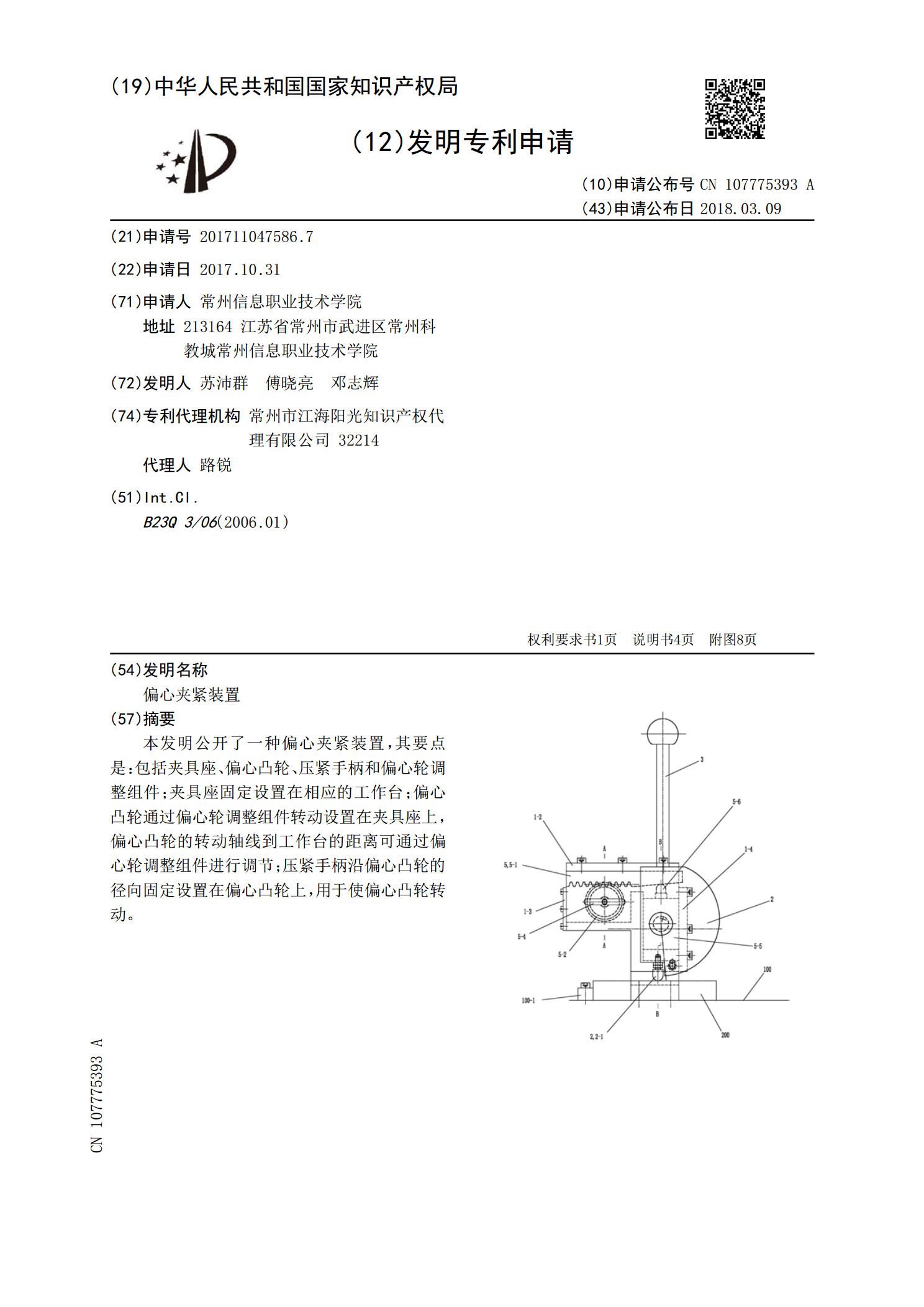
本发明公开了一种偏心夹紧装置,其要点是:包括夹具座、偏心凸轮、压紧手柄和偏心轮调整组件;夹具座固定设置在相应的工作台;偏心凸轮通过偏心轮调整组件转动设置在夹具座上,偏心凸轮的转动轴线到工作台的距离可通过偏心轮调整组件进行调节;压紧手柄沿偏心凸轮的径向固定设置在偏心凸轮上,用于使偏心凸轮转动。

双向偏心夹紧装置.pdf
本发明涉及一种夹紧装置,具体涉及一种双向偏心夹紧装置,包括基座、气缸、具有夹紧头的压板和传动机构,其中,所述压板远夹紧头一端设有中部铰接于基座上的“L”形凸缘,所述“L”形凸缘与基座间设有复位弹簧,所述传动机构包括转臂、双向偏心轮、气缸驱动的连杆和与基座转动连接的转轴,所述转臂的一端和双向偏心轮分别转轴上、下端固定连接,转臂另一端与连杆远气缸一端铰接,双向偏心轮转动时推动“L”形凸缘的底端。该夹紧装置能同时夹持工件的两个部位,所以被夹持工件更稳定。
偏心轮自动定位夹紧装置.pdf
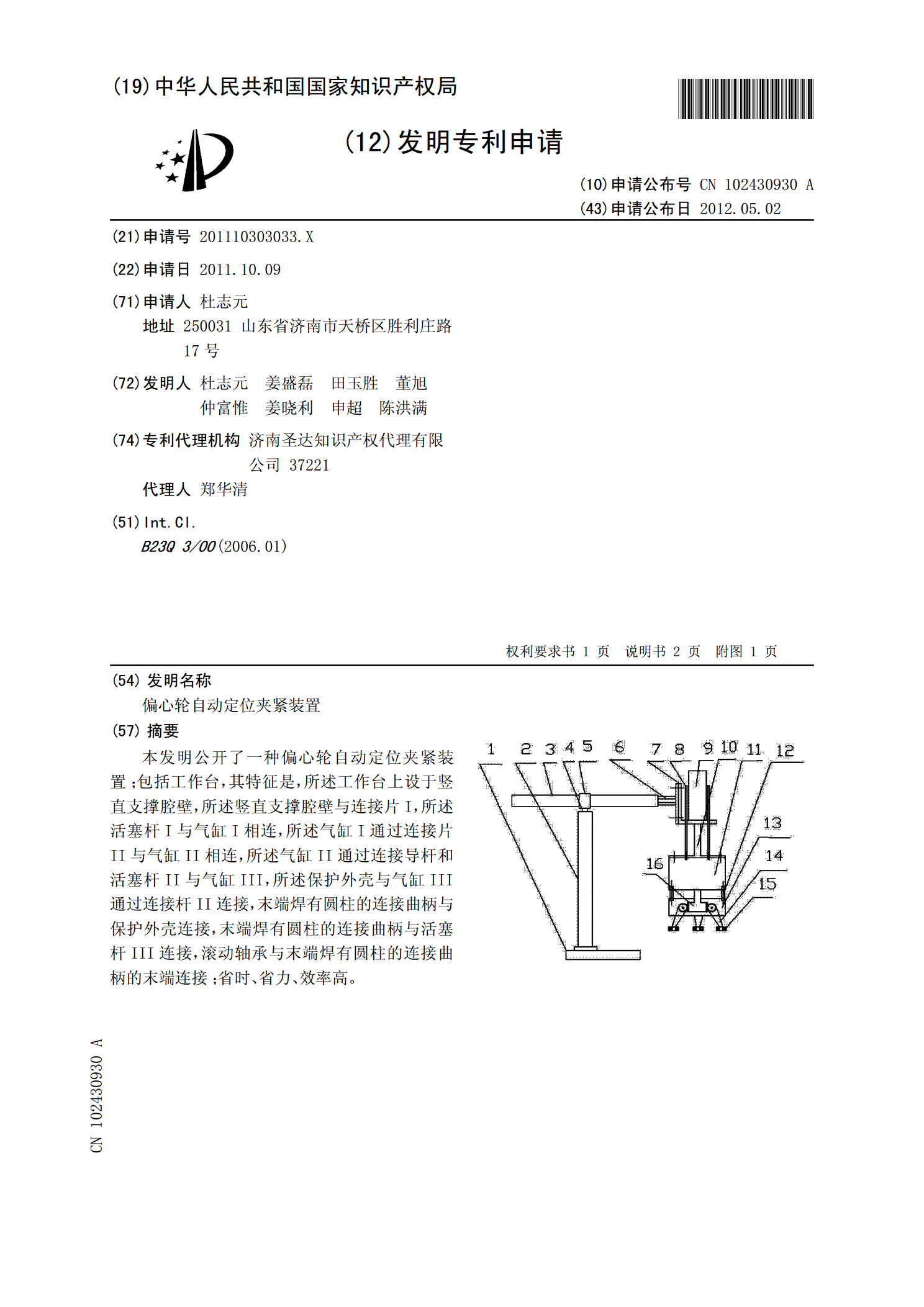
本发明公开了一种偏心轮自动定位夹紧装置;包括工作台,其特征是,所述工作台上设于竖直支撑腔壁,所述竖直支撑腔壁与连接片I,所述活塞杆I与气缸I相连,所述气缸I通过连接片II与气缸II相连,所述气缸II通过连接导杆和活塞杆II与气缸III,所述保护外壳与气缸III通过连接杆II连接,末端焊有圆柱的连接曲柄与保护外壳连接,末端焊有圆柱的连接曲柄与活塞杆III连接,滚动轴承与末端焊有圆柱的连接曲柄的末端连接;省时、省力、效率高。

一种偏心凸轮夹紧装置.pdf
本发明公开了一种夹紧装置,具体涉及一种偏心凸轮夹紧装置,包括基座和偏心凸轮,所述偏心凸轮通过螺钉定位在基座上,偏心凸轮上固设有转动杆,所述偏心凸轮的侧壁上设有环形棱槽;本发明结构简单,克服了表面粗糙的工件在被定位时,而给夹具带来的长期磨损,本发明采用环形棱槽设计,可以大大的减缓被定位工件给夹具带来的磨损,从而延长了夹具的使用寿命。

一种偏心车削夹紧装置.pdf
本发明涉及一种偏心车削夹紧装置,属机械偏心轴类零件加工工具设计技术领域,包括主轴(1)、锥度芯轴(2)、本体(3)、旋转轴(4)、螺杆(5)、螺母座(6)、夹具体(7)、齿轮盘(8)、齿轮(9)、卡爪(10);与现有的技术相比,先将偏心工件装在夹具体(7)上,通过齿轮带动齿轮盘(8)旋转,使得卡爪(10)夹紧工件,启动机床,完成不偏心的外圆加工;待加工完成后,通过调节旋转轴(4),螺杆(5)旋转,使得螺母座(6)和夹具体(7)往圆心外滑动,当达到偏心值时,锁紧夹具体(7),完成偏心圆加工,从而节省装夹的时