
无轴向进给齿轮珩磨机床和磨齿方法.pdf

猫巷****提格

1/10
2/10
3/10
4/10
5/10
6/10

7/10
8/10
9/10
10/10
亲,该文档总共18页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
无轴向进给齿轮珩磨机床和磨齿方法.pdf
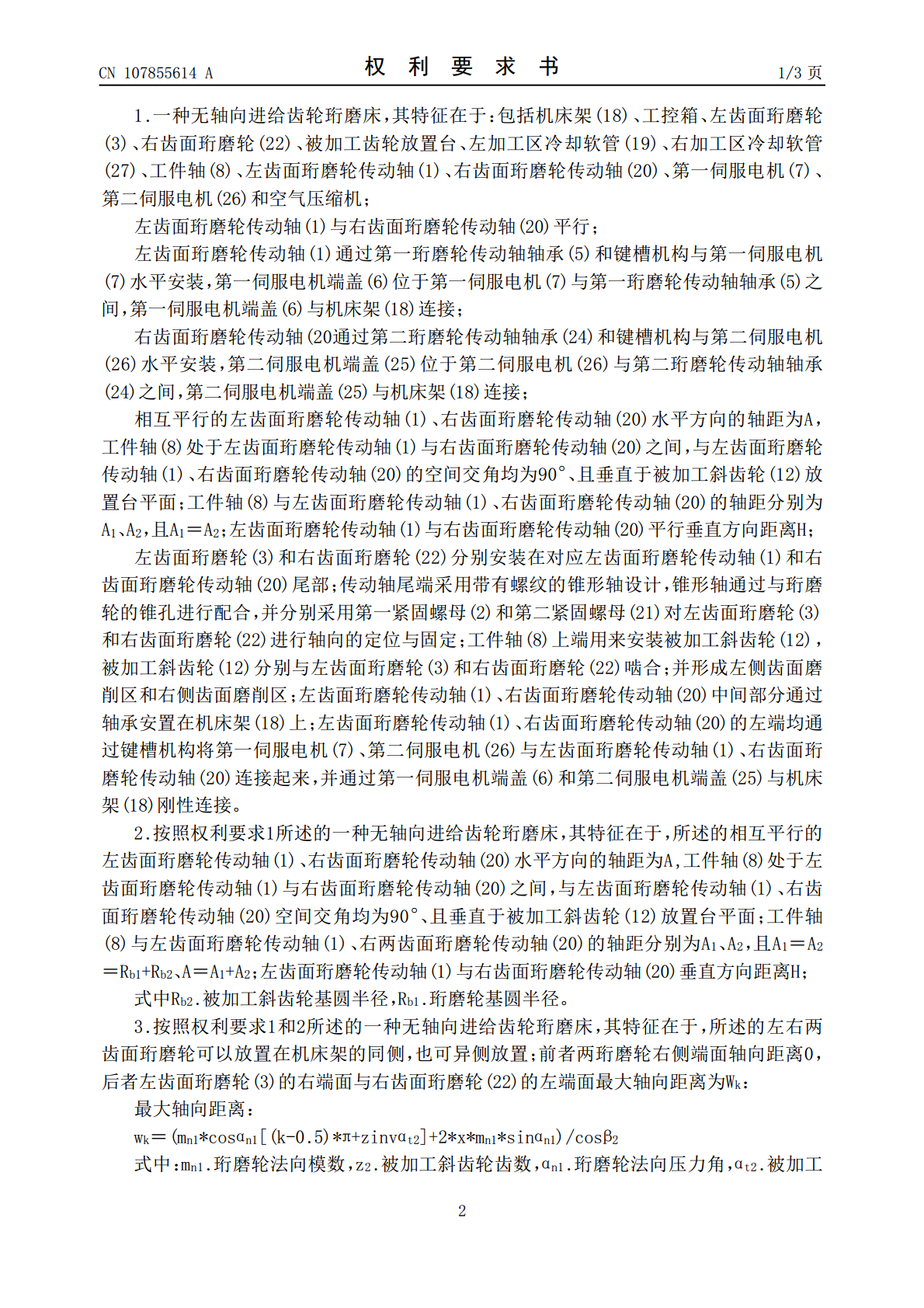
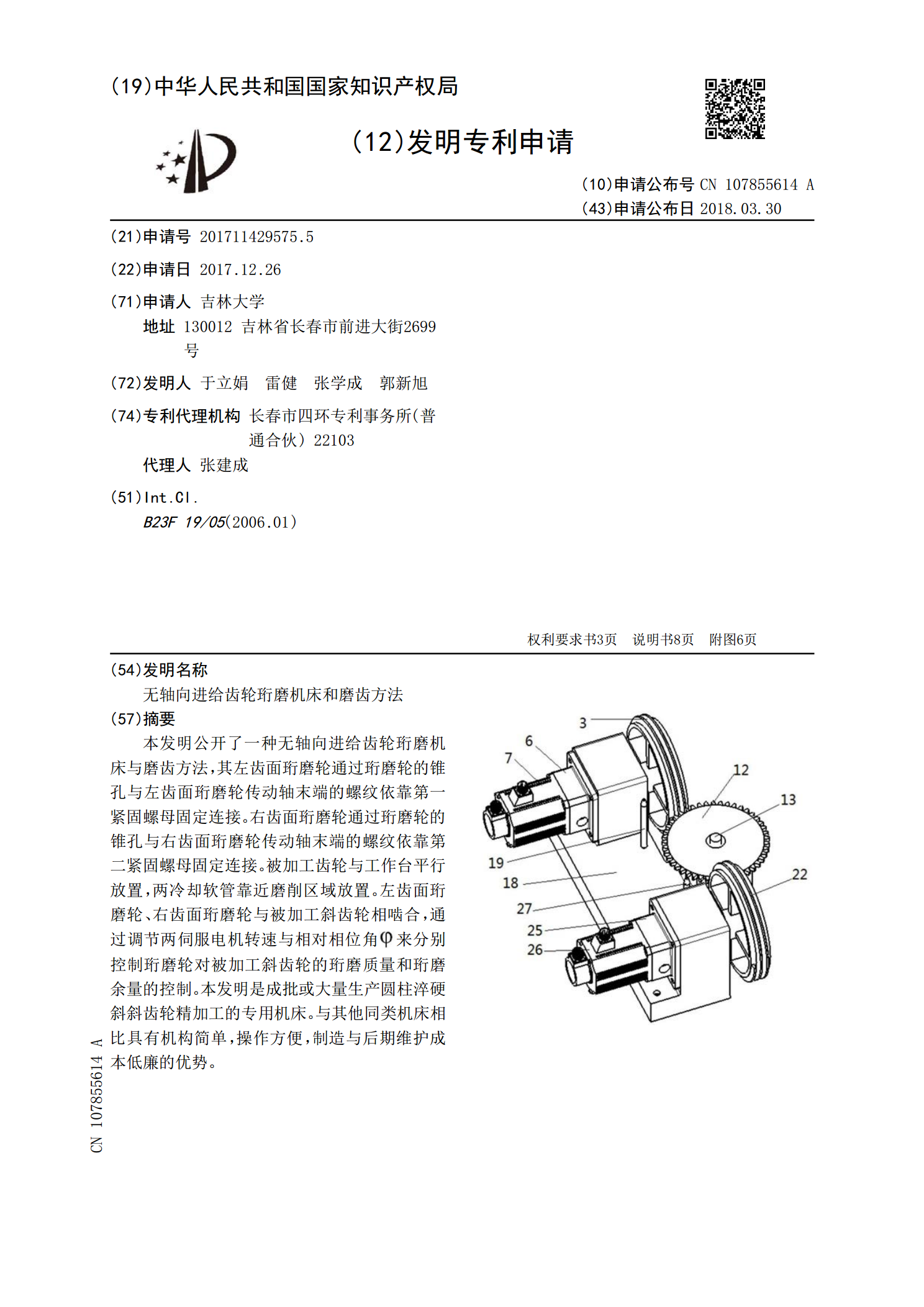
本发明公开了一种无轴向进给齿轮珩磨机床与磨齿方法,其左齿面珩磨轮通过珩磨轮的锥孔与左齿面珩磨轮传动轴末端的螺纹依靠第一紧固螺母固定连接。右齿面珩磨轮通过珩磨轮的锥孔与右齿面珩磨轮传动轴末端的螺纹依靠第二紧固螺母固定连接。被加工齿轮与工作台平行放置,两冷却软管靠近磨削区域放置。左齿面珩磨轮、右齿面珩磨轮与被加工斜齿轮相啮合,通过调节两伺服电机转速与相对相位角
基于圆柱齿轮蜗杆磨齿机床的面齿轮磨齿加工方法.pdf
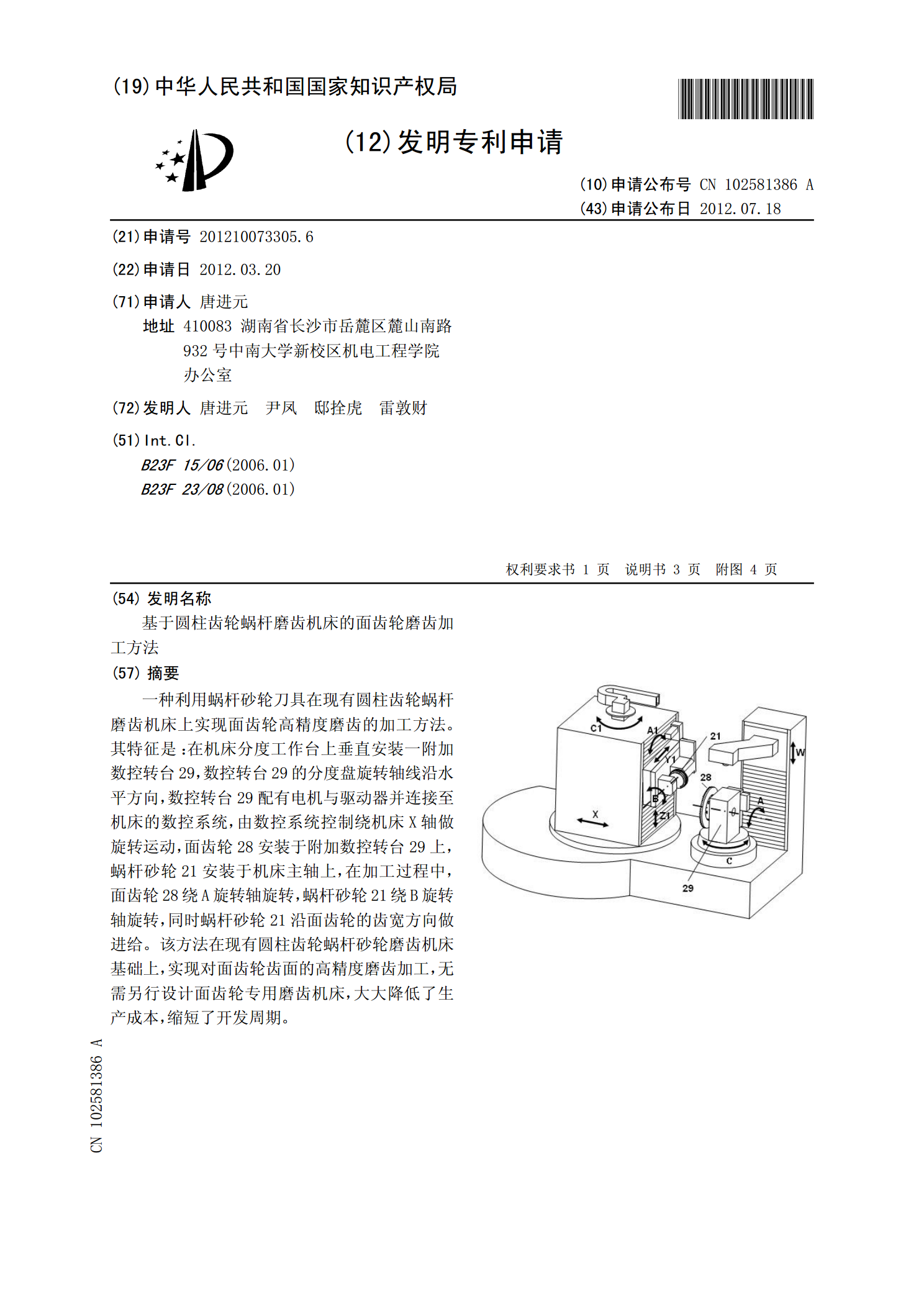
一种利用蜗杆砂轮刀具在现有圆柱齿轮蜗杆磨齿机床上实现面齿轮高精度磨齿的加工方法。其特征是:在机床分度工作台上垂直安装一附加数控转台29,数控转台29的分度盘旋转轴线沿水平方向,数控转台29配有电机与驱动器并连接至机床的数控系统,由数控系统控制绕机床X轴做旋转运动,面齿轮28安装于附加数控转台29上,蜗杆砂轮21安装于机床主轴上,在加工过程中,面齿轮28绕A旋转轴旋转,蜗杆砂轮21绕B旋转轴旋转,同时蜗杆砂轮21沿面齿轮的齿宽方向做进给。该方法在现有圆柱齿轮蜗杆砂轮磨齿机床基础上,实现对面齿轮齿面的高精度磨

校准珩磨工具的方法和珩磨齿轮的方法.pdf
本发明涉及一种借助校准工具(21、21’)校准珩磨工具(20)的方法,在校准过程中校准工具与珩磨工具(20)成一定轴夹角(∑)地滚轧。与校准工具(21’)的齿(23、Z1、Z2、Z3、Z4)嵌接的齿(22)分别包含一个要校准的齿顶面(24)及同样要校准的齿侧面(25、26)。为了能够对要精加工的齿轮的齿根区域也进行不会负面影响每个齿轮的几何形状和承重能力的珩磨处理,根据本发明在校准过程中珩磨工具(20)的齿顶面(24)和齿侧面(25、26)都在校准工具的至少一次进给中加工。同时借助在校准工具(21、21’

用于珩磨齿轮的方法.pdf
本发明涉及一种用于珩磨加工齿轮(R)的方法,其中,齿轮(R)和珩磨工具(O)彼此啮合,并且齿轮(R)的和珩磨工具(O)的转动轴线(B,C)彼此相交形成轴线夹角(∑)。齿轮(R)和珩磨工具(O)进行沿着齿轮(R)的转动轴线(C)的轴线方向(Z)往复地相对运动,并且同时,沿着相对于齿轮(R)的转动轴线(C)径向的方向(X)从终点位置开始彼此贴靠进给,从而引起齿轮(R)上的材料脱落。为了通过此种方法加工齿轮,使得进一步优化其表面特性,本发明提出,在沿着齿轮(R)的转动轴线(C)的轴线方向(Z)进行的往复相对运动

内齿轮的珩磨方法.docx
内齿轮的珩磨方法标题:内齿轮的珩磨方法摘要:内齿轮是一种常见的机械传动元件,具有重要的应用价值。然而,由于内齿轮的特殊结构,其加工和珩磨难度较大。本文深入探讨了内齿轮的珩磨方法,包括珩磨工艺、机制、工具选择和优化策略等方面的内容。通过系统梳理与总结,旨在为内齿轮珩磨提供一些有益的指导和参考。关键词:内齿轮,珩磨,工艺,机制,工具选择,优化策略一、引言内齿轮作为一种重要的传动元件,在机械工程领域广泛应用。其结构较为特殊,内部齿槽切削难度大,因此内齿轮的珩磨工艺和方法尤为重要。本文将从珩磨工艺、机制、工具选择