
一种曲轴连杆颈角度测量误差补偿方法.pdf

mm****酱吖


1/6
2/6

3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种曲轴连杆颈角度测量误差补偿方法.pdf
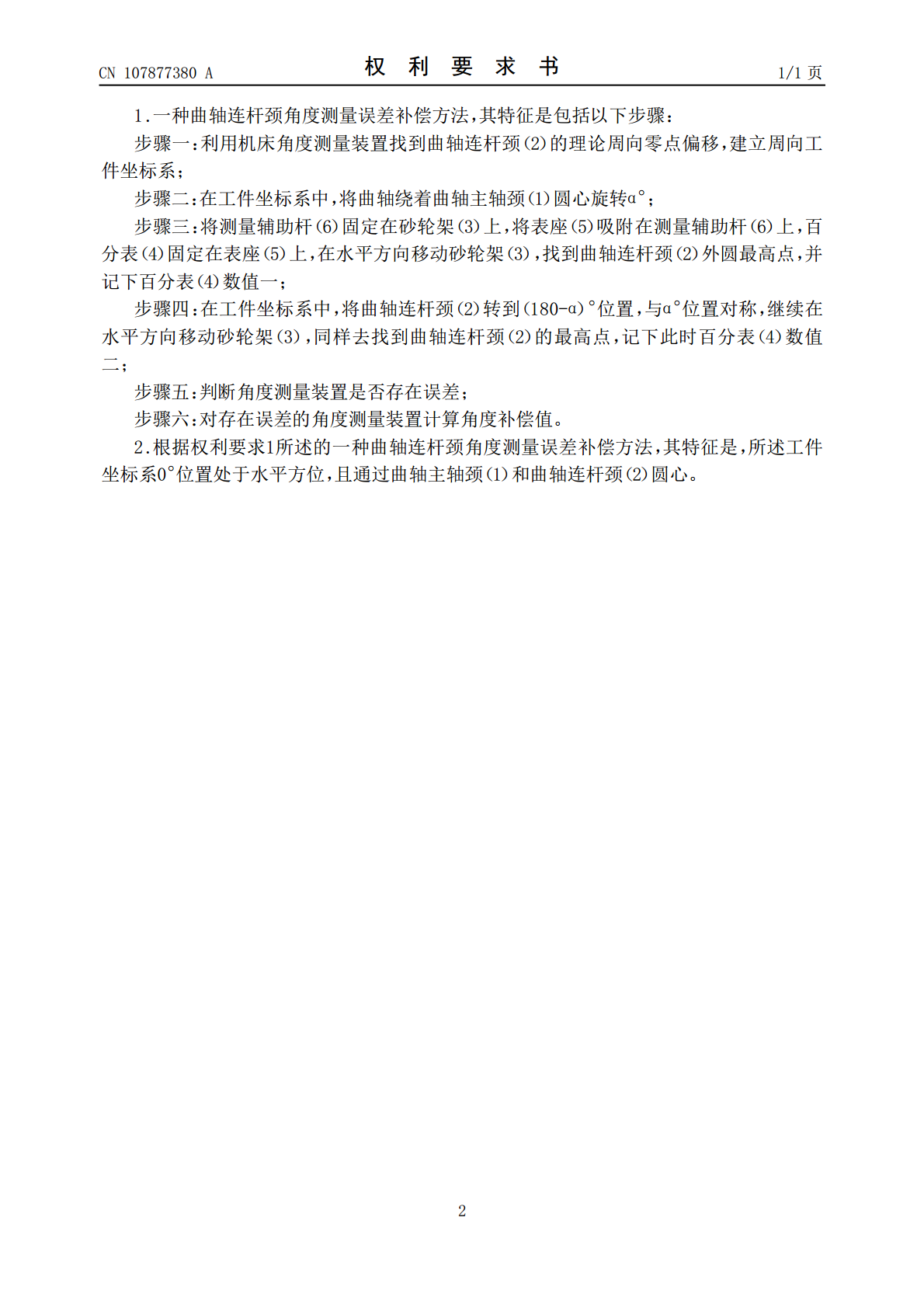
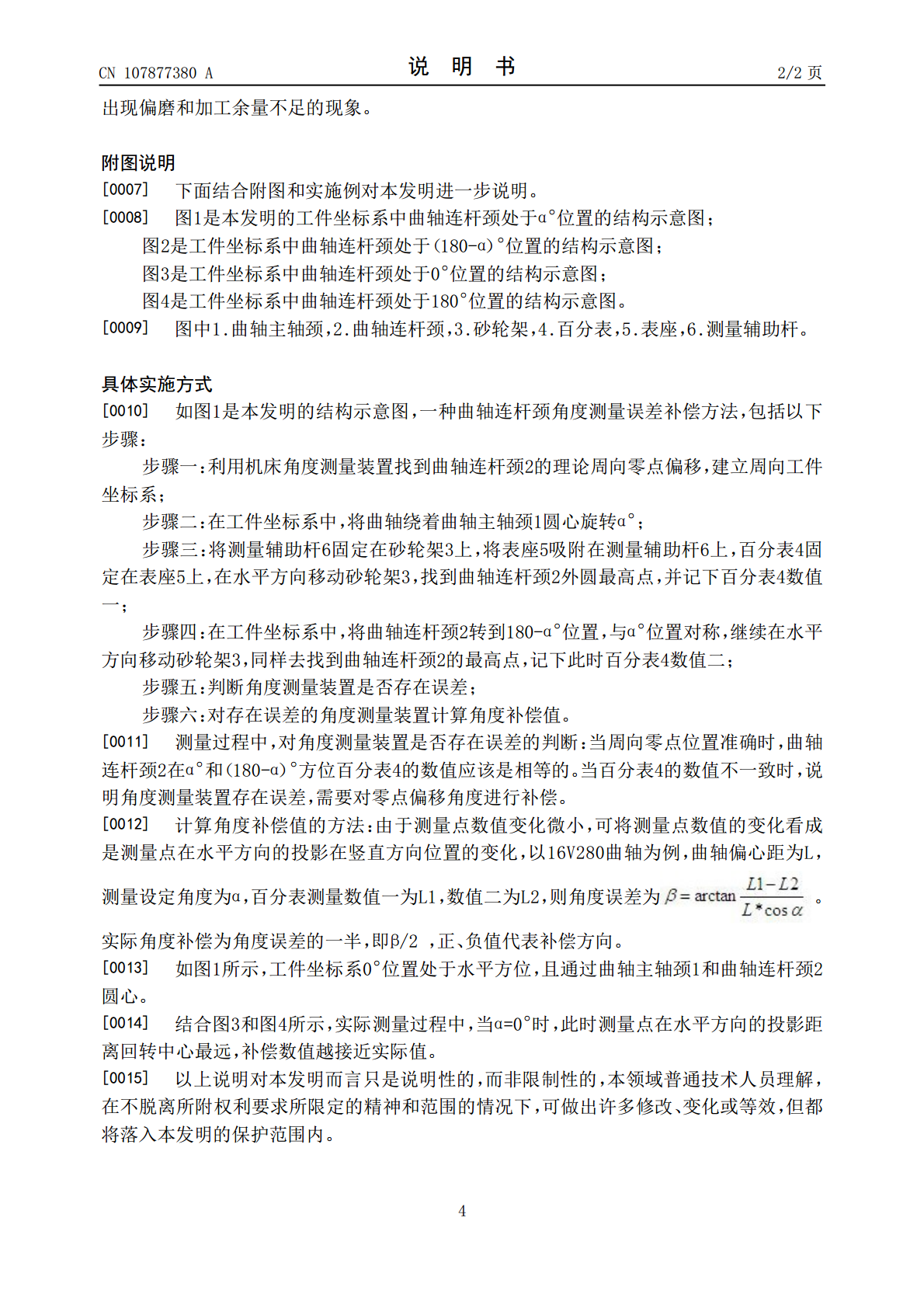
本发明涉及磨床设备技术领域,尤其是一种曲轴连杆颈角度测量误差补偿方法,在工件坐标系中,将曲轴绕着主轴颈圆心旋转α°,将测量辅助杆固定在砂轮架上,将表座吸附在测量辅助杆上,百分表固定在表座上,在水平方向移动砂轮架,找到连杆颈外圆最高点,并记下此时百分表数值一;在工件坐标系中,将曲轴转到(180‑α)°位置,与α°位置对称,继续在水平方向移动砂轮架,同样去找到连杆颈的最高点,记下此时百分表数值二;如果周向零点位置准确,曲轴连杆颈在α°和(180‑α)°方位百分表的数值应该是相等的。如果不一致,则说明角度测量装

一种曲轴连杆颈滚压方法与使用该方法加工的曲轴连杆颈.pdf
为了解决现有技术中的问题,本发明提供了一种曲轴连杆颈滚压方法,所述的方法包括如下步骤:对连杆颈毛坯进行粗加工,控制毛坯尺寸略大于实际工件尺寸要求;定义连杆颈的主要受力θ角度部位,并作好标记,该θ角度大小为10度至350度;在θ角度范围内采用大小为5000牛顿至8000牛顿的滚压力F1进行滚压;在θ角度范围外采用滚压力F1大小的50%至80%的滚压力F2进行滚压。本发明的有益效果是:在工件滚压处,形成一种残余压应力,该残余应力与工件在运转过程中形成的拉应力相抵消,整体上内应力达到平衡,采用可变滚压力的滚压工

一种曲轴连杆颈的随动磨削方法.pdf
本发明属于机械加工方法类,具体是一种曲轴连杆颈的随动磨削方法,其特征在于:将一曲轴用两顶尖顶在支架上,由数控系统控制旋转,与曲轴中心线垂直方向上设置一纵向导轨,纵向导轨上装有两组径向导轨,两组径向导轨的运动方向与纵向导轨、曲轴中心线垂直,两组径向导轨上分别装有砂轮,两砂轮对置,中间隔着连杆颈,两砂轮中心与连杆颈中心始终在一条直线上,纵向导轨与两组径向导轨分别由数控系统控制运动,当曲轴偏心量为R时,两组径向导轨均与纵向导轨作插补运动,带动两砂轮与连杆颈中心作同步圆周运动,圆半径为曲轴偏心量R;同时两组径向导

曲轴连杆颈圆度的在线测量方法.docx
曲轴连杆颈圆度的在线测量方法论文题目:曲轴连杆颈圆度的在线测量方法摘要:随着工业的发展,曲轴在发动机、柴油机等领域的应用越来越广泛。而曲轴的质量直接关系到发动机的性能和寿命。其中,曲轴连杆颈圆度是关键参数之一。本论文根据曲轴连杆颈圆度在线测量的需求,分析了现有的测量方法的优缺点,并提出了一种新的在线测量方法。该方法基于传感器和图像处理技术,能够实时、准确地测量曲轴连杆颈圆度,为曲轴的质量控制提供了重要的技术支持。关键词:曲轴;连杆颈圆度;在线测量;传感器;图像处理1.引言曲轴是转动工作机构的重要组成部分,
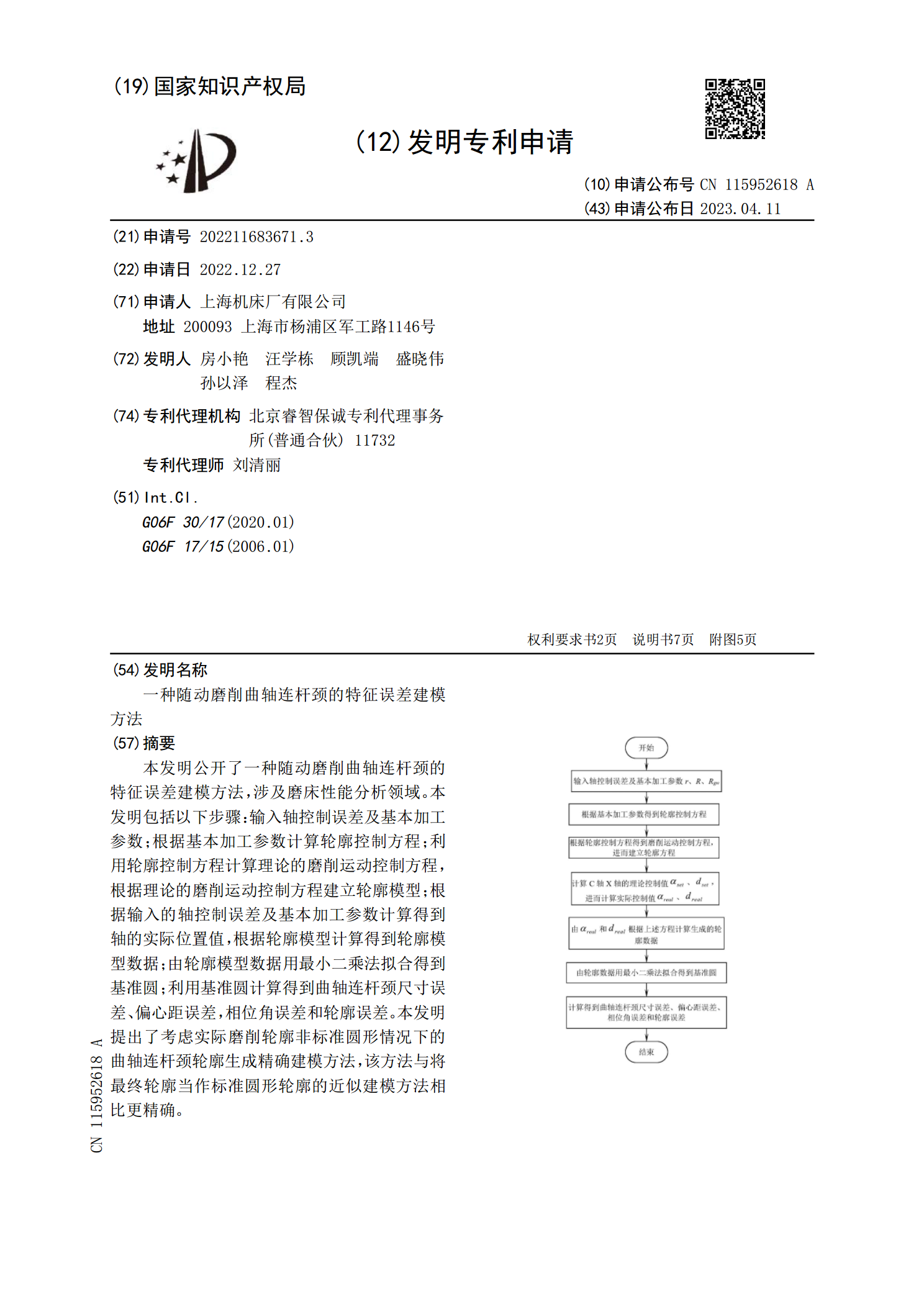
一种随动磨削曲轴连杆颈的特征误差建模方法.pdf
本发明公开了一种随动磨削曲轴连杆颈的特征误差建模方法,涉及磨床性能分析领域。本发明包括以下步骤:输入轴控制误差及基本加工参数;根据基本加工参数计算轮廓控制方程;利用轮廓控制方程计算理论的磨削运动控制方程,根据理论的磨削运动控制方程建立轮廓模型;根据输入的轴控制误差及基本加工参数计算得到轴的实际位置值,根据轮廓模型计算得到轮廓模型数据;由轮廓模型数据用最小二乘法拟合得到基准圆;利用基准圆计算得到曲轴连杆颈尺寸误差、偏心距误差,相位角误差和轮廓误差。本发明提出了考虑实际磨削轮廓非标准圆形情况下的曲轴连杆颈轮廓