
一种钛合金齿轮及其制备方法.pdf

森林****io


1/8

2/8

3/8

4/8
5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种钛合金齿轮及其制备方法.pdf
本发明公开了一种钛合金齿轮,包括:钛合金齿轮基体;附着在所述钛合金齿轮基体表面的硬化层。在本发明中,所述钛合金齿轮基体的成分优选为α+β相钛合金,在本发明中,所述钛合金齿轮基体的成分优选为:5.2~6.8wt%的Al;1.6~2.5wt%的Sn;1.6~2.5wt%的Zr;2.0~3.3wt%的Mo;0.9~2.0wt%的Cr;1.0~2.0wt%的Nb;0.05~0.15wt%的Si;余量为Ti。
一种钛合金齿轮及其制备方法.pdf
本发明提供了一种钛合金齿轮的制备方法,包括:采用3D打印的方法制备得到钛合金齿轮基体;将所述钛合金齿轮基体进行热等静压处理,得到钛合金齿轮坯体;采用熔覆的方法在所述钛合金齿轮坯体表面形成硬化层,得到钛合金齿轮,所述硬化层的厚度为1~2mm。本发明提供的钛合金齿轮的制备方法通过进行热等静压处理能够改善齿轮基体的力学性能,同时通过采用熔覆的方法能够在齿轮基体表面形成厚度较大的硬化层,本发明通过上述工艺制备得到的钛合金齿轮表面硬度高、摩擦系数低,耐磨损,抗冲击同时疲劳性能强,适用于航空航天、汽车工业等行业的齿轮
一种齿轮及其制备方法.pdf
本发明公开了一种齿轮及其制备方法,所述齿轮按质量百分比计包括以下组分:C:0.05‑0.06%,Mn:0.5‑1%,Ni:1.2‑2.2%,Cr:2.40‑2.6.%,Nb:0.4‑0.6%,Si:0.1‑0.2%,N:0.1‑0.12%,Cu≤0.2%,s≤0.015%,p≤0.025%,Mo:0.3‑0.5%,Al:2‑4%,Ti:0.3‑0.5%,B:0.02‑0.03%,Al:0.05‑0.06%,v:0.0018‑0.0022%,复合稀土A:0.1‑0.3%,余量为Fe。
一种齿轮及其制备方法.pdf
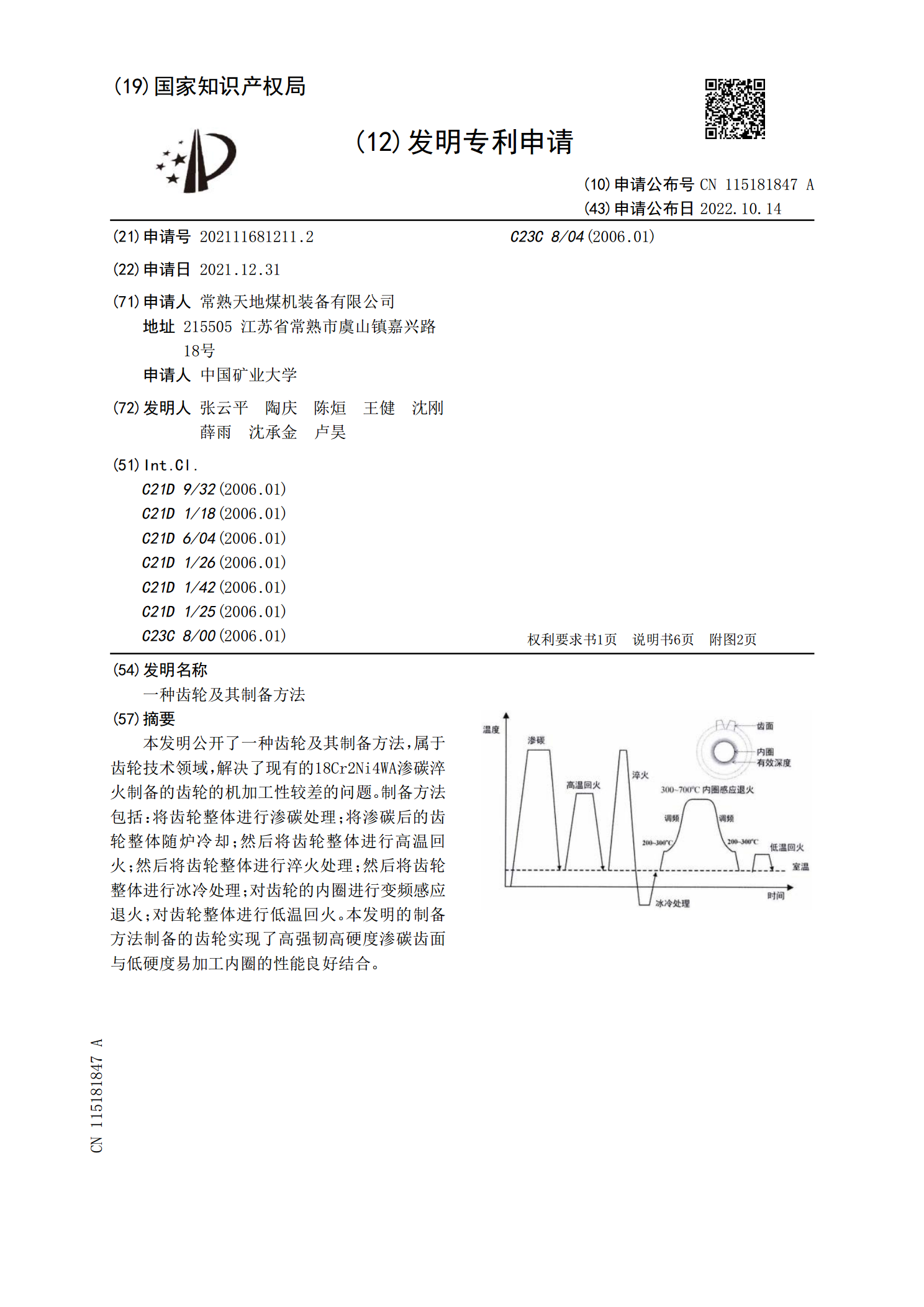
本发明公开了一种齿轮及其制备方法,属于齿轮技术领域,解决了现有的18Cr2Ni4WA渗碳淬火制备的齿轮的机加工性较差的问题。制备方法包括:将齿轮整体进行渗碳处理;将渗碳后的齿轮整体随炉冷却;然后将齿轮整体进行高温回火;然后将齿轮整体进行淬火处理;然后将齿轮整体进行冰冷处理;对齿轮的内圈进行变频感应退火;对齿轮整体进行低温回火。本发明的制备方法制备的齿轮实现了高强韧高硬度渗碳齿面与低硬度易加工内圈的性能良好结合。
一种钛合金及其制备方法.pdf
本发明公开了一种钛合金,按照合金元素组分质量百分比由以下组分组成:8.0~9.0wt%的铝、1.0~2.0wt%的铌、1.6~2.1wt%的钽、3~5wt%的锰、余量为钛,以上组分质量百分比之和为100%。其制备方法为充分混料后,将物料在真空自耗电弧炉中进行熔炼;完成熔炼后,钛合金熔体经凝固制成钛合金铸锭,对钛合金铸锭进行压力加工成型,制成钛合金坯材,然后再制成钛合金棒材;对钛合金棒材进行β相区固溶、两相区时效热处理;针对钛合金棒材,采用高频脉冲离子弧技术,在钛合金棒材表面制备强化层。该方法工艺简单易行,