
用于生产万向节外部件的方法、万向节外部件和工具.pdf

Ja****23

1/10
2/10
3/10

4/10

5/10

6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
用于生产万向节外部件的方法、万向节外部件和工具.pdf
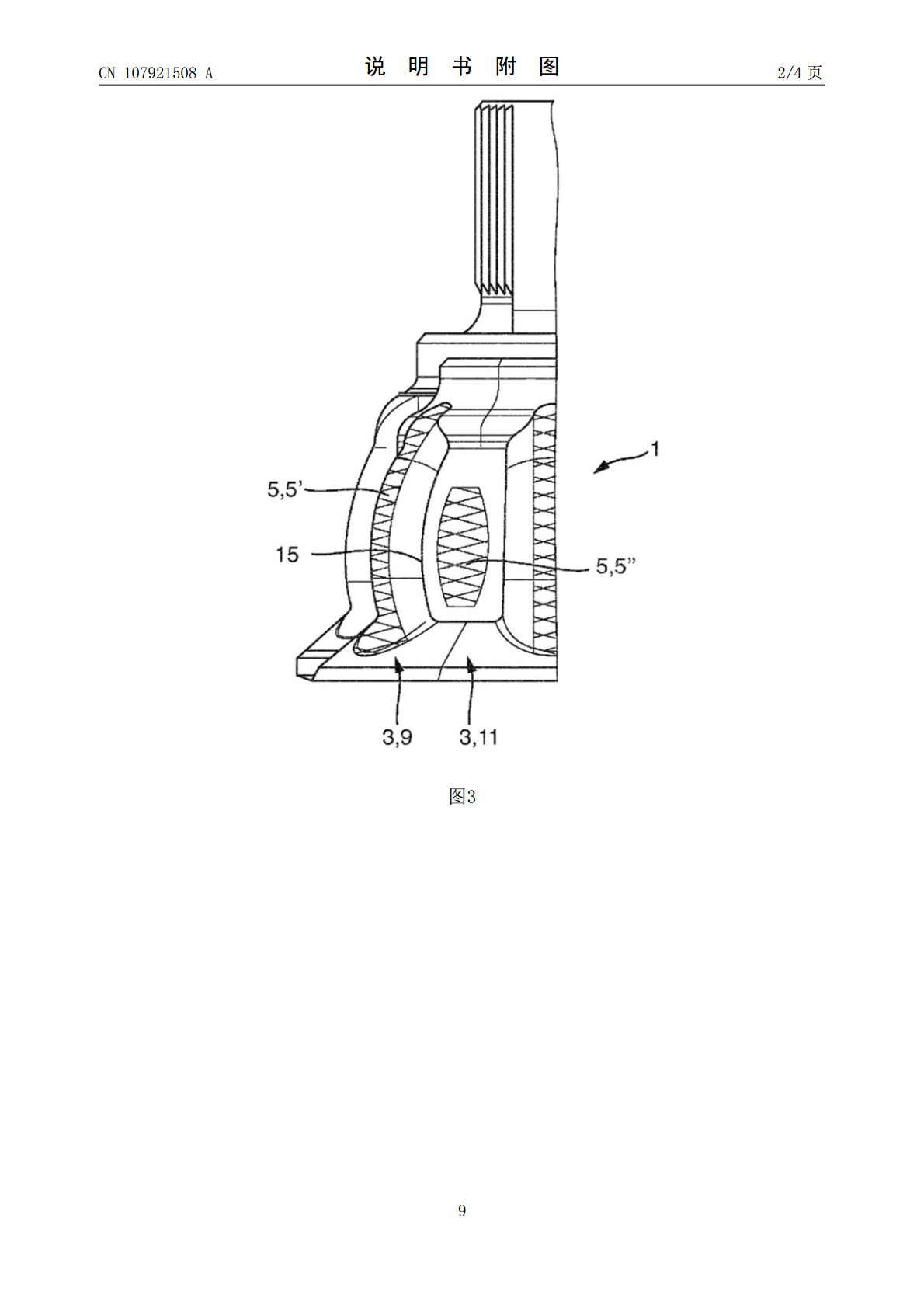
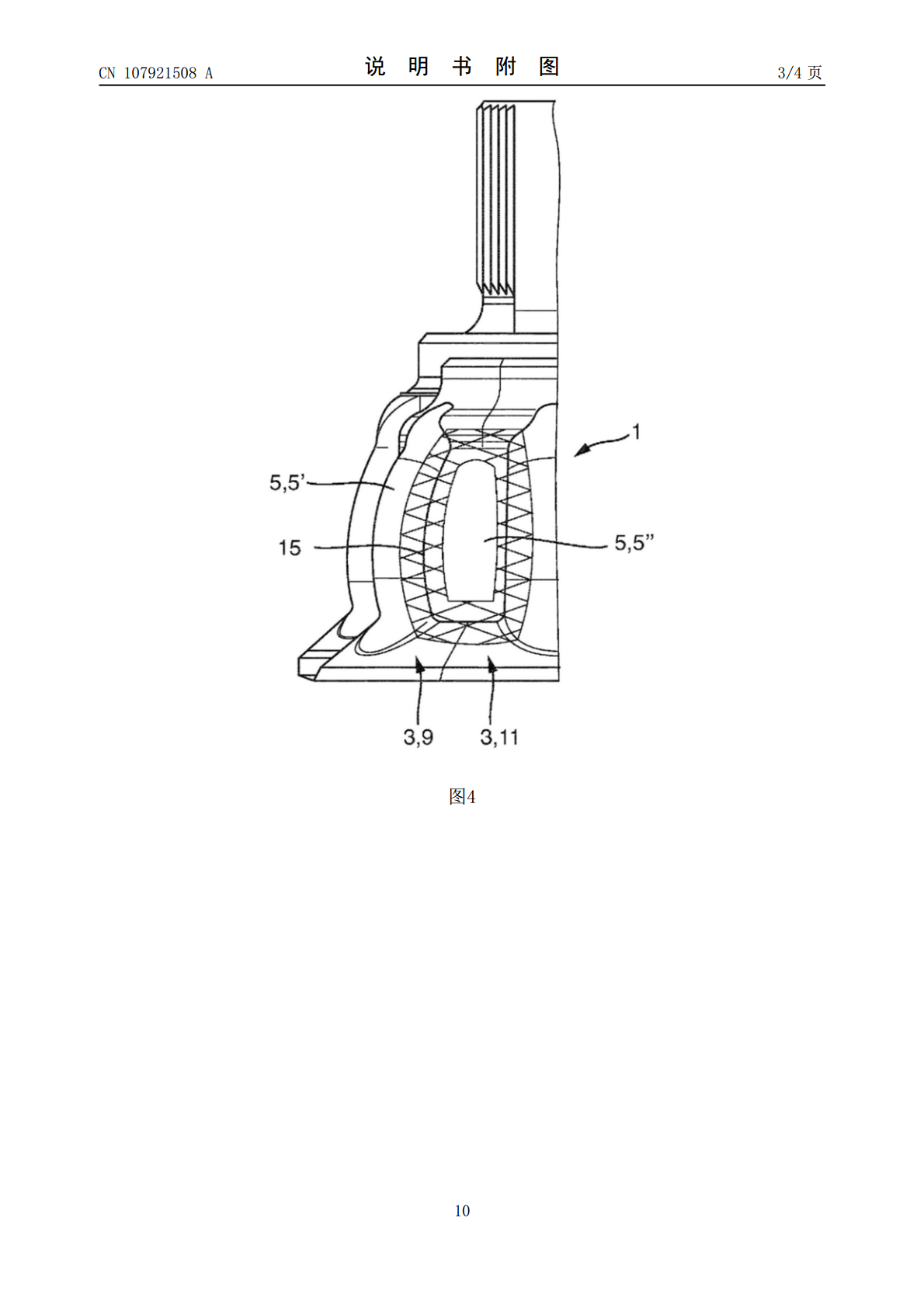
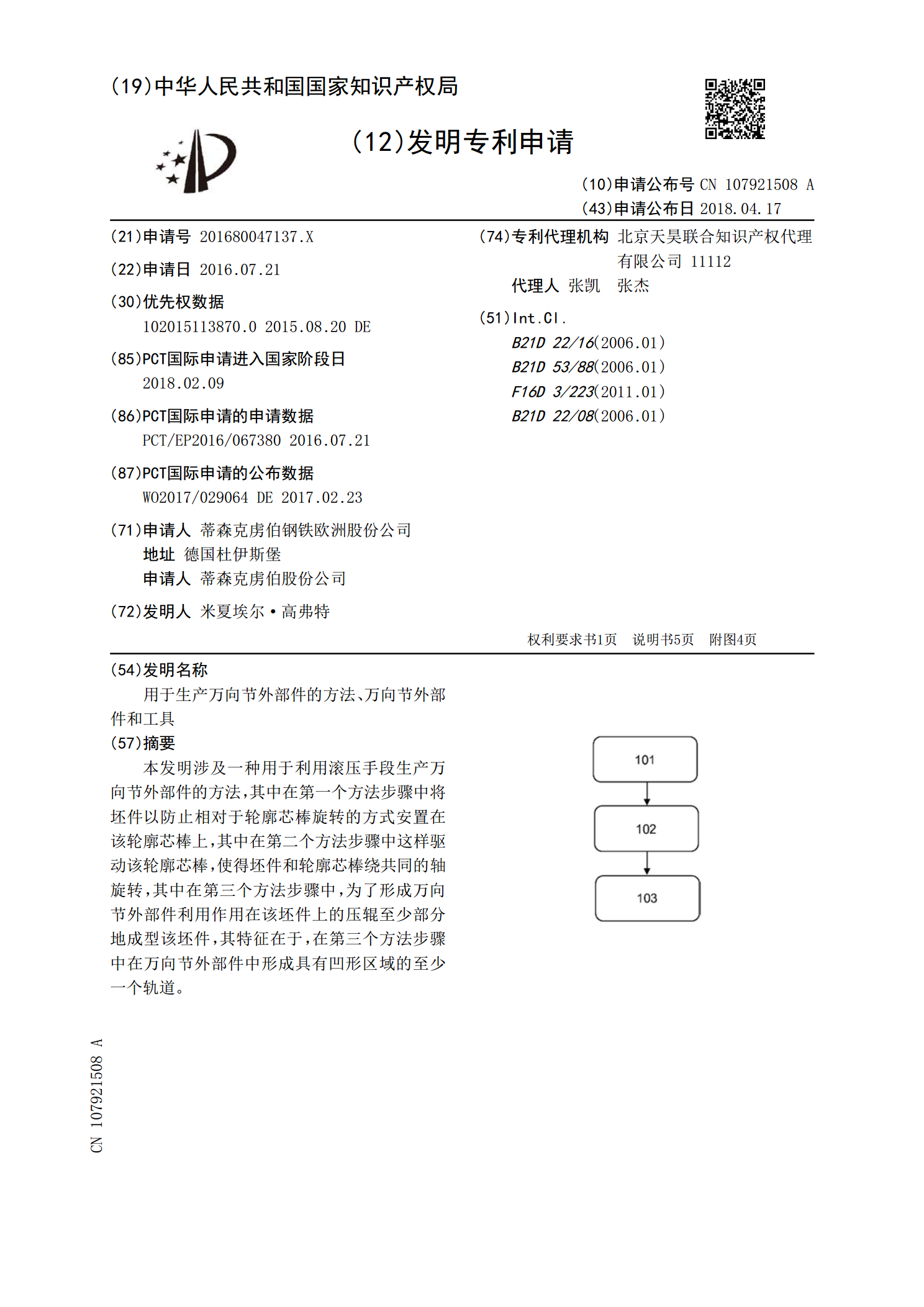
本发明涉及一种用于利用滚压手段生产万向节外部件的方法,其中在第一个方法步骤中将坯件以防止相对于轮廓芯棒旋转的方式安置在该轮廓芯棒上,其中在第二个方法步骤中这样驱动该轮廓芯棒,使得坯件和轮廓芯棒绕共同的轴旋转,其中在第三个方法步骤中,为了形成万向节外部件利用作用在该坯件上的压辊至少部分地成型该坯件,其特征在于,在第三个方法步骤中在万向节外部件中形成具有凹形区域的至少一个轨道。

磁头万向节组件的制造方法和用于连接磁头万向节组件的连接部件的装置.pdf
磁头万向节组件的制造方法和用于连接磁头万向节组件的连接部件的装置。为了提高磁头万向节组件的生产率,在本发明的实施例中,喷嘴(21)将焊球(32)保持在该喷嘴的喷射出口附近。除用于焊球的喷射出口之外,喷嘴(21)在焊球保持单元附近设置有孔隙。在焊球(32)保持在喷嘴(21)中的情况下,在供应至喷嘴(21)的惰性气体从喷嘴(21)的孔隙流出情况下将激光束照射在保持的焊球(32)上。焊球(32)熔化,并且借助于惰性气体从喷嘴喷射出口朝连接部件(121、144)喷射熔化的焊料。由于在焊料的熔化与喷射之间不存在时间
用于生产钢部件的方法和钢部件.pdf
用于生产钢部件的方法包括:?提供由钢制成的半成品,所述钢按重量计包含:0.35%≤C≤0.60%0.15%≤Si≤0.5%0.8%≤Mn≤2.0%0.0003%≤B≤0.01%0.003%≤Mo≤1.0%1.0%≤Cr≤2.0%0.01%≤Ti≤0.04%0.003%≤N≤0.01%S≤0.015%P≤0.015%0.01%≤Ni≤1.0%0.01%≤Nb≤0.1%任选地0≤Al≤0.1%0≤V≤0.5%由铁和不可避免的杂质组成的剩余部分,?在严格低于钢的Ac1温度的温度下对该半成品进行退火;?将半成品冷

用于生产部件的方法和用于由多个部件组装产品的方法.pdf
本发明提出了一种用于生产部件的方法,其中,所述部件用于组装形成产品,所述方法包括模拟步骤,在所述模拟步骤中,基于输入的生产参数,借助模拟模型来模拟生产所述部件,并基于模拟生产的部件模拟组装所述产品,其中,用于生产部件的生产参数的确定除了模拟生产的结果之外还要考虑模拟组装的结果。本发明还提出一种用于由多个部件组装产品的方法,其中,所述方法包括排查步骤,所述排查步骤在由所述多个部件基于初始设定的组装参数初始组装的产品不合格的情况下执行,以排查所述多个部件本身的生产是否合格。本发明的优点在于将对部件生产的优化和

用于生产钢部件的方法和相应的钢部件.pdf
方法包括铸造具有包含以下的组成的钢以获得半成品:0.10%≤C≤0.35%、0.8%≤Si≤2.0%、1.8%≤Mn≤2.5%、P≤0.1%、0%≤S≤0.4%、0%≤Al≤1.0%、N≤0.015%、0%≤Mo≤0.4%、0.02%≤Nb≤0.08%、0.02%≤Ti≤0.05%、0.001%≤B≤0.005%、0.5%≤Cr≤1.8%、0%≤V≤0.5%、0%≤Ni≤0.5%,在高于1000℃的热轧起始温度下对所述半成品进行热轧,并通过空气将产品冷却至室温以获得具有由以下组成的显微组织的热轧钢部件:7