
一种具有无级变速功能的研磨抛光加工方法.pdf

佳晨****ng

1/10
2/10
3/10

4/10
5/10
6/10

7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种具有无级变速功能的研磨抛光加工方法.pdf
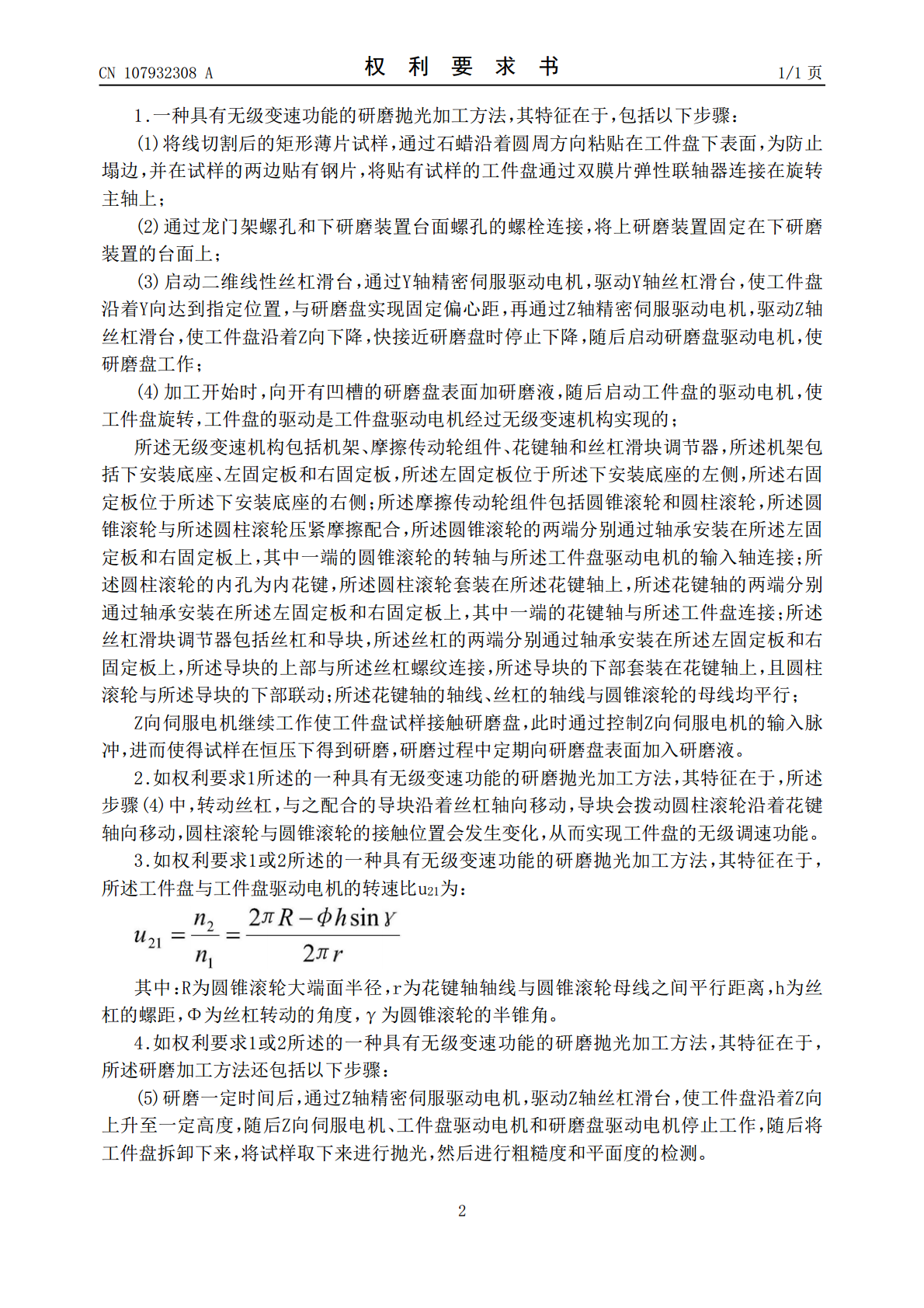
一种具有无级变速功能的研磨抛光加工方法,包括以下步骤:(1)将线切割后的矩形薄片试样,沿着圆周方向粘贴在工件盘下表面;(2)将上研磨装置固定在下研磨装置的台面上;(3)使工件盘沿着Y向达到指定位置,与研磨盘实现固定偏心距,启动研磨盘驱动电机,使研磨盘工作;(4)加工开始时,向开有凹槽的研磨盘表面加研磨液,随后启动工件盘的驱动电机,使工件盘旋转,工件盘的驱动是工件盘驱动电机经过无级变速机构实现的,工件盘驱动电机通过联轴器带连接无级变速机构的圆锥滚轮大端轴径,并驱动圆锥滚轮旋转;研磨过程中定期向研磨盘表面加入

一种具有无级变速功能的研磨抛光装置.pdf
一种具有无级变速功能的研磨抛光装置,包括上研磨装置和下研磨装置,所述上研磨装置由龙门架、二维线性丝杠滑台和无级变速装置,所述下研磨装置包括安装座和研磨盘,所述无级变速装置包括输入电机、无级变速机构和工件盘,所述上研磨装置通过龙门架安装在下研磨装置上,所述工件盘位于研磨盘的上方且相互平行;所述无级变速装置通过滑台安装座安装在二维线性丝杠滑台上;无级变速机构包括机架、摩擦传动轮组件、花键轴和丝杠滑块调节器,其中一端的圆锥滚轮的转轴与输入电机的输入轴连接,其中一端的花键轴与所述工件盘连接。本发明结构简化、成本低
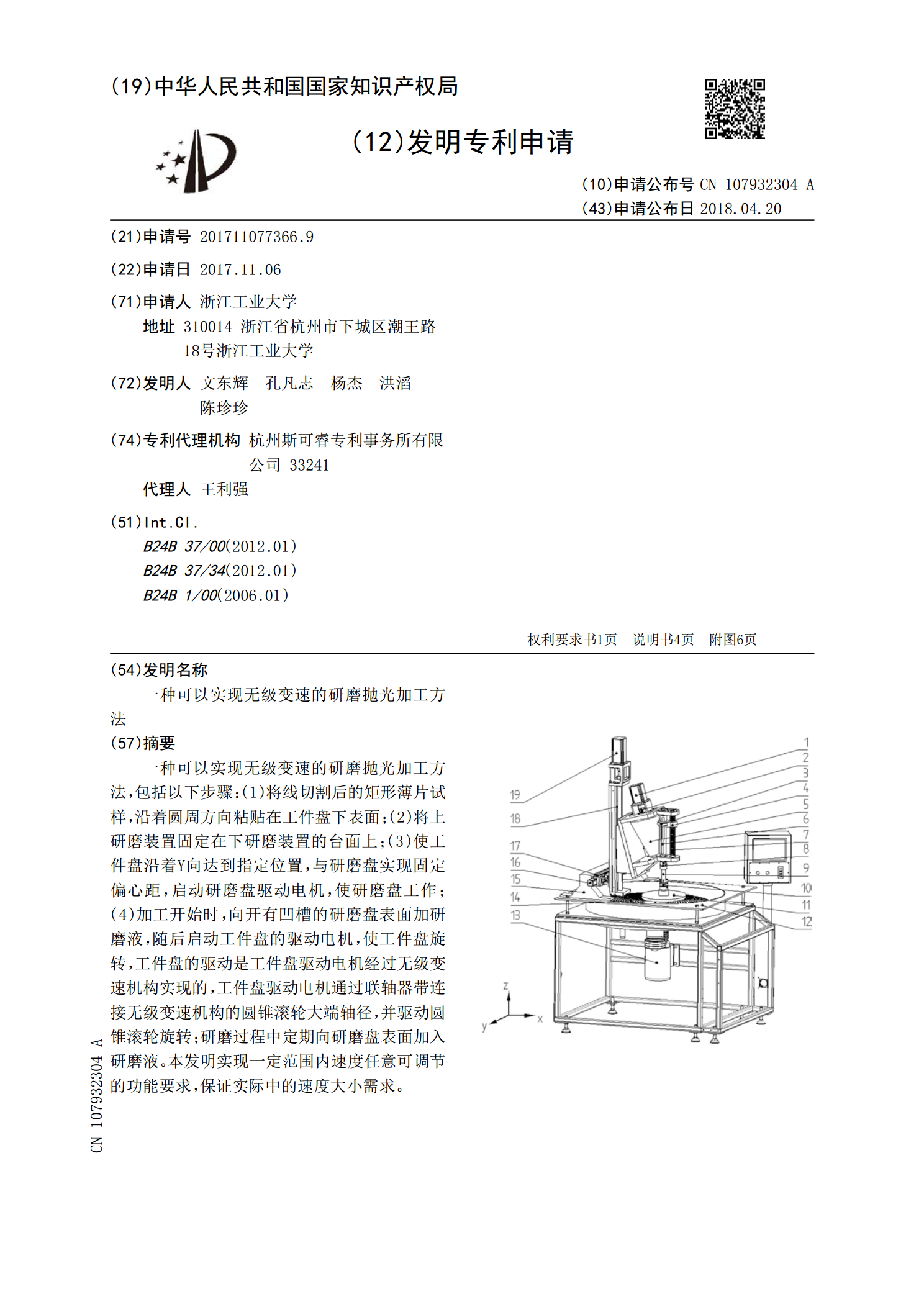
一种可以实现无级变速的研磨抛光加工方法.pdf
一种可以实现无级变速的研磨抛光加工方法,包括以下步骤:(1)将线切割后的矩形薄片试样,沿着圆周方向粘贴在工件盘下表面;(2)将上研磨装置固定在下研磨装置的台面上;(3)使工件盘沿着Y向达到指定位置,与研磨盘实现固定偏心距,启动研磨盘驱动电机,使研磨盘工作;(4)加工开始时,向开有凹槽的研磨盘表面加研磨液,随后启动工件盘的驱动电机,使工件盘旋转,工件盘的驱动是工件盘驱动电机经过无级变速机构实现的,工件盘驱动电机通过联轴器带连接无级变速机构的圆锥滚轮大端轴径,并驱动圆锥滚轮旋转;研磨过程中定期向研磨盘表面加入

一种可以实现无级变速的研磨抛光装置.pdf
一种可以实现无级变速的研磨抛光装置,包括上研磨装置和下研磨装置,所述上研磨装置由龙门架、二维线性丝杠滑台和无级变速装置,所述下研磨装置包括安装座和研磨盘,所述无级变速装置包括输入电机、无级变速机构和工件盘,所述上研磨装置通过龙门架安装在下研磨装置上,所述工件盘位于研磨盘的上方且相互平行;所述无级变速装置通过滑台安装座安装在二维线性丝杠滑台上;无级变速机构包括机架、摩擦传动轮组件、长滑键轴和丝杠滑块调节器,其中一端的圆锥滚轮的转轴与输入电机的输入轴连接,其中一端的长滑键轴与工件盘连接。本发明结构简化、成本低
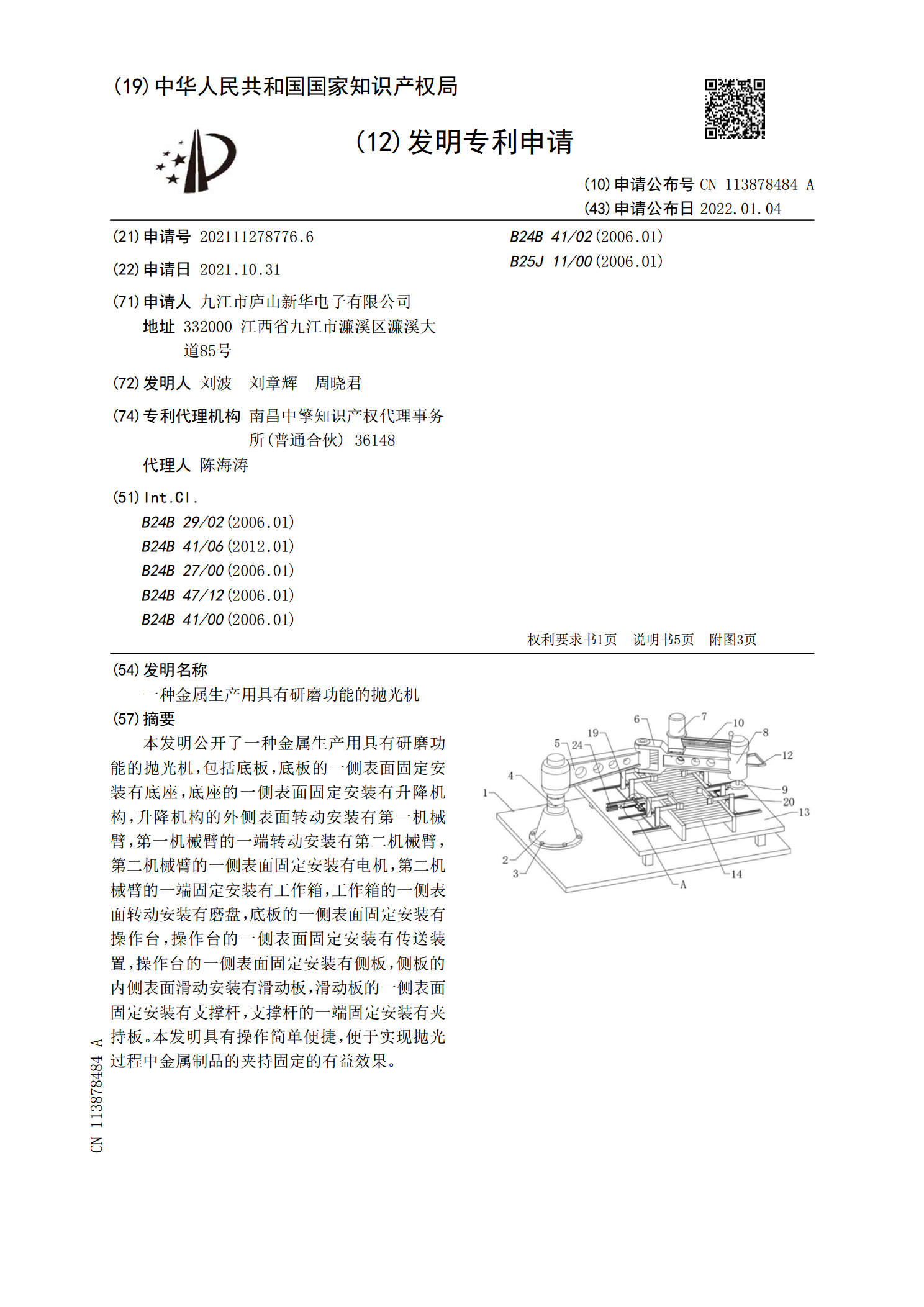
一种金属生产用具有研磨功能的抛光机.pdf
本发明公开了一种金属生产用具有研磨功能的抛光机,包括底板,底板的一侧表面固定安装有底座,底座的一侧表面固定安装有升降机构,升降机构的外侧表面转动安装有第一机械臂,第一机械臂的一端转动安装有第二机械臂,第二机械臂的一侧表面固定安装有电机,第二机械臂的一端固定安装有工作箱,工作箱的一侧表面转动安装有磨盘,底板的一侧表面固定安装有操作台,操作台的一侧表面固定安装有传送装置,操作台的一侧表面固定安装有侧板,侧板的内侧表面滑动安装有滑动板,滑动板的一侧表面固定安装有支撑杆,支撑杆的一端固定安装有夹持板。本发明具有操