
用于涡轮泵供油交叉孔加工的辅助装置及加工与检测方法.pdf

邻家****mk


1/10

2/10

3/10
4/10

5/10

6/10

7/10

8/10

9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
用于涡轮泵供油交叉孔加工的辅助装置及加工与检测方法.pdf
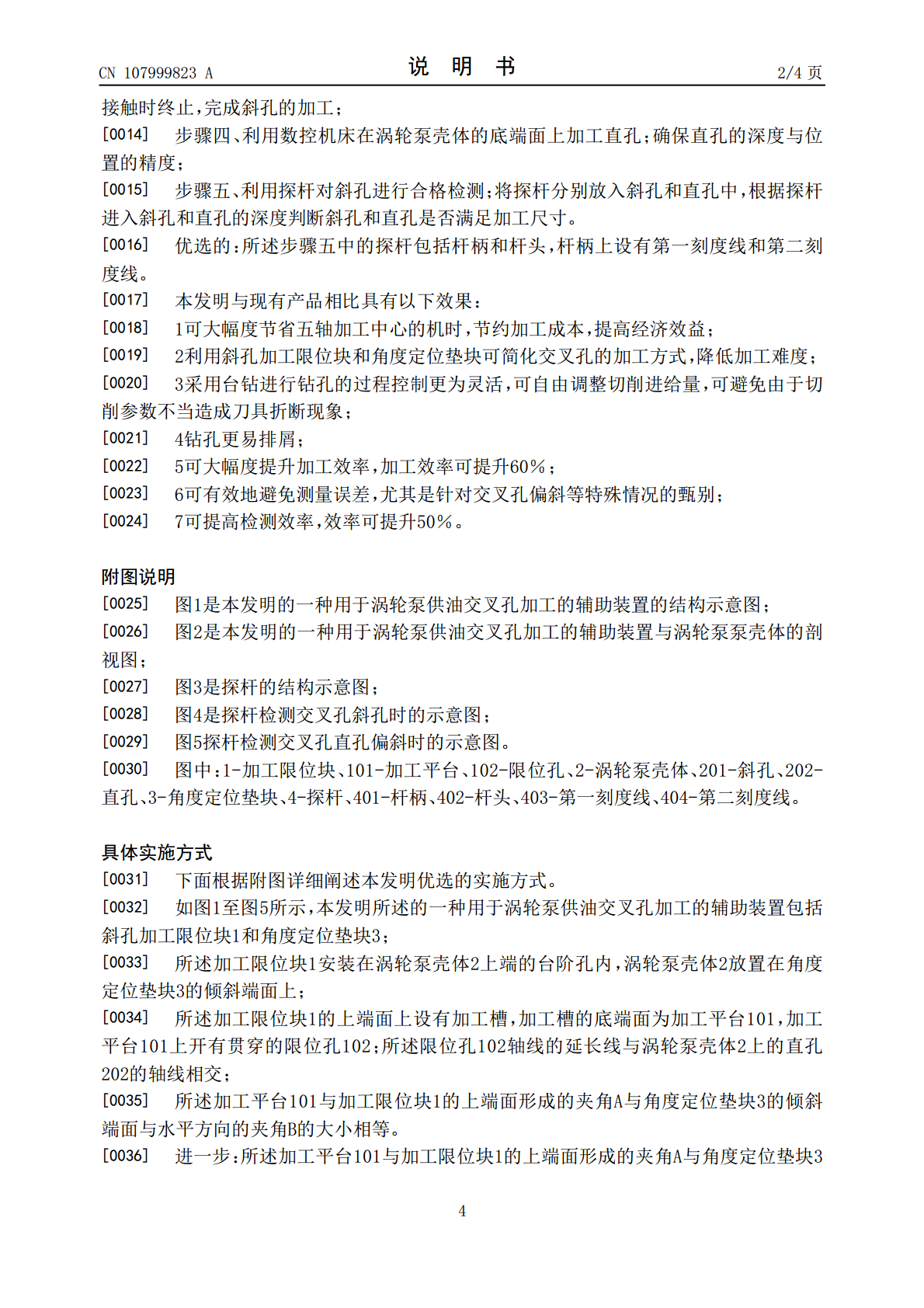
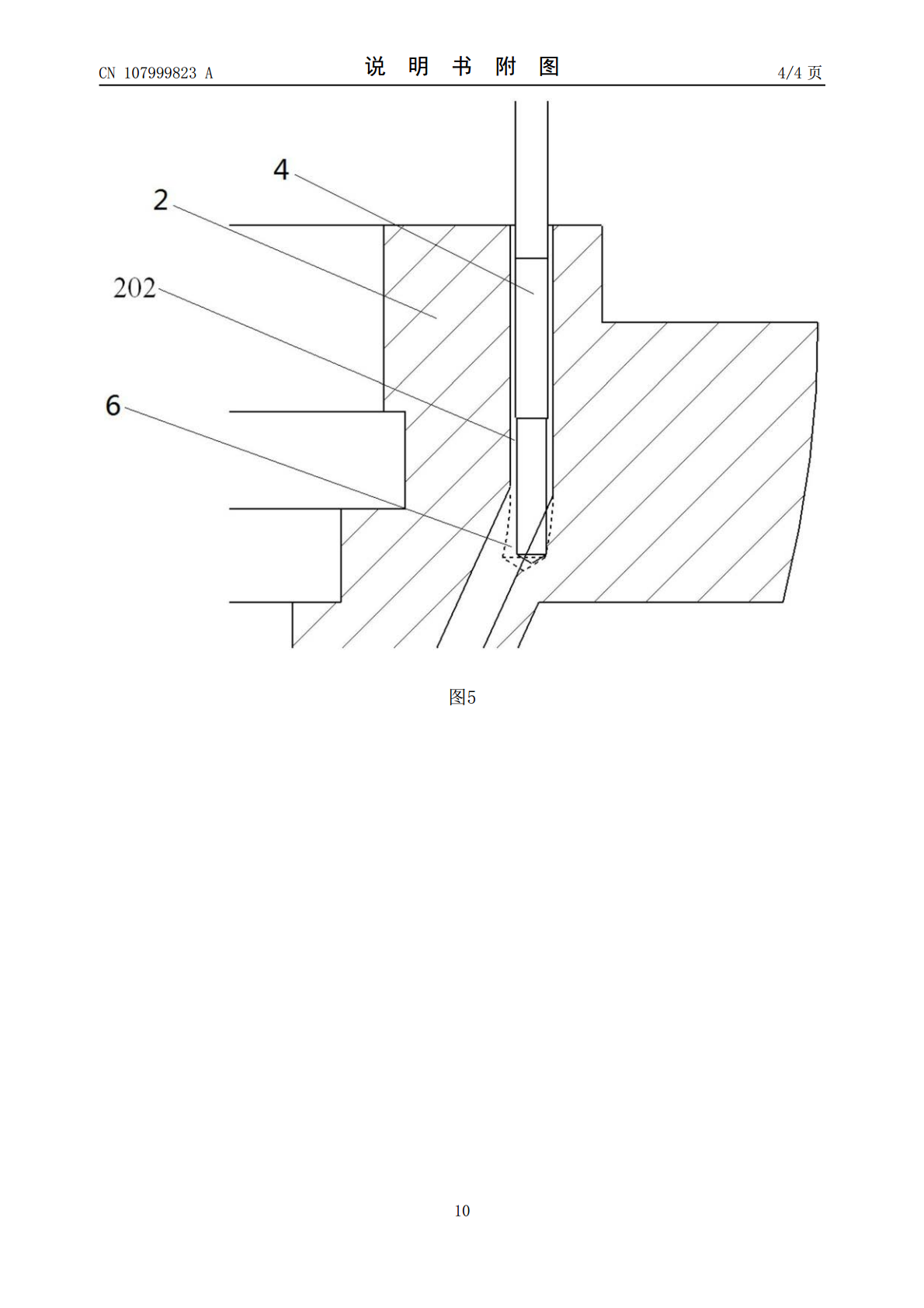
用于涡轮泵供油交叉孔加工的辅助装置及加工与检测方法,属于机加工技术领域,本发明为了解决现有涡轮泵供油交叉孔加工困难、成本高以及检测困难的问题。加工限位块安装在涡轮泵壳体上端的台阶孔内,涡轮泵壳体放置在角度定位垫块的倾斜端面上;加工限位块的上端面上设有加工槽,加工槽的底端面为加工平台,加工平台上设有贯穿的限位孔;加工平台与加工限位块的上端面形成的夹角A与角度定位垫块的倾斜端面与水平方向的夹角B的大小相等。本发明的用于涡轮泵供油交叉孔加工的辅助装置及加工与检测方法能简化涡轮泵供油交叉孔的加工方式,降低加工难度

泵头的孔加工辅助装置.pdf
本发明公开了一种泵头的孔加工辅助装置,包括上夹具(2)和下夹具(4),上夹具(2)和下夹具(4)通过连接杆(5)连接,所述上夹具(2)和下夹具(4)之间留有泵头安装腔(3),所述上夹具(2)上端面设置有多个贯穿上夹具(2)的竖直辅助孔(1)。本发明设计的这种高压泵头的孔加工辅助装置,可批量对泵头单面的通孔进行快速加工,操作简便,加工效率和孔加工尺寸精度高。
一种用于支架通孔加工的辅助装置.pdf
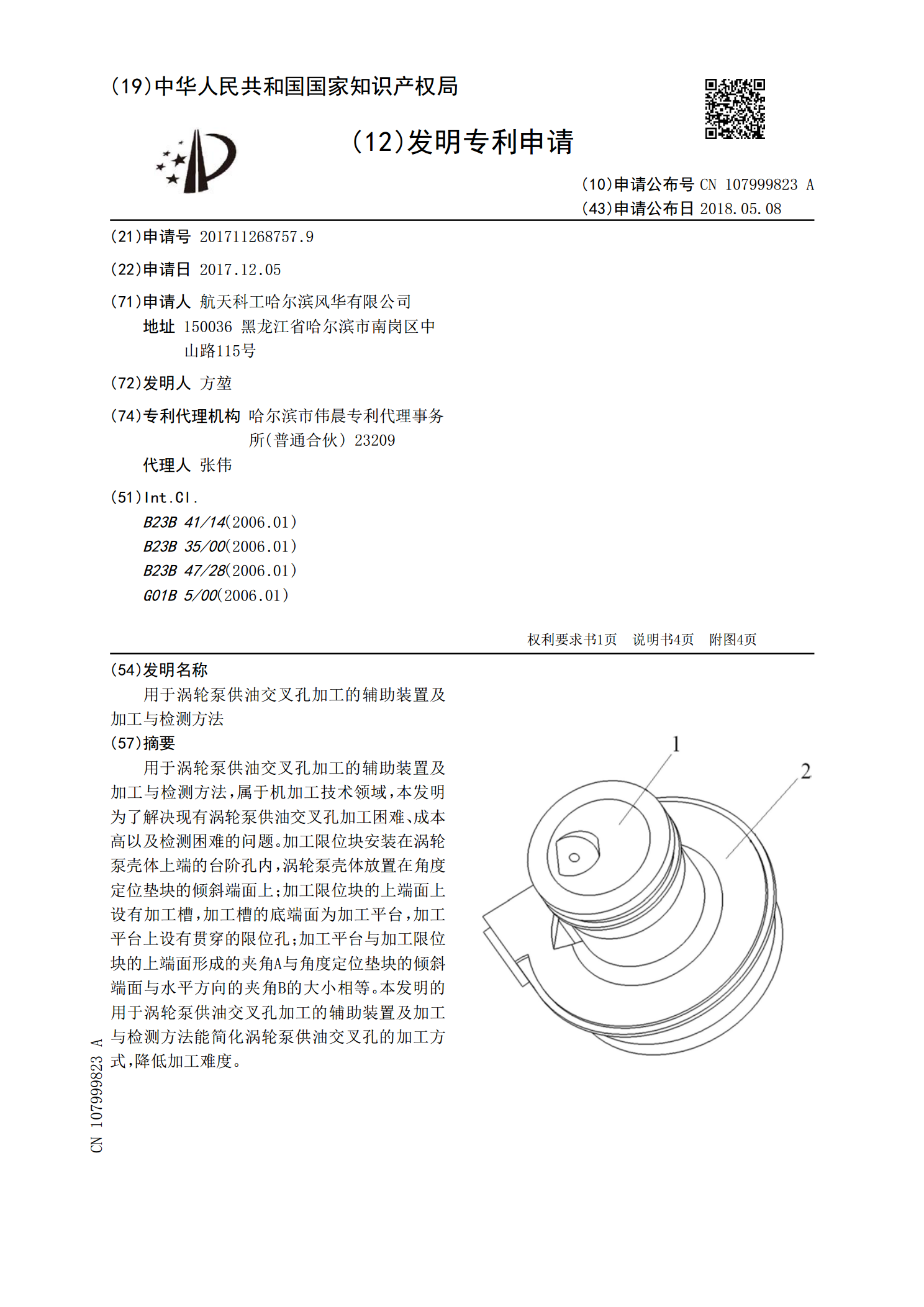
本实用新型公开了一种用于支架通孔加工的辅助装置,该装置包括夹具(1)和用于所述夹具(1)装夹的数控车床,所述夹具(1)包括用于待加工支架(2)装配的第一装配孔(11)和用于紧固件装配使装配于所述第一装配孔(11)中的待加工支架(2)紧固的第二装配孔(12)。该装置配置夹具,利用夹具实现了对待加工支架的装夹,再配合数控车床对夹具进行装配实现了自动校正有利于通孔的加工;加工过程中待加工支架被夹具装夹,易保证尺寸和粗糙度,形位公差易保证,且效率较高。

一种用于锥孔镗削加工的辅助装置.pdf
本发明公开一种用于锥孔镗削加工的辅助装置,属于机加工技术领域。该装置包括固定刀座、活动刀座、导向键、第一压盖、蜗杆、滑板、圆锥滚子轴承、推力滚子轴承、深沟球轴承、莫氏锥柄、活动刀柄轴、滑块、第二压盖、镗刀杆、镗刀头、刹紧盘、第一支撑轴、刻度盘、蜗轮、定位盘、第二支撑轴以及角接触球轴承。该装置利用蜗轮蜗杆副调整活动刀座的偏转角度,根据刻度盘显示的标尺数值旋动蜗杆,从而调整活动刀座偏转至要求的角度位置,然后拧紧刹紧盘上螺钉,由刹紧盘锁定活动刀座;镗刀杆切削所需转矩由导向键传递,进给力由刀杆尾部的滑块组件传递。

用于加工LCD螺纹孔的装置.pdf
本发明提供用于加工LCD螺纹孔的装置,包括底座,底座上固定有气缸座,气缸座的首端上固定有凸轮板,凸轮板的顶端上开有凸轮槽,凸轮槽为正弦曲线布置,凸轮板与气缸座上的滑台气缸相配合,滑台气缸的上端固定有下导杆基板,下导杆基板一端通过安装下导杆与上导杆基板一端相配合,同时上导杆基板的另一端的两侧边上设置有匹配于凸轮槽的凸轮块且与凸轮槽相配合,上导杆基板的上端通过安装上导杆与齿轮基板相配合,齿轮基板上设置有相互配合的齿轮组,首齿轮通过丝杆与万向节装置相连接,万向节装置固定在上导杆基板另一端的底部上,尾齿轮上安装有