
精密铸造涡轮叶片型面尺寸测量方法.pdf

睿德****找我

1/10
2/10
3/10

4/10
5/10

6/10
7/10
8/10
9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
精密铸造涡轮叶片型面尺寸测量方法.pdf
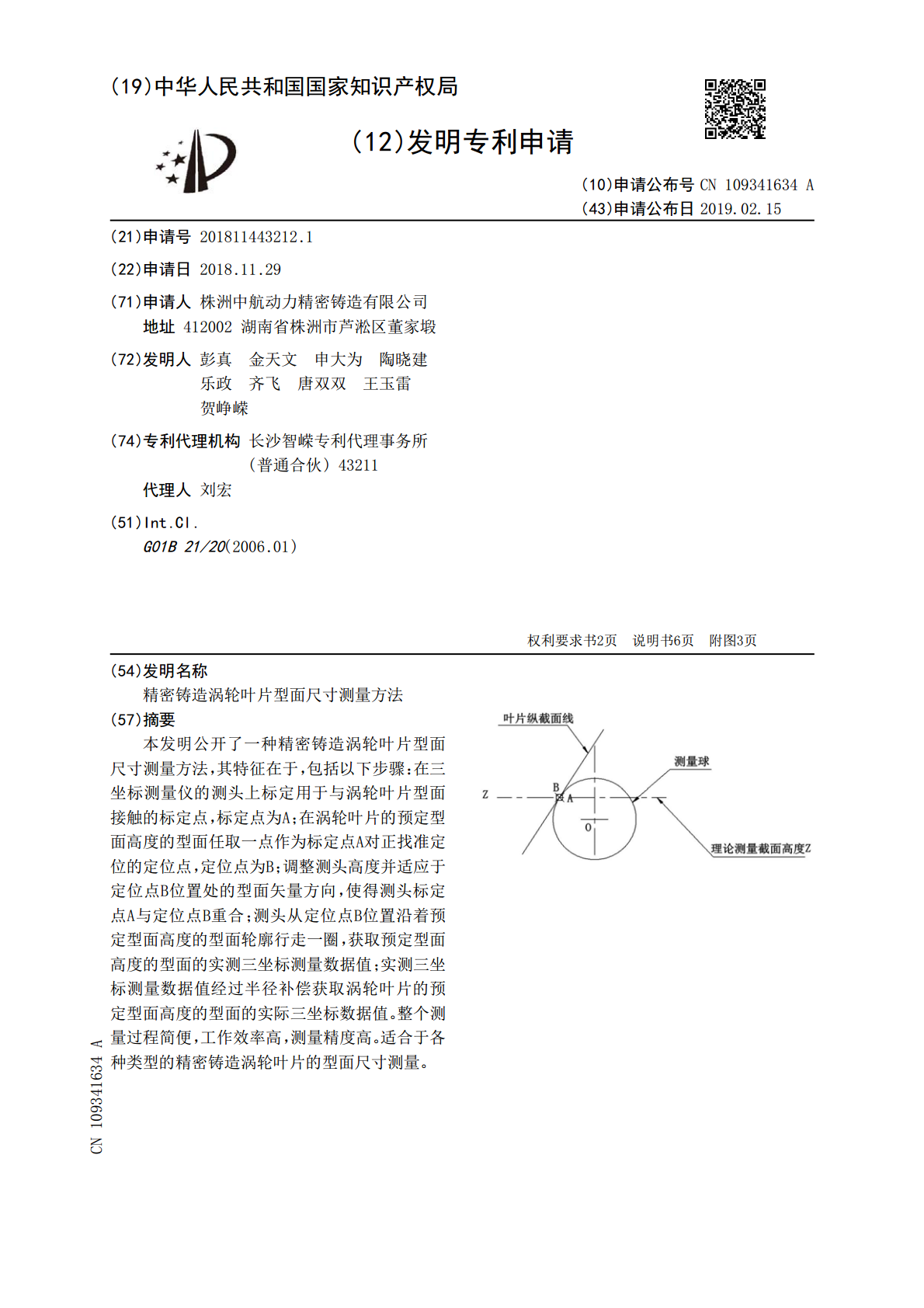
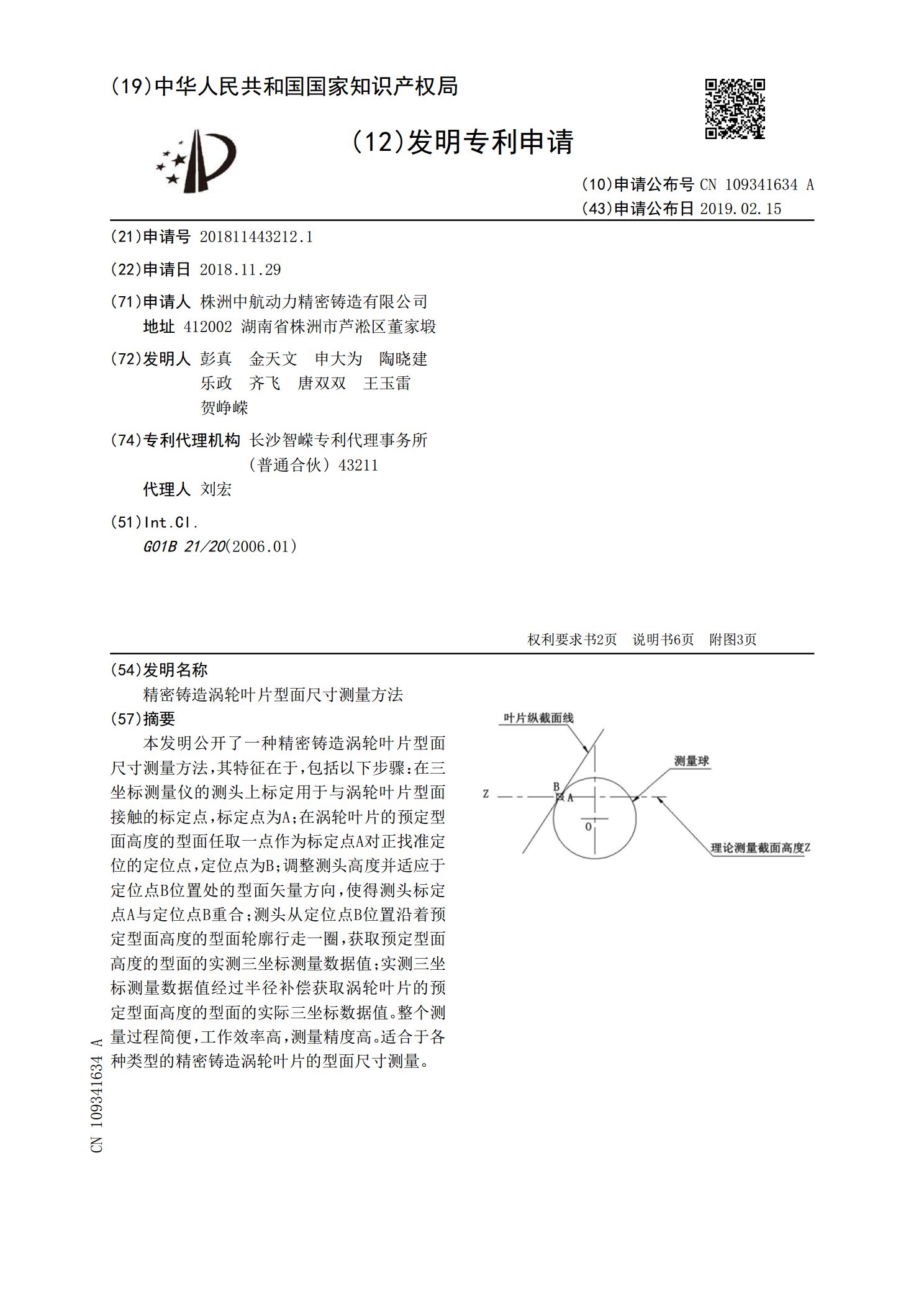
本发明公开了一种精密铸造涡轮叶片型面尺寸测量方法,其特征在于,包括以下步骤:在三坐标测量仪的测头上标定用于与涡轮叶片型面接触的标定点,标定点为A;在涡轮叶片的预定型面高度的型面任取一点作为标定点A对正找准定位的定位点,定位点为B;调整测头高度并适应于定位点B位置处的型面矢量方向,使得测头标定点A与定位点B重合;测头从定位点B位置沿着预定型面高度的型面轮廓行走一圈,获取预定型面高度的型面的实测三坐标测量数据值;实测三坐标测量数据值经过半径补偿获取涡轮叶片的预定型面高度的型面的实际三坐标数据值。整个测量过程简

涡轮叶片截面轮廓尺寸测量方法.pdf
本发明公开了一种涡轮叶片截面轮廓尺寸测量方法,利用三坐标测量仪的球头半径补充逆向推导得出涡轮叶片截面轮廓尺寸,包括以下步骤:利用三维建模;构造标准涡轮叶片的预定型面高度的理论叶型轮廓曲线;理论叶型轮廓曲线经半径补偿后构造理论叶型补偿轮廓曲线;理论叶型轮廓曲线与理论叶型补偿轮廓曲线进行比对评价,获取理论误差值;三坐标测量待测量涡轮叶片的预定型面高度的实测叶型轮廓曲线;通过理论误差值和半径补偿,逆向推导得出实际涡轮叶片截面轮廓尺寸。整个测量过程简便,工作效率高,测量精度高。适合于各种类型的精密铸造涡轮叶片的型
复杂结构空心高压涡轮导向叶片精密铸造工艺.pdf
本发明公开了复杂结构空心高压涡轮导向叶片精密铸造工艺,涉及机械技术领域。该复杂结构空心高压涡轮导向叶片精密铸造工艺,包括造型、熔融、预处理、浇筑、冷却、清理、表面处理、检验等八个步骤。该复杂结构空心高压涡轮导向叶片精密铸造工艺,采用了高压铸造,能够对模具型腔内的金属液进行持续施压,在金属液冷却成型的过程中,很好的降低涡轮叶片内的空气,提高涡轮叶片的强度,降低涡轮叶片表面的粗糙程度,提高涡轮铸造的精度,在后期无需耗费大量时间对涡轮叶片进行打磨加工,还能够快速的降低模具型腔内的金属液的温度,该涡轮叶片的原料当

一种涡轮叶片尺寸测量装置及测量方法.pdf
本发明公开了一种涡轮叶片尺寸测量装置及测量方法,通过将待测涡轮叶片放置于下定位机座的凹槽内,利用压紧块对对待测涡轮叶片进行压紧,然后将检测表与对表销进行对表校准,将检测表沿上定位机座上表面移动,即可得到涡轮叶片磨削后叶冠及缘板测量值,直接使用测量装置上的对表销对表测量,减少使用标准件对表所产生的各种误差,提高涡轮叶片缘板或叶冠磨削所产生特性的检测准确性,不受对表件制造本身误差的影响,解决了涡轮叶片磨削后叶冠及缘板测量误差的检测难题,缩短了检测检验周期,提高了检验效率,结构新颖,操作方便,定位夹持检测可靠性
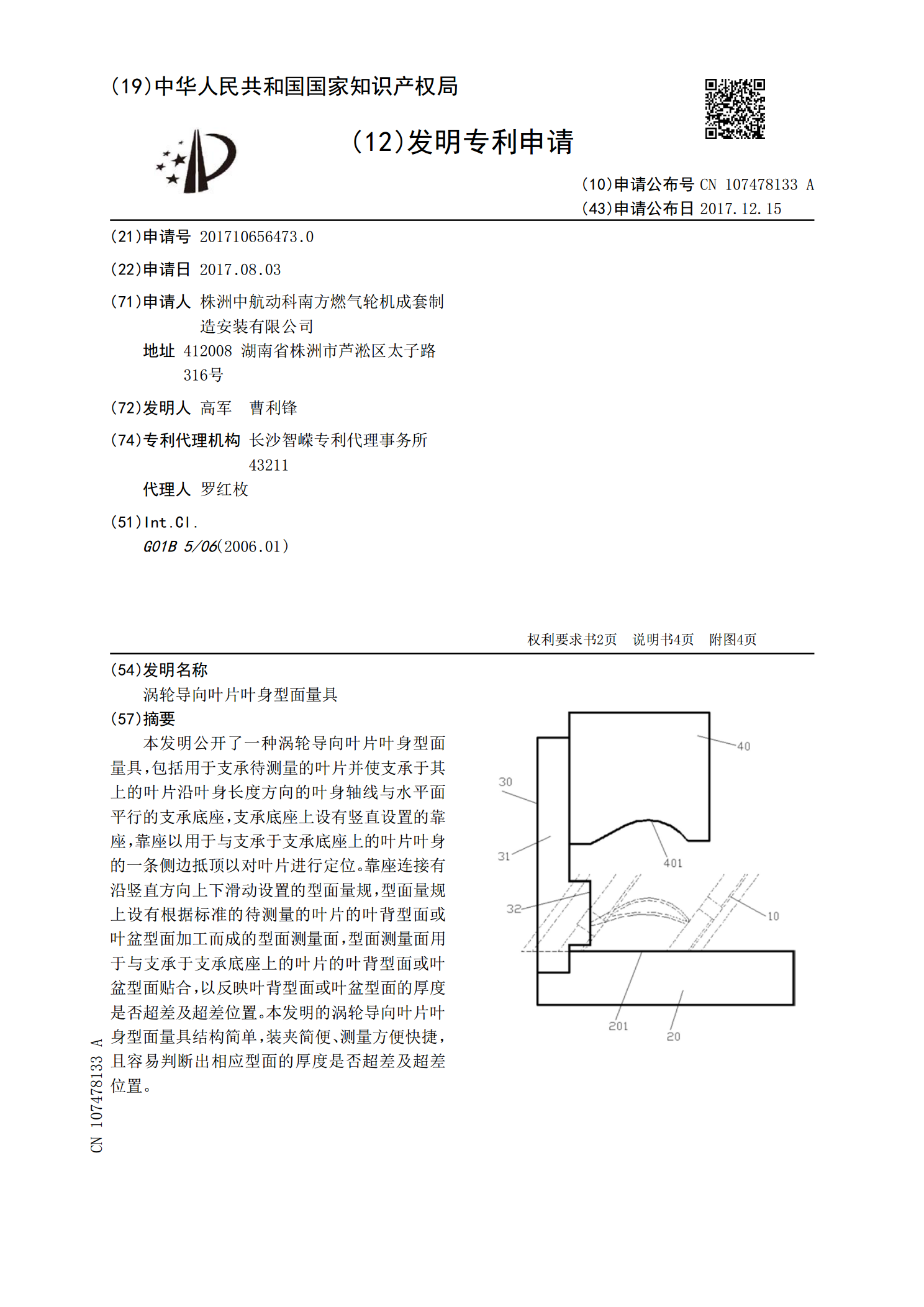
涡轮导向叶片叶身型面量具.pdf
本发明公开了一种涡轮导向叶片叶身型面量具,包括用于支承待测量的叶片并使支承于其上的叶片沿叶身长度方向的叶身轴线与水平面平行的支承底座,支承底座上设有竖直设置的靠座,靠座以用于与支承于支承底座上的叶片叶身的一条侧边抵顶以对叶片进行定位。靠座连接有沿竖直方向上下滑动设置的型面量规,型面量规上设有根据标准的待测量的叶片的叶背型面或叶盆型面加工而成的型面测量面,型面测量面用于与支承于支承底座上的叶片的叶背型面或叶盆型面贴合,以反映叶背型面或叶盆型面的厚度是否超差及超差位置。本发明的涡轮导向叶片叶身型面量具结构简单