
横直边工件的自动抛光机及其抛光方法.pdf

雨巷****凝海

1/6
2/6
3/6

4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

横直边工件的自动抛光机及其抛光方法.pdf
本发明涉及横直边工件的自动抛光机,对多个上下依次叠置的工件组成的工件组整体进行抛光,包括进料机构、夹紧工作台、平移机构、抛光轮机构;进料机构将工件组平移至装夹工位,夹紧工作台在装夹工位处从前、后、上、下方向夹紧工件组,平移机构将夹紧工作台在装夹工位和抛光工位之间平移,抛光轮机构包括两组在抛光工位从左右两侧对工件组的左右侧面同时进行抛光的抛光轮。还涉及横直边工件的自动抛光机的抛光方法。本发明具有大大提高抛光效率和保证抛光质量的优点,属于钢琴零部件的加工设备技术领域。

自动抛光机及其自动抛光方法.pdf
本发明公开了一种自动抛光机及其自动抛光方法。自动抛光机包括机台、控制装置、抛光装置、移动装置以及探测装置。抛光装置具有抛光轮、抛光轴以及抛光驱动部件,抛光轮设在抛光轴上,抛光驱动部件连接于抛光轴,控制装置用于控制抛光驱动部件通过驱动抛光轴转动来带动抛光轮转动。移动装置设在机台上且连接于抛光驱动部件,控制装置用于控制移动装置通过驱动抛光驱动部件沿着工作台面移动来带动抛光轮移动。沿着抛光轮移动方向上,机台相对的两端均设有探测装置,控制装置用于控制探测装置检测抛光轮的位置。自动抛光机提高抛光待抛光物件的效率、减
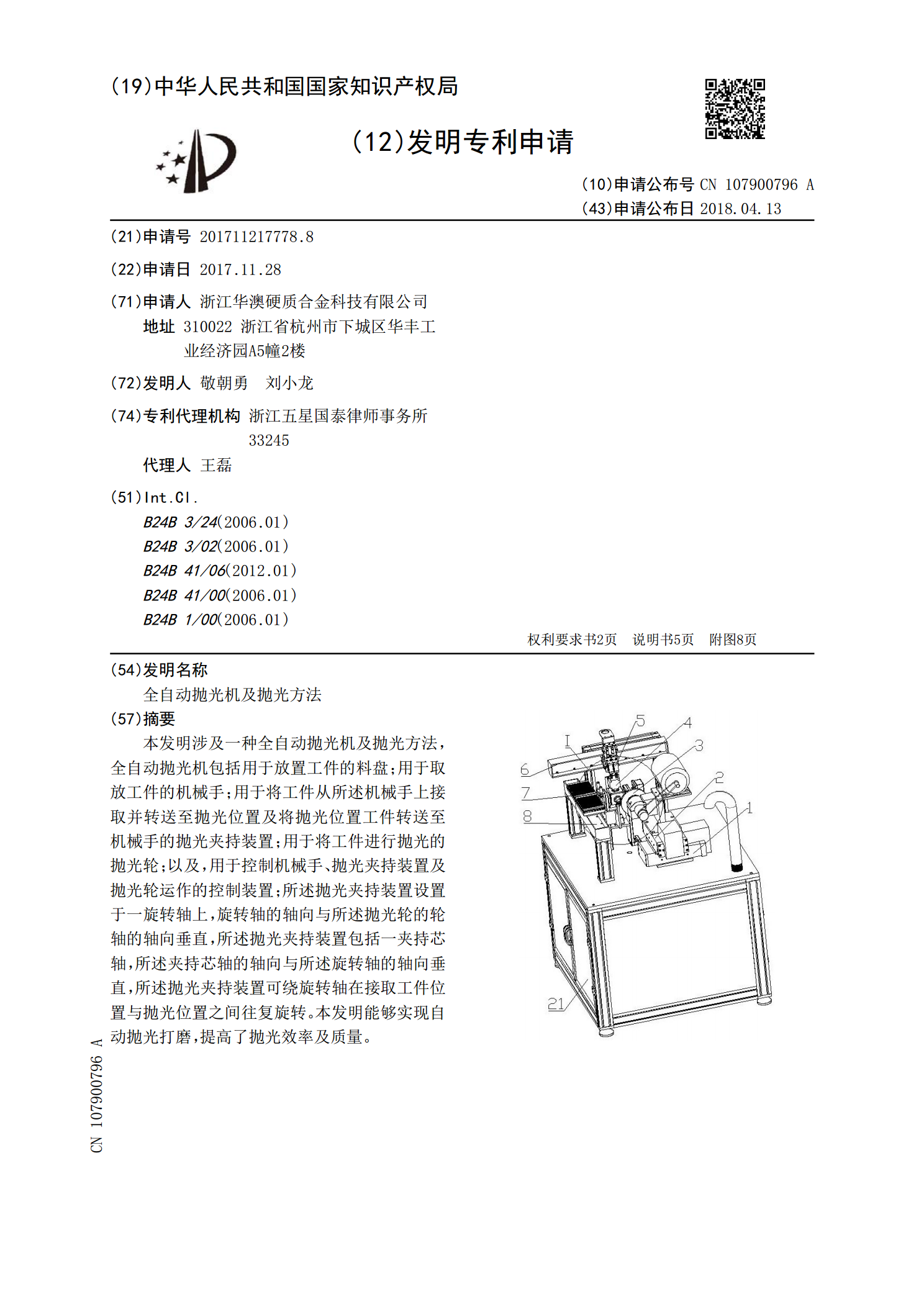
全自动抛光机及抛光方法.pdf
本发明涉及一种全自动抛光机及抛光方法,全自动抛光机包括用于放置工件的料盘;用于取放工件的机械手;用于将工件从所述机械手上接取并转送至抛光位置及将抛光位置工件转送至机械手的抛光夹持装置;用于将工件进行抛光的抛光轮;以及,用于控制机械手、抛光夹持装置及抛光轮运作的控制装置;所述抛光夹持装置设置于一旋转轴上,旋转轴的轴向与所述抛光轮的轮轴的轴向垂直,所述抛光夹持装置包括一夹持芯轴,所述夹持芯轴的轴向与所述旋转轴的轴向垂直,所述抛光夹持装置可绕旋转轴在接取工件位置与抛光位置之间往复旋转。本发明能够实现自动抛光打磨
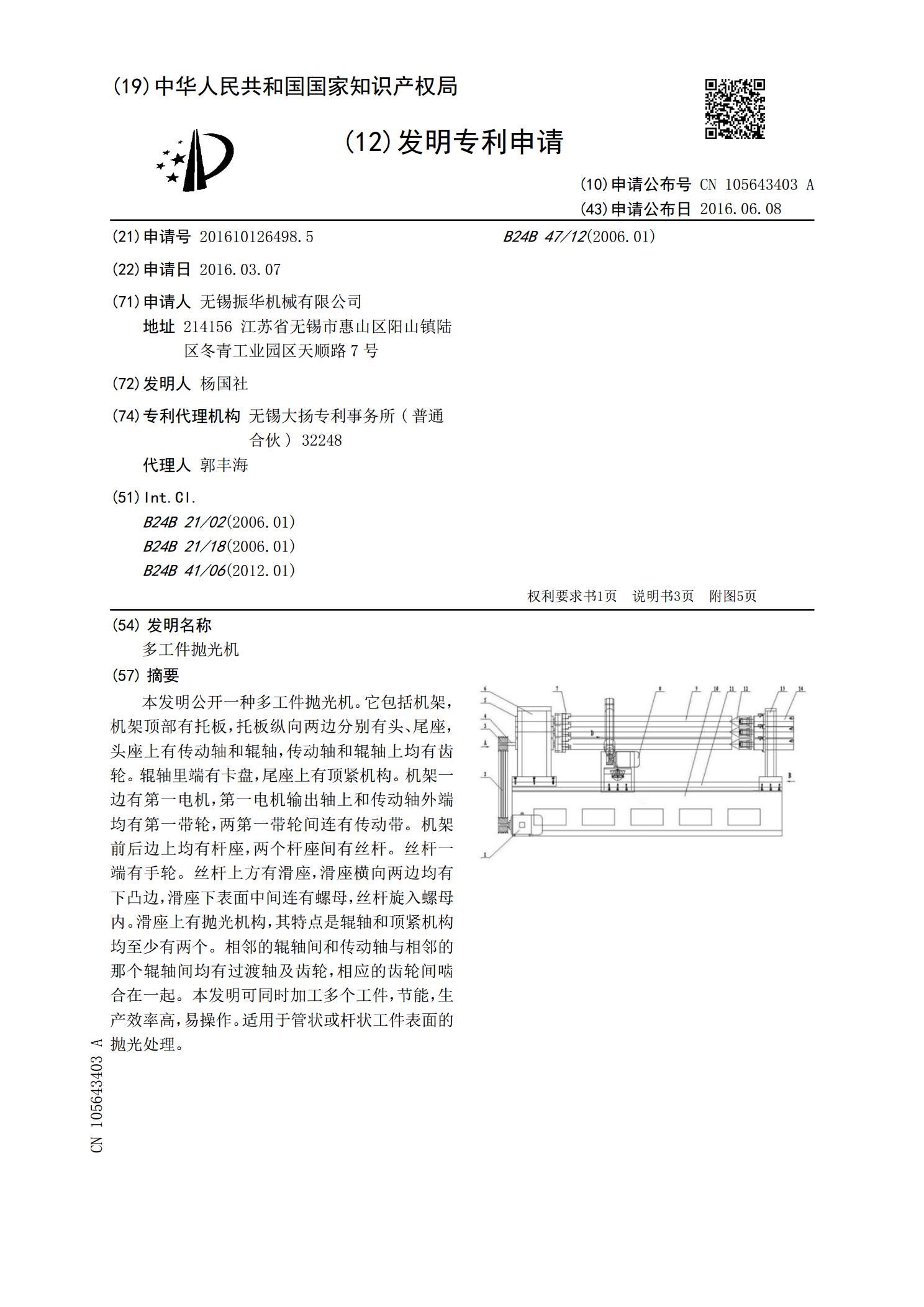
多工件抛光机.pdf
本发明公开一种多工件抛光机。它包括机架,机架顶部有托板,托板纵向两边分别有头、尾座,头座上有传动轴和辊轴,传动轴和辊轴上均有齿轮。辊轴里端有卡盘,尾座上有顶紧机构。机架一边有第一电机,第一电机输出轴上和传动轴外端均有第一带轮,两第一带轮间连有传动带。机架前后边上均有杆座,两个杆座间有丝杆。丝杆一端有手轮。丝杆上方有滑座,滑座横向两边均有下凸边,滑座下表面中间连有螺母,丝杆旋入螺母内。滑座上有抛光机构,其特点是辊轴和顶紧机构均至少有两个。相邻的辊轴间和传动轴与相邻的那个辊轴间均有过渡轴及齿轮,相应的齿轮间啮
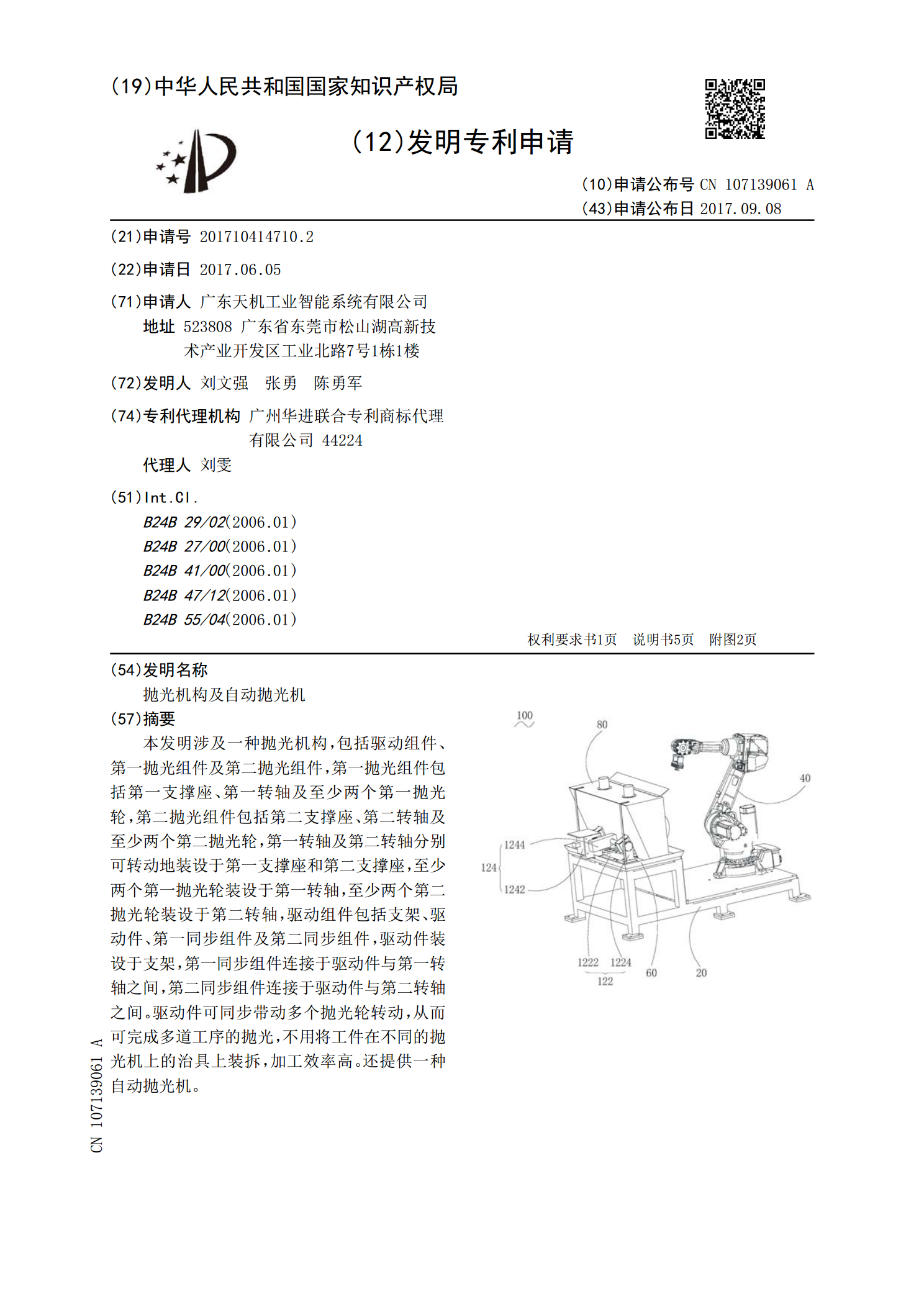
抛光机构及自动抛光机.pdf
本发明涉及一种抛光机构,包括驱动组件、第一抛光组件及第二抛光组件,第一抛光组件包括第一支撑座、第一转轴及至少两个第一抛光轮,第二抛光组件包括第二支撑座、第二转轴及至少两个第二抛光轮,第一转轴及第二转轴分别可转动地装设于第一支撑座和第二支撑座,至少两个第一抛光轮装设于第一转轴,至少两个第二抛光轮装设于第二转轴,驱动组件包括支架、驱动件、第一同步组件及第二同步组件,驱动件装设于支架,第一同步组件连接于驱动件与第一转轴之间,第二同步组件连接于驱动件与第二转轴之间。驱动件可同步带动多个抛光轮转动,从而可完成多道工