
组装凸轮轴及其制造方法.pdf

Ch****49


1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
组装凸轮轴及其制造方法.pdf
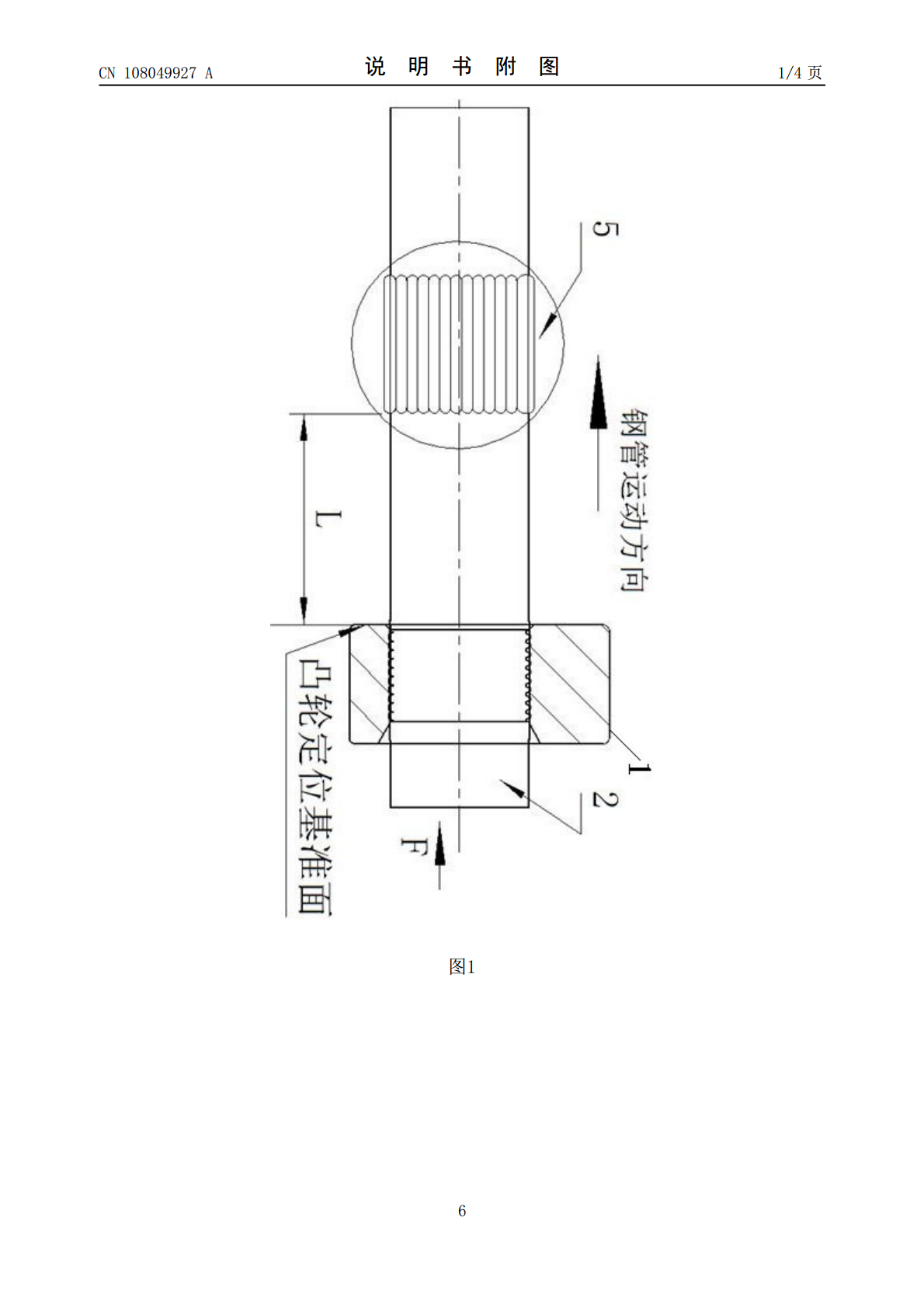
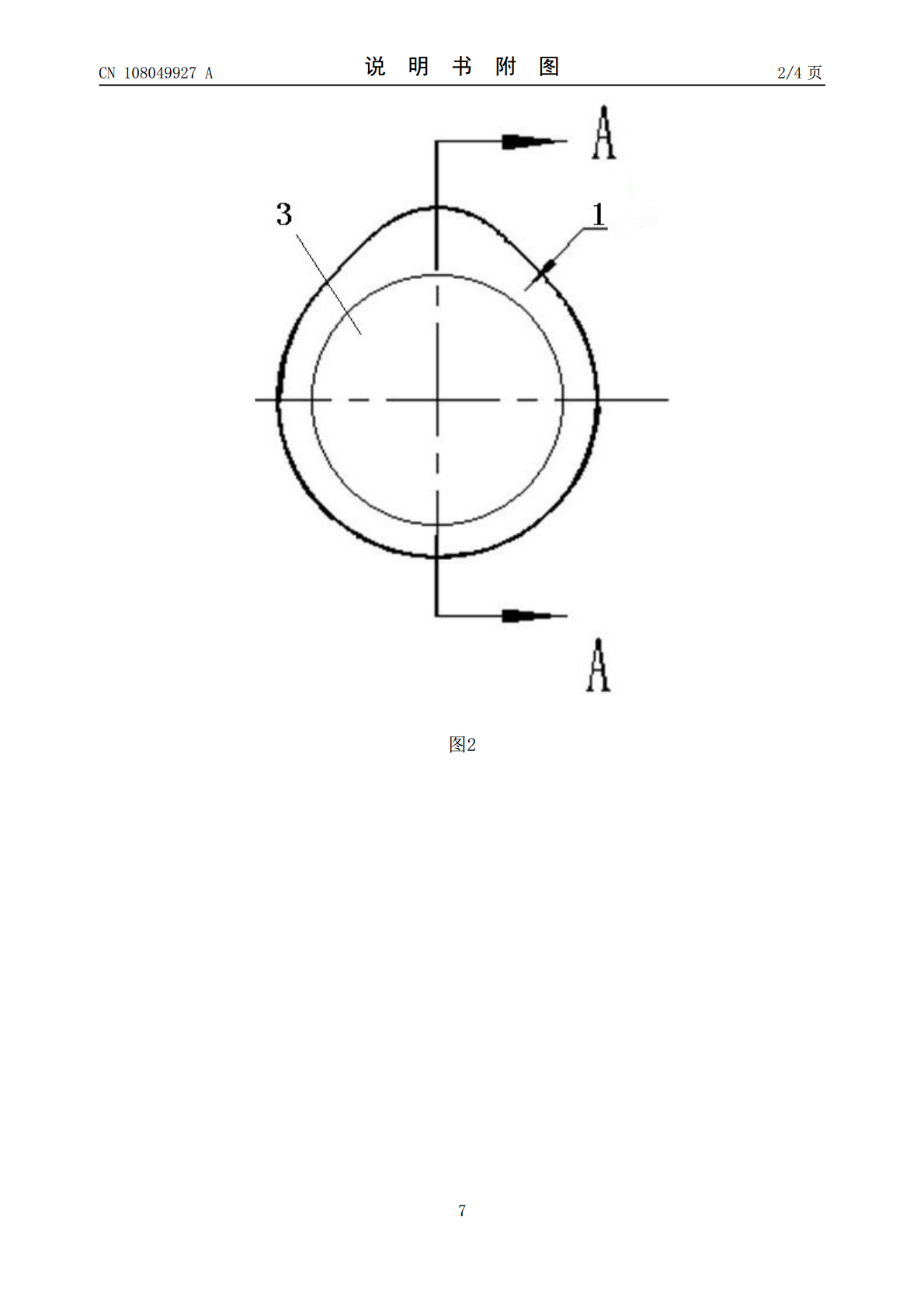
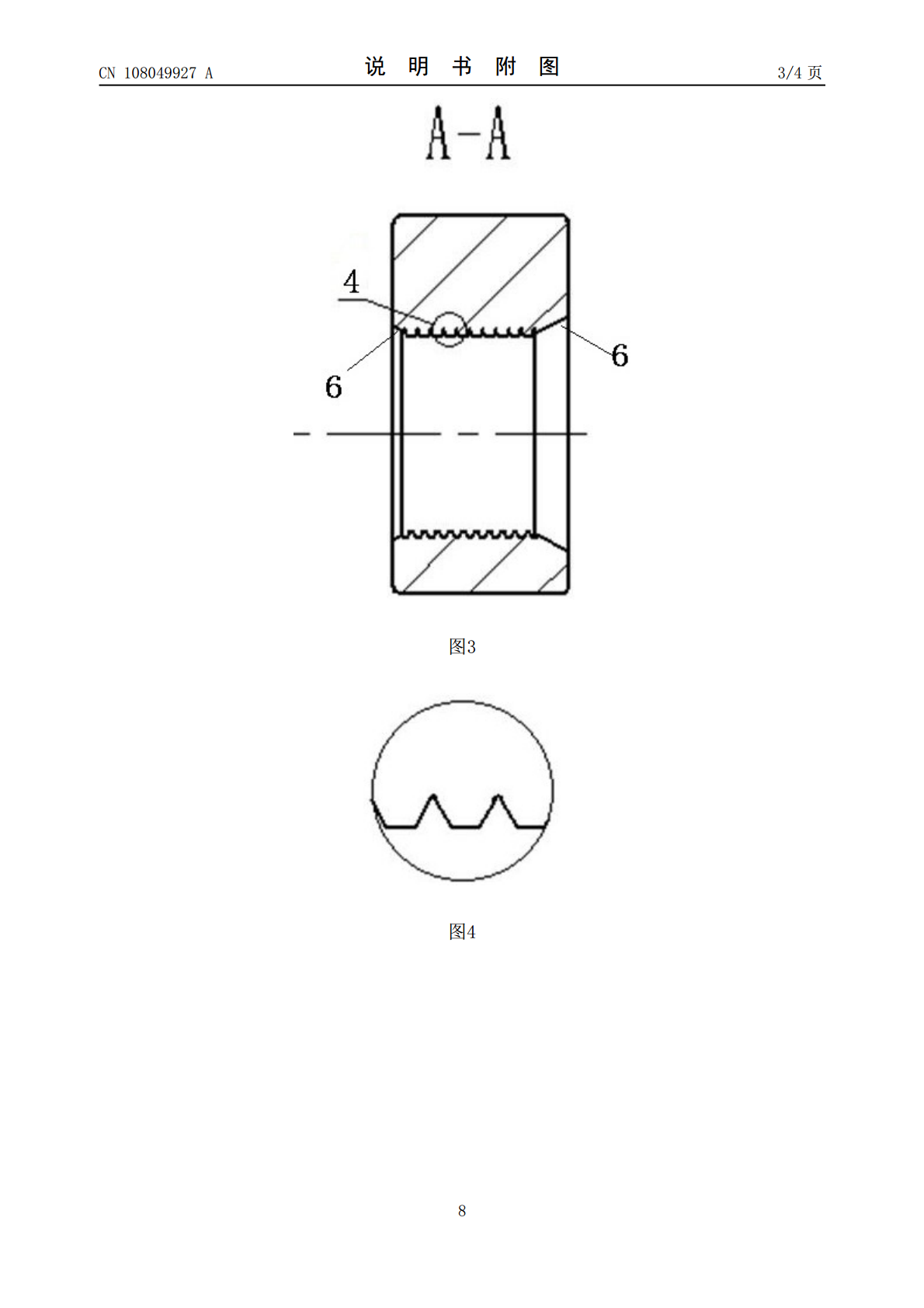
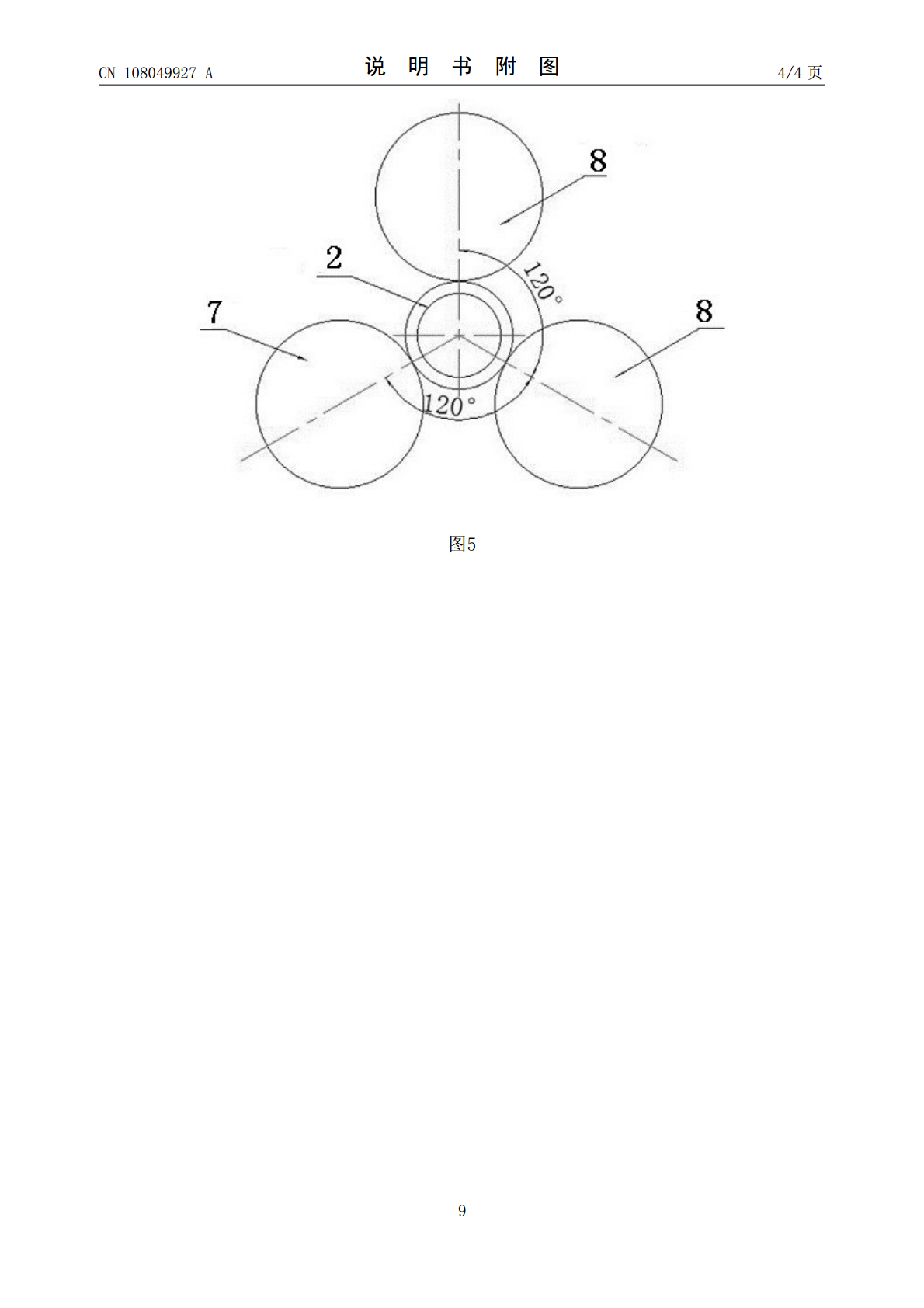
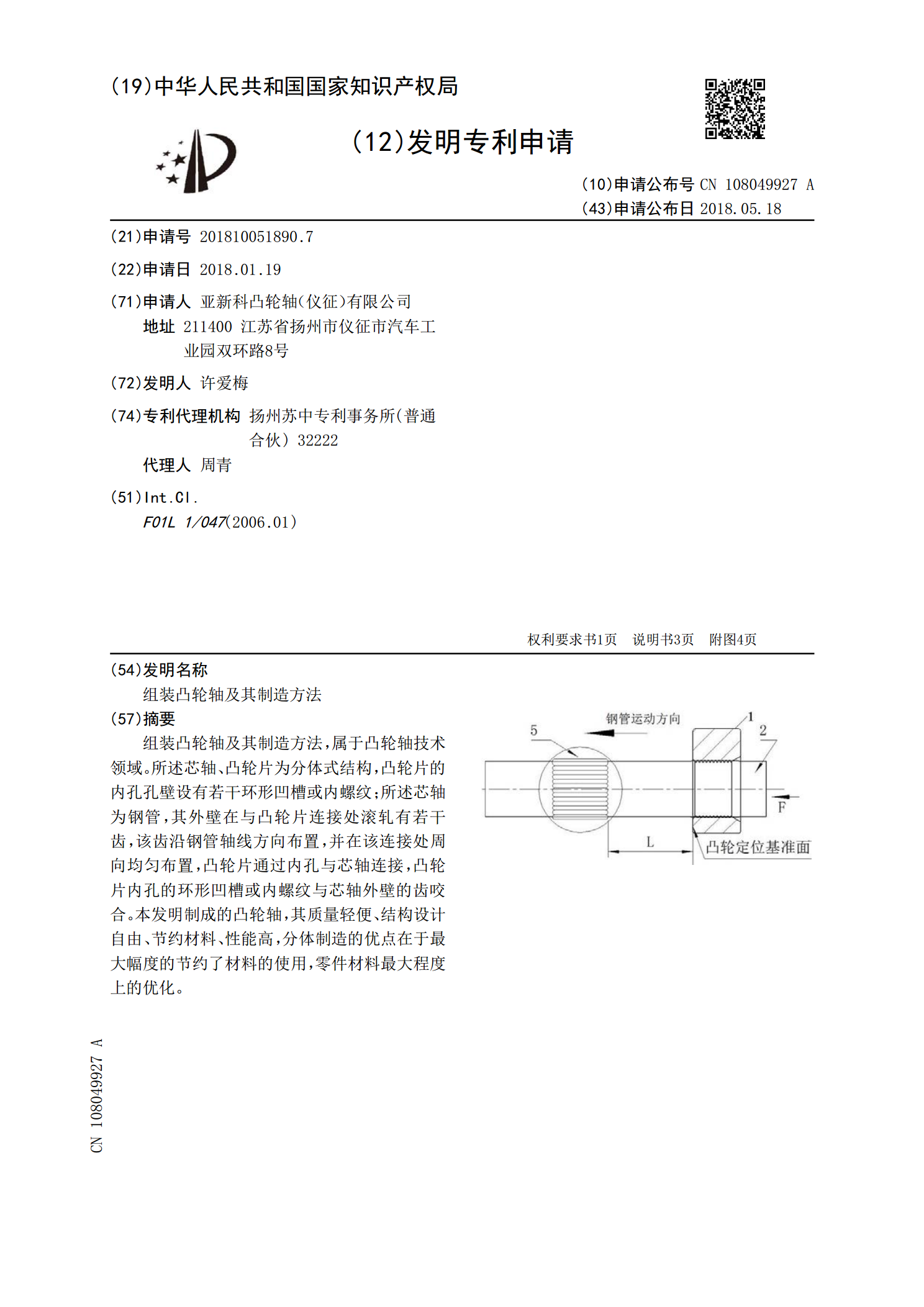
组装凸轮轴及其制造方法,属于凸轮轴技术领域。所述芯轴、凸轮片为分体式结构,凸轮片的内孔孔壁设有若干环形凹槽或内螺纹;所述芯轴为钢管,其外壁在与凸轮片连接处滚轧有若干齿,该齿沿钢管轴线方向布置,并在该连接处周向均匀布置,凸轮片通过内孔与芯轴连接,凸轮片内孔的环形凹槽或内螺纹与芯轴外壁的齿咬合。本发明制成的凸轮轴,其质量轻便、结构设计自由、节约材料、性能高,分体制造的优点在于最大幅度的节约了材料的使用,零件材料最大程度上的优化。
组装式凸轮轴以及用于制造组装式凸轮轴的方法.pdf
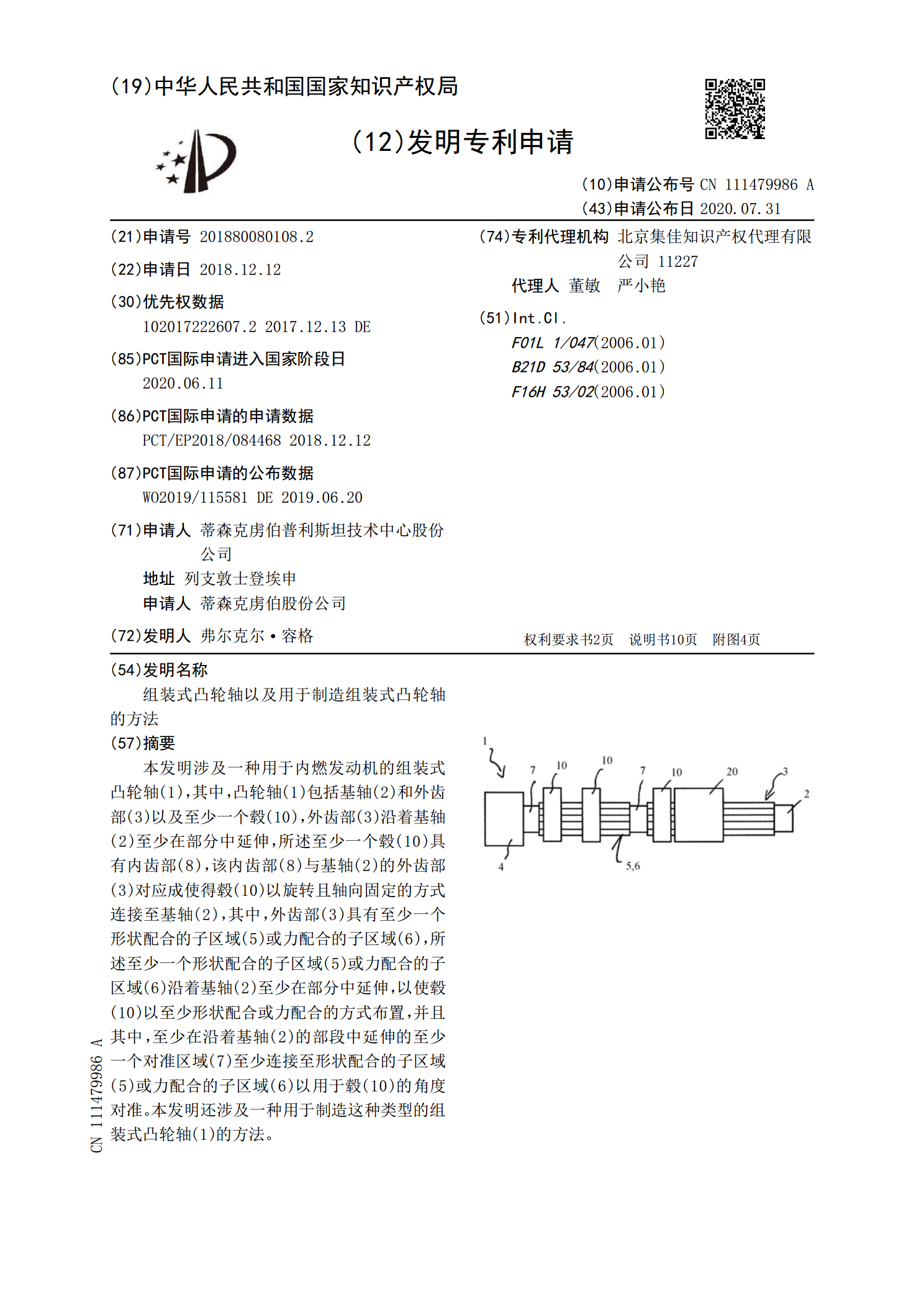
本发明涉及一种用于内燃发动机的组装式凸轮轴(1),其中,凸轮轴(1)包括基轴(2)和外齿部(3)以及至少一个毂(10),外齿部(3)沿着基轴(2)至少在部分中延伸,所述至少一个毂(10)具有内齿部(8),该内齿部(8)与基轴(2)的外齿部(3)对应成使得毂(10)以旋转且轴向固定的方式连接至基轴(2),其中,外齿部(3)具有至少一个形状配合的子区域(5)或力配合的子区域(6),所述至少一个形状配合的子区域(5)或力配合的子区域(6)沿着基轴(2)至少在部分中延伸,以使毂(10)以至少形状配合或力配合的方式

凸轮轴相位器及其组装方法.pdf
一种凸轮轴相位器,包括盖单元(1)、前盖(2)、弹簧(4)、转子(3)和定子(5),盖单元(1)的弹簧保持器(11)呈大致杯状并包括从其周壁(11B)朝向径向外侧突出的凸块(141),前盖(2)包括朝向径向外侧凹陷的前盖凹部(23),转子(3)包括朝向径向外侧凹陷的转子凹部(34),前盖(2)和转子(3)被构造成使得,在凸轮轴相位器的预装配状态,从前盖(2)的远离转子(3)的一侧沿轴向观察时,转子凹部(34)的一部分被前盖(2)遮挡,在将弹簧保持器(11)沿凸轮轴相位器的轴向插入到前盖(2)和转子(3)之
凸轮轴及其制造方法.pdf
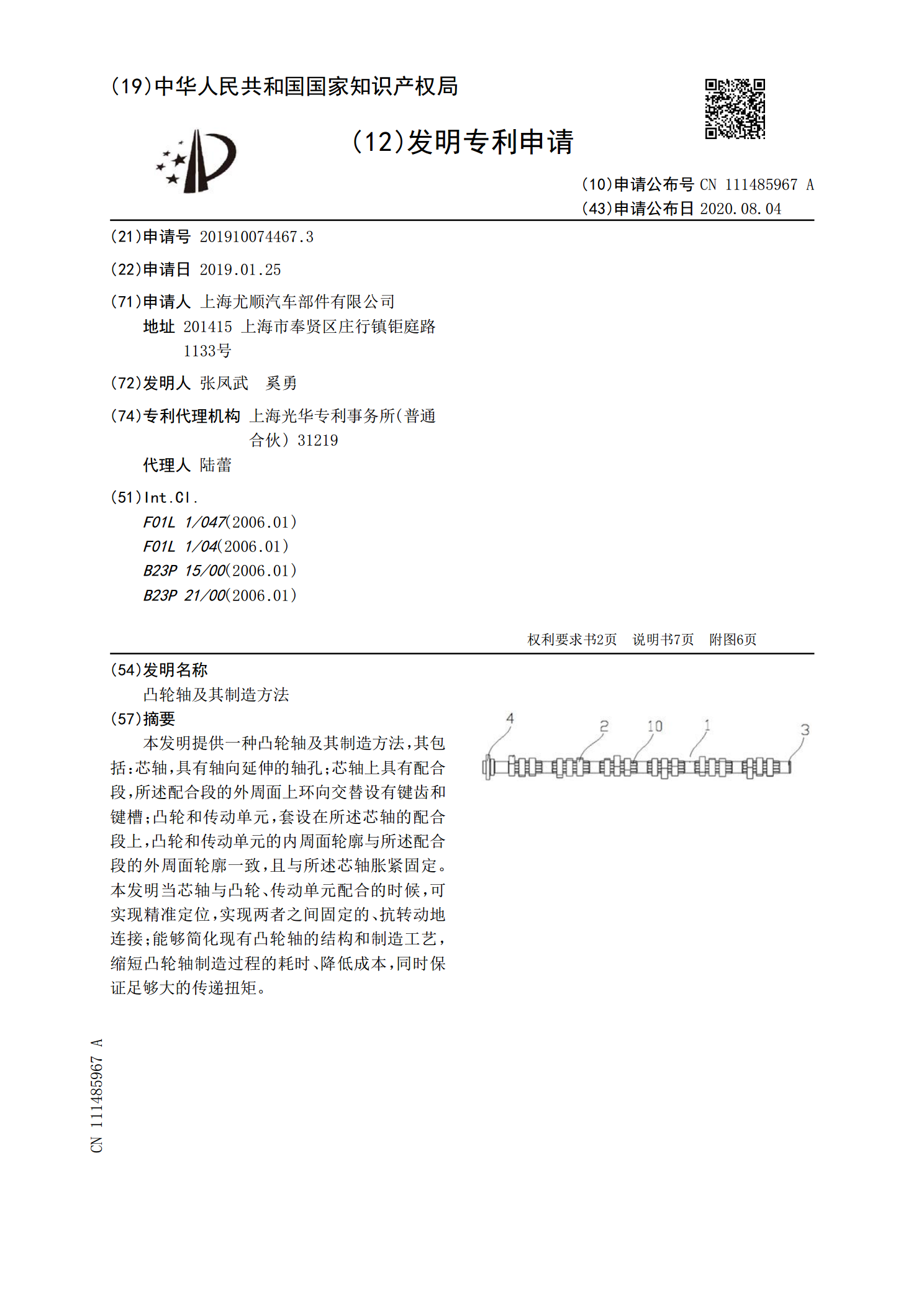
本发明提供一种凸轮轴及其制造方法,其包括:芯轴,具有轴向延伸的轴孔;芯轴上具有配合段,所述配合段的外周面上环向交替设有键齿和键槽;凸轮和传动单元,套设在所述芯轴的配合段上,凸轮和传动单元的内周面轮廓与所述配合段的外周面轮廓一致,且与所述芯轴胀紧固定。本发明当芯轴与凸轮、传动单元配合的时候,可实现精准定位,实现两者之间固定的、抗转动地连接;能够简化现有凸轮轴的结构和制造工艺,缩短凸轮轴制造过程的耗时、降低成本,同时保证足够大的传递扭矩。
凸轮轴及其制造方法.pdf
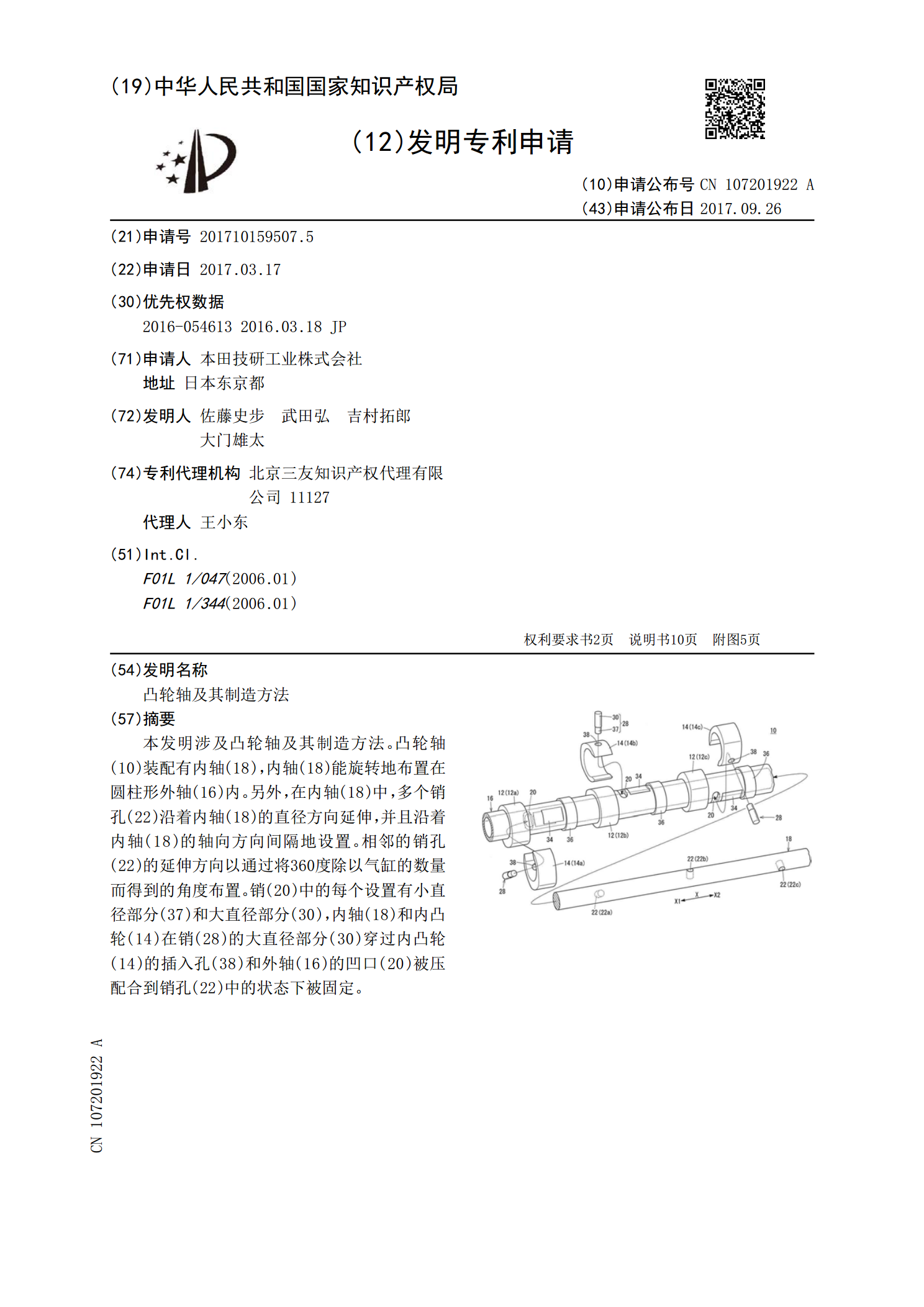
本发明涉及凸轮轴及其制造方法。凸轮轴(10)装配有内轴(18),内轴(18)能旋转地布置在圆柱形外轴(16)内。另外,在内轴(18)中,多个销孔(22)沿着内轴(18)的直径方向延伸,并且沿着内轴(18)的轴向方向间隔地设置。相邻的销孔(22)的延伸方向以通过将360度除以气缸的数量而得到的角度布置。销(20)中的每个设置有小直径部分(37)和大直径部分(30),内轴(18)和内凸轮(14)在销(28)的大直径部分(30)穿过内凸轮(14)的插入孔(38)和外轴(16)的凹口(20)被压配合到销孔(22)