
一种欧盟标准高锰钢辙叉铸造工艺.pdf

一吃****海逸


1/6
2/6

3/6
4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种欧盟标准高锰钢辙叉铸造工艺.pdf
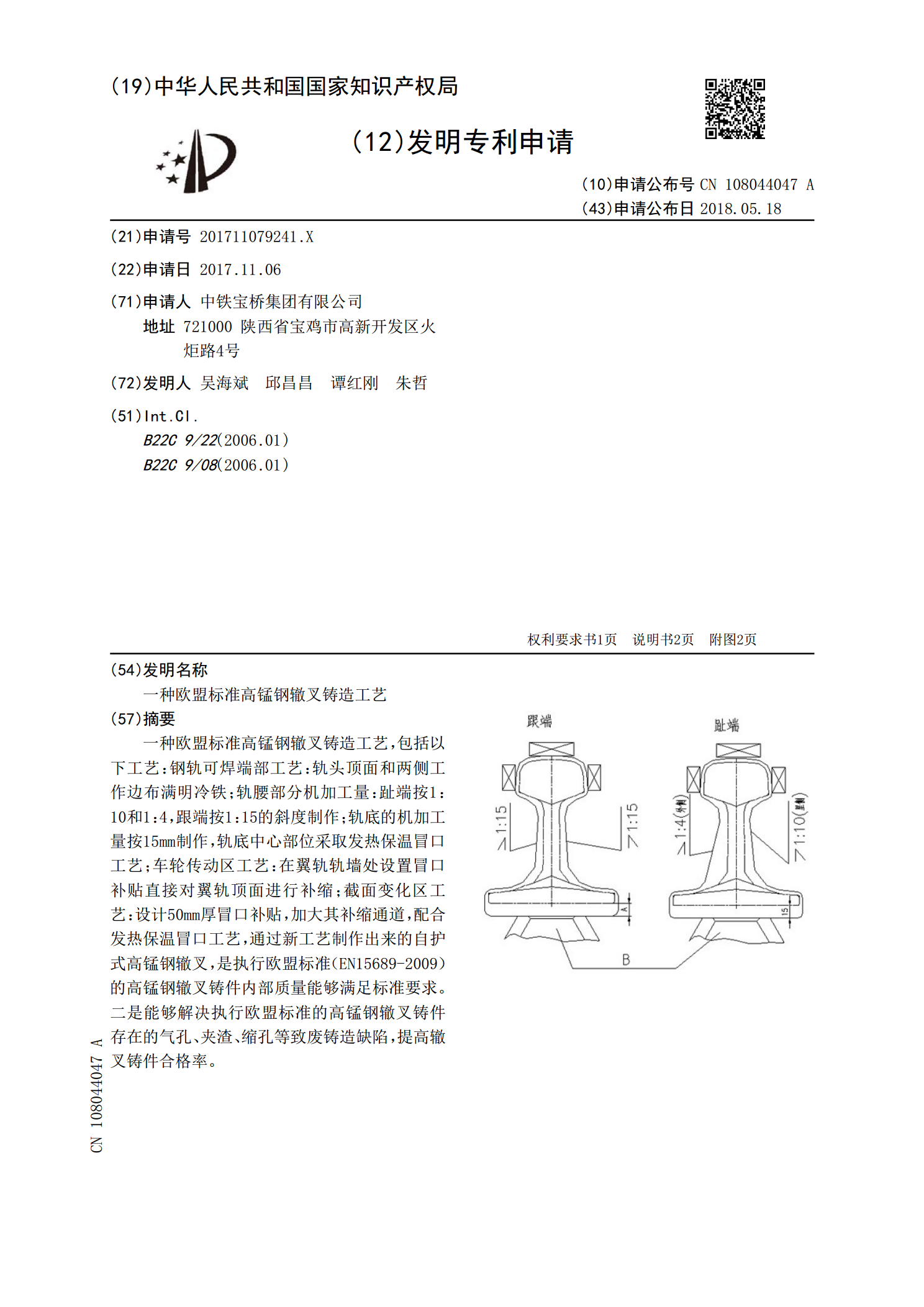
一种欧盟标准高锰钢辙叉铸造工艺,包括以下工艺:钢轨可焊端部工艺:轨头顶面和两侧工作边布满明冷铁;轨腰部分机加工量:趾端按1:10和1:4,跟端按1:15的斜度制作;轨底的机加工量按15mm制作,轨底中心部位采取发热保温冒口工艺;车轮传动区工艺:在翼轨轨墙处设置冒口补贴直接对翼轨顶面进行补缩;截面变化区工艺:设计50mm厚冒口补贴,加大其补缩通道,配合发热保温冒口工艺,通过新工艺制作出来的自护式高锰钢辙叉,是执行欧盟标准(EN15689‑2009)的高锰钢辙叉铸件内部质量能够满足标准要求。二是能够解决执行欧

梳子型高锰钢辙叉铸造工艺开发.docx
梳子型高锰钢辙叉铸造工艺开发梳子型高锰钢辙叉铸造工艺开发论文引言:梳子型高锰钢辙叉是农业机械领域中使用广泛的重要零件之一。由于其在工作时承受较大的冲击和载荷,因此对其材料和工艺要求较高。本论文将针对梳子型高锰钢辙叉的铸造工艺进行研究和开发,旨在提高其耐久性和性能,并且减少生产成本。本论文首先介绍了梳子型高锰钢辙叉的应用和重要性,然后详细探究了梳子型高锰钢的材料特性,并通过实验和模拟分析,提出了一种新的铸造工艺,以满足梳子型高锰钢辙叉的要求。最后,通过对该工艺的性能测试和优化,证明了该工艺的可行性和有效性。
高锰钢辙叉铸造型腔涂料喷涂工艺.pdf
本发明公开了一种高锰钢辙叉铸造型腔涂料喷涂工艺,包括以下步骤:a.喷涂:采用涂料将全型腔均匀喷涂一遍;b.刷涂:将轮缘槽从趾端爬坡开始至心轨50mm断面之间均匀手刷一遍;c.表面处理:用蘸有酒精的毛刷将轮缘槽轻刷一遍;上述工艺中所采用的涂料为:醇基镁砂快干涂料,该工艺有益效果:能够杜绝高锰钢辙叉铸件中,存在的重皮、冷隔等致废的铸造缺陷,每月能够节废约15根,产生经济价值8万元;能够控制铸件不良品的出现,该工艺可以很好的控制辙叉鱼尾上、下颚部位和工艺压台部位的粘砂缺陷,极大的提高了铸件表面质量。三是大幅降低

高锰钢组合辙叉心轨的铸造工艺与组织控制的开题报告.docx
高锰钢组合辙叉心轨的铸造工艺与组织控制的开题报告一、选题背景与意义:高锰钢是一种高强、高韧、高耐磨的特种钢材,具有良好的耐磨性、耐蚀性、抗疲劳性等优异性能,广泛应用于机械制造、矿山、冶金等行业。组合辙叉心轨是一种常用于铁路交通领域的连接器件,其使用寿命和安全性直接影响列车的行驶质量和旅客的出行安全。因此,研究高锰钢组合辙叉心轨的铸造工艺与组织控制,对于提高组合辙叉心轨的质量和抗疲劳性能,具有重要的意义。二、研究目的:本课题旨在探究高锰钢组合辙叉心轨的铸造工艺与组织控制,通过研究铸造工艺参数优化、热处理工艺

高锰钢辙叉的堆焊工艺.docx
高锰钢辙叉的堆焊工艺高锰钢辙叉的堆焊工艺摘要:高锰钢辙叉是一种常见的工程构件,其使用在机械设备的制造过程中扮演着重要的角色。然而,由于使用环境的复杂性和工作条件的恶劣性,辙叉的表面常常会受到磨损、冲击和腐蚀等因素的影响,导致辙叉的寿命缩短。因此,在实际应用中,辙叉的堆焊工艺成为了一项关键技术,旨在修复或加固磨损部位,延长辙叉的使用寿命。本文对高锰钢辙叉的堆焊工艺进行了深入研究与探索,包括选材、预处理、焊接参数以及后处理等方面,旨在为高锰钢辙叉的堆焊提供一定的指导和参考。关键词:高锰钢辙叉;堆焊工艺;选材;