
一种轮毂用高强度铝合金的制备方法.pdf

傲丝****账号


1/5
2/5
3/5

4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种轮毂用高强度铝合金的制备方法.pdf
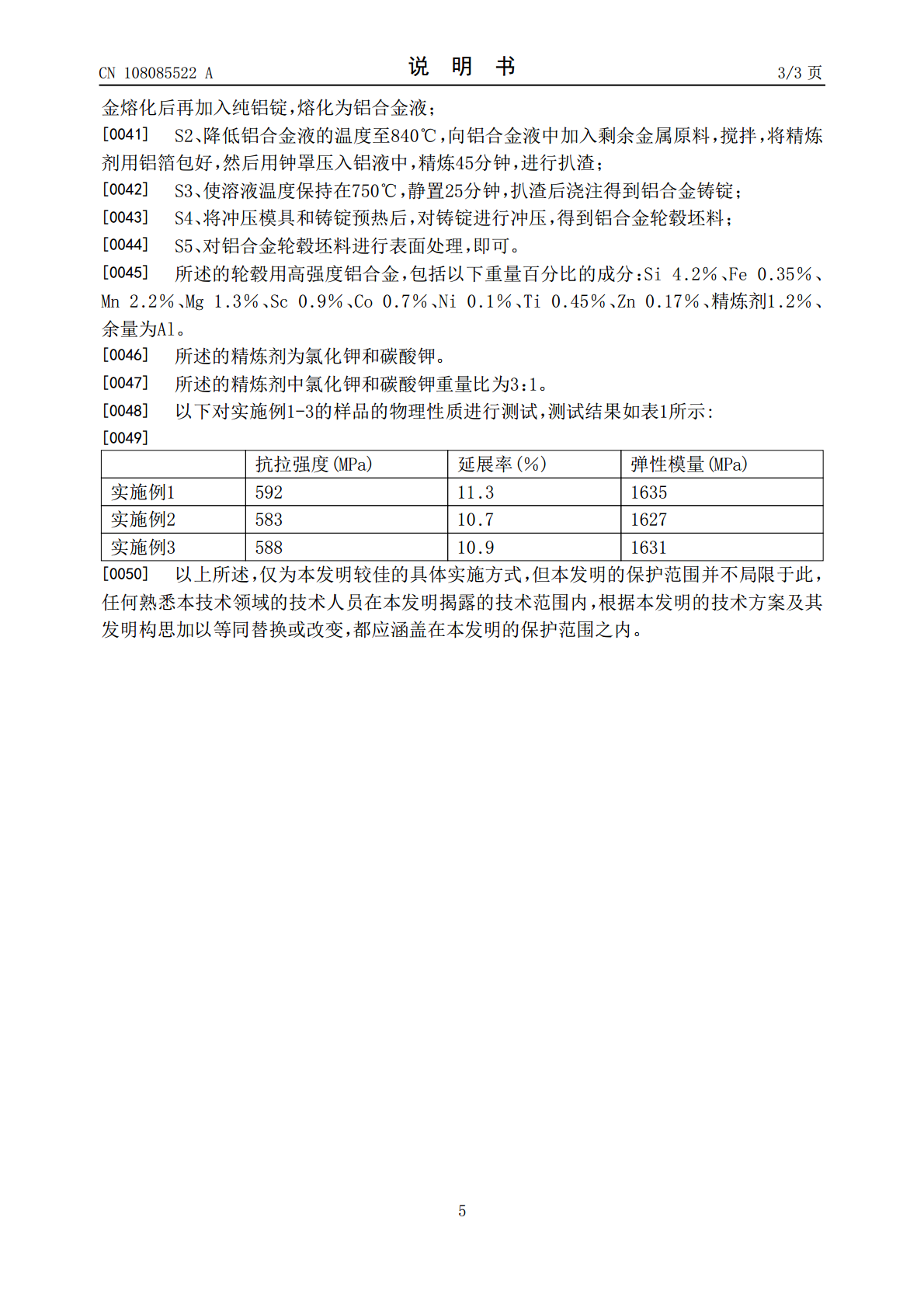
本发明公开了一种轮毂用高强度铝合金,包括以下重量百分比的成分:Si4.2‑4.8%、Fe0.15‑0.35%、Mn2.2‑2.6%、Mg0.8‑1.3%、Sc0.9‑1.5%、Co0.2‑0.7%、Ni0.1‑0.3%、Ti0.15‑0.45%、Zn0.17‑0.25%、精炼剂1.2‑2%、余量为Al。本发明的轮毂用高强度铝合金,通过在合金中添加Sc、Co、Zn等元素,显著提高了铝合金的强度;再结合后续的表面处理工序,得到的铝合金型材具有非常好的强度和耐腐蚀性能,符合轮毂的要求。
一种高强度铝合金汽车轮毂制备方法.pdf
本发明公开了一种高强度铝合金汽车轮毂制备方法,包括有以下工艺步骤:选择如下配比的重量份原料:铬铝钴合金5-7份、镍铝合金8-10份、废铝材40-46份、石墨2-3份,将上述原料熔化成铝液经过脱硫处理后,将铝液转入中频感应电炉中继续熔炼并保温,再向其中加入为该铝液重量1.5~1.8%的球化剂,在倒包过程中再加入为该铝液重量0.5~1.1%的硅钡孕育剂进行孕育处理,球化和孕育处理的温度为650~720℃,得到球化处理和孕育处理后的铝液,本发明铸造性能好,提高了导电性、导热性、强度和韧性,以及抗腐蚀性,焊接性能
高强度铝合金汽车轮毂的制备方法.pdf
本发明公开了一种高强度铝合金汽车轮毂,按重量份包括95‑97份铝、1‑1.5份镁、0.2‑0.5份铬、0.5‑0.8份锌、0.05‑0.1份锡、0.5‑0.8份铁、1‑2份高强度纳米粉末,其中所述高强度纳米粉末按重量份包括50‑70份石墨烯、10‑15份碳化硅、5‑8份四氟化硅、2‑5份氮化硼、1‑3份稀土粉末。本发明得到的一种高强度铝合金汽车轮毂的制备方法,该种铝合金汽车轮毂的机械强度高,尤其是抗冲击性能优越,有效地克服了现有技术中铝合金质轮毂耐用性差的缺陷,进而提高了铝合金质轮毂的适用性。另外,该制备

高强度铝合金汽车轮毂及其制备方法.pdf
本发明公开了一种高强度铝合金汽车轮毂及其制备方法,该方法包括:1)将铝、镁、铬、锌、钯和锑于850‑950℃下进行第一热处理,接着向体系中通入惰性气体,然后将体系冷却至660‑680℃以制得第一金属液的工序;2)将锡、银、铁、钼和钇于1150‑1200℃下进行第二热处理以制得第二金属液的工序;3)将第二金属液加入至第一金属液中,并且将混合体系的温度调节至960‑1000℃以进行熔炼,然后向混合体系中加入打渣剂进行打渣处理;4)将打渣处理后的混合体系进行压铸成型、冷却以制得高强度铝合金汽车轮毂的工序。通过该

一种耐高温高强度铝合金轮毂材料的制备方法.pdf
本发明公开了一种耐高温高强度铝合金轮毂材料的制备方法。其主要通过两种配方配比不同的合金液雾化得到的铝合金粉依次进行球磨混料,冷等静压成形,热挤压,热处理等步骤制作而成。本发明制得的铝合金轮毂材料热稳定性优异,在高温条件下仍具有较高的机械强度和尺寸稳定性,能够有效解决常规铝合金轮毂材料遇高温易变形、易氧化等现象,大大提高了汽车轮毂的使用寿命。