
砂轮及其制备方法.pdf

一吃****永贺

1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
砂轮及其制备方法.pdf
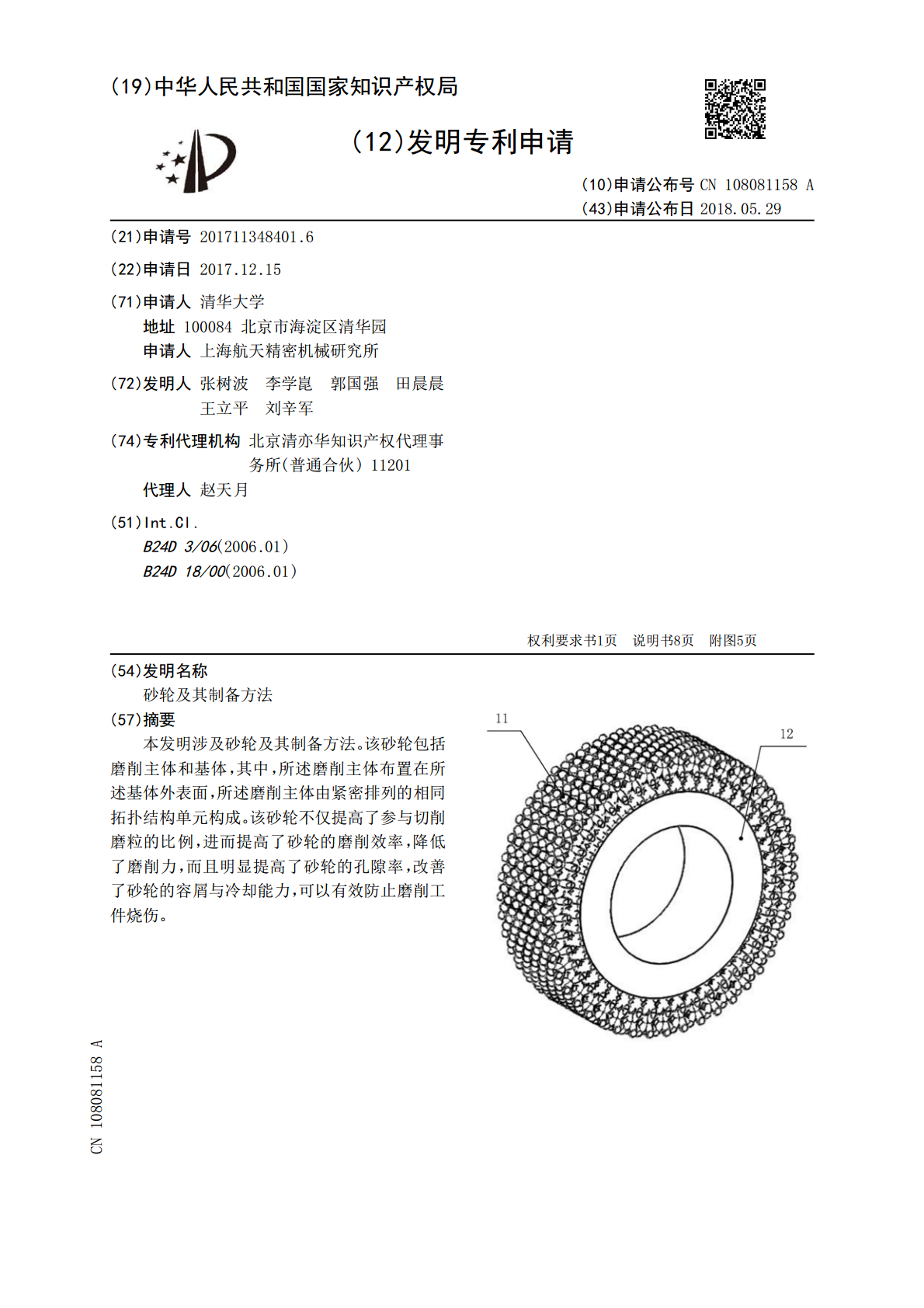
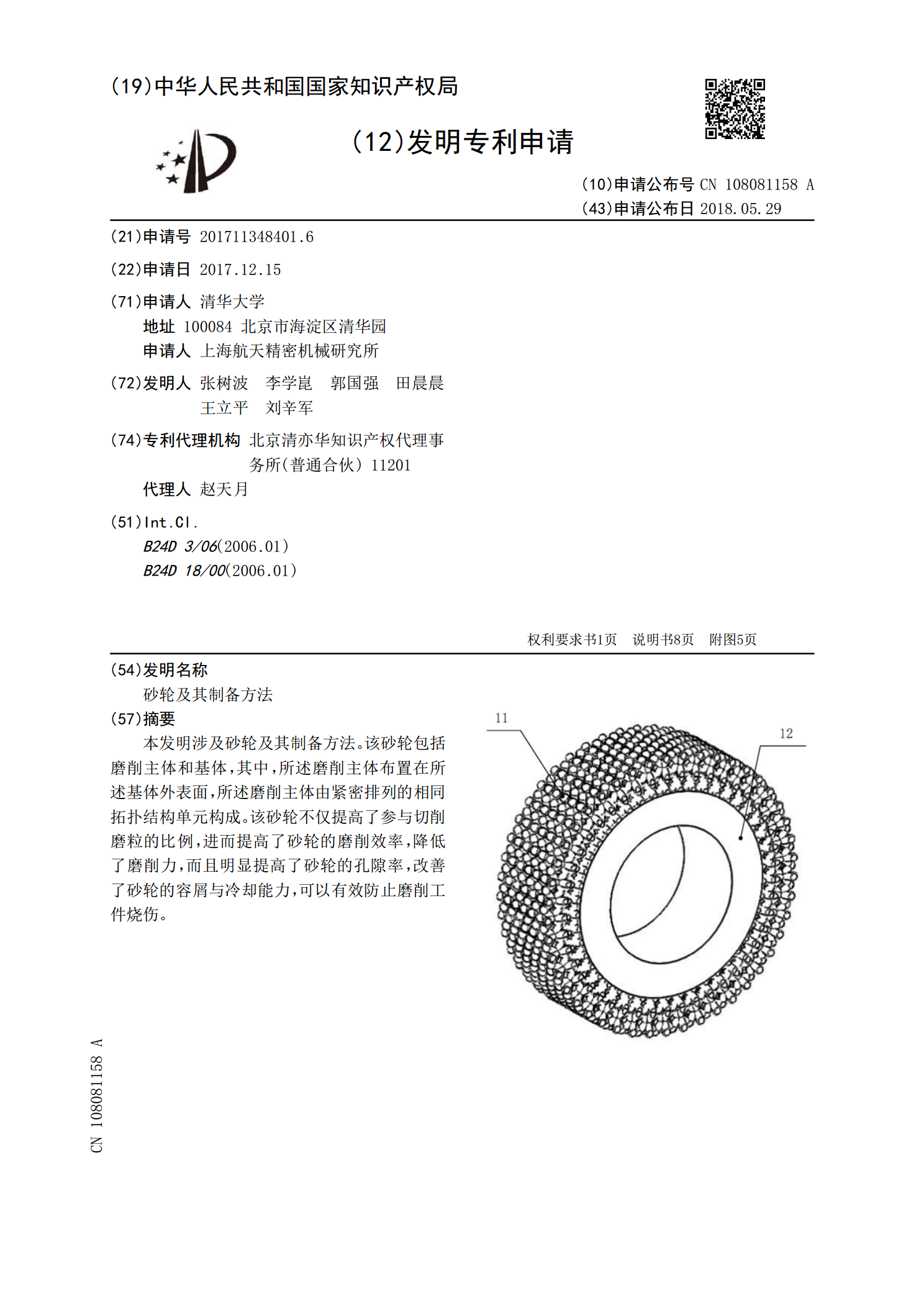
本发明涉及砂轮及其制备方法。该砂轮包括磨削主体和基体,其中,所述磨削主体布置在所述基体外表面,所述磨削主体由紧密排列的相同拓扑结构单元构成。该砂轮不仅提高了参与切削磨粒的比例,进而提高了砂轮的磨削效率,降低了磨削力,而且明显提高了砂轮的孔隙率,改善了砂轮的容屑与冷却能力,可以有效防止磨削工件烧伤。

粘结砂轮及其制备方法.pdf
一种粘结砂轮,其包括保留在第一有机粘结剂中的可磁化磨料颗粒。粘结砂轮具有邻近中心毂的中心部分、外圆周和延伸穿过中心毂的旋转轴。大部分可磁化磨料颗粒基本上平行于旋转轴。还公开了一种制造粘结砂轮的方法。

粘结砂轮及其制备方法.pdf
本发明公开了一种粘结砂轮,所述粘结砂轮包括保留在有机粘结剂中的可磁化磨料颗粒。所述粘结砂轮有邻近中心毂的中心部分、外圆周和延伸穿过所述中心毂的旋转轴。与所述中心毂相邻的所述可磁化磨料颗粒相对于所述旋转轴以小于35度的平均角度对齐,并且与所述粘结砂轮的所述外圆周相邻的所述可磁化磨料颗粒相对于所述旋转轴以包括端值在内的35度至90度的平均角度对齐。还公开了制备粘结砂轮的方法。
一种砂轮用添加剂及其制备方法、砂轮及其制备方法.pdf
本发明涉及一种砂轮用添加剂及其制备方法、砂轮及其制备方法,属于磨料磨具领域。本发明的砂轮用添加剂包括沸石以及负载在沸石表面的铜,铜的质量为砂轮用添加剂质量的0.5%‑12%,其制备方法为将沸石在硫酸铜溶液中浸泡,固液分离、干燥,将干燥后的沸石再经氢气还原即得。本发明的添加剂可以提高金刚石磨具的自锐性、加工效率、磨削性能等。

重负荷砂轮及其制备方法.pdf
本发明公开了一种重负荷砂轮,其组分按重量百分比计量的烧结刚玉、锆刚玉、棕刚玉、偶联剂、酚醛树脂粉、弹性聚氯乙烯粉、冰晶石粉、轻质碳酸钙微粉和浸胶短切玻璃纤维,制备采用热压成型工艺。本发明组分中的弹性聚氯乙烯树脂粉混在磨料之中,提高砂轮韧性和减振作用,大大减小爆片的可能性。另一方面弹性聚氯乙烯具有优异的阻燃作用,降低磨削热对酚醛树脂的烧蚀,改善酚醛树脂对磨料的粘结力,提高砂轮的磨削比。组分中利用偶联剂对磨料表面改性,使有机树脂与无机磨料之间的界面结合力更强,提升砂轮的回转强度。另外,本发明采用浸胶短切玻璃纤