
一种大批量制造铸造砂型的3D打印设备.pdf

骊蓉****23

1/6

2/6
3/6
4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种大批量制造铸造砂型的3D打印设备.pdf
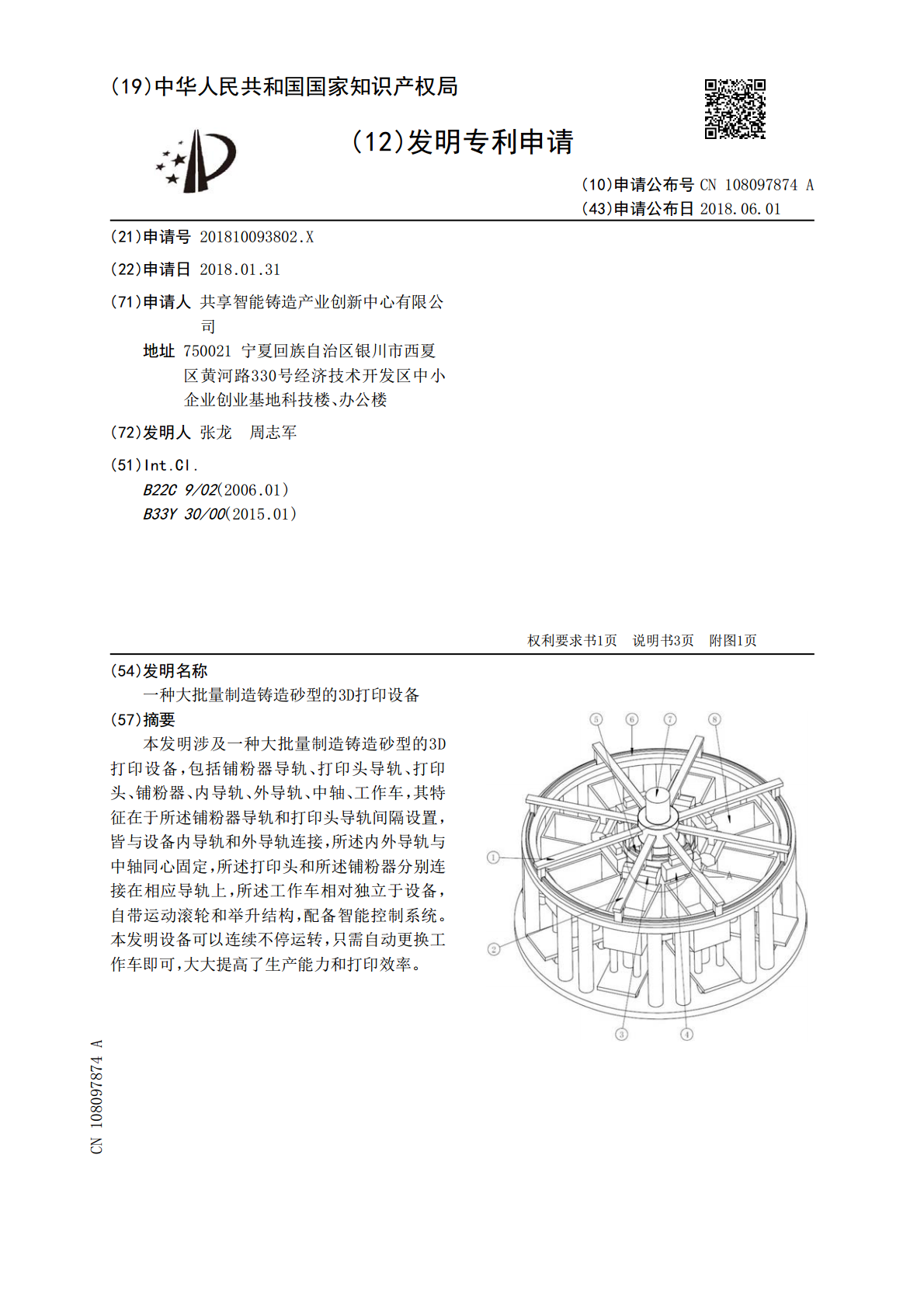
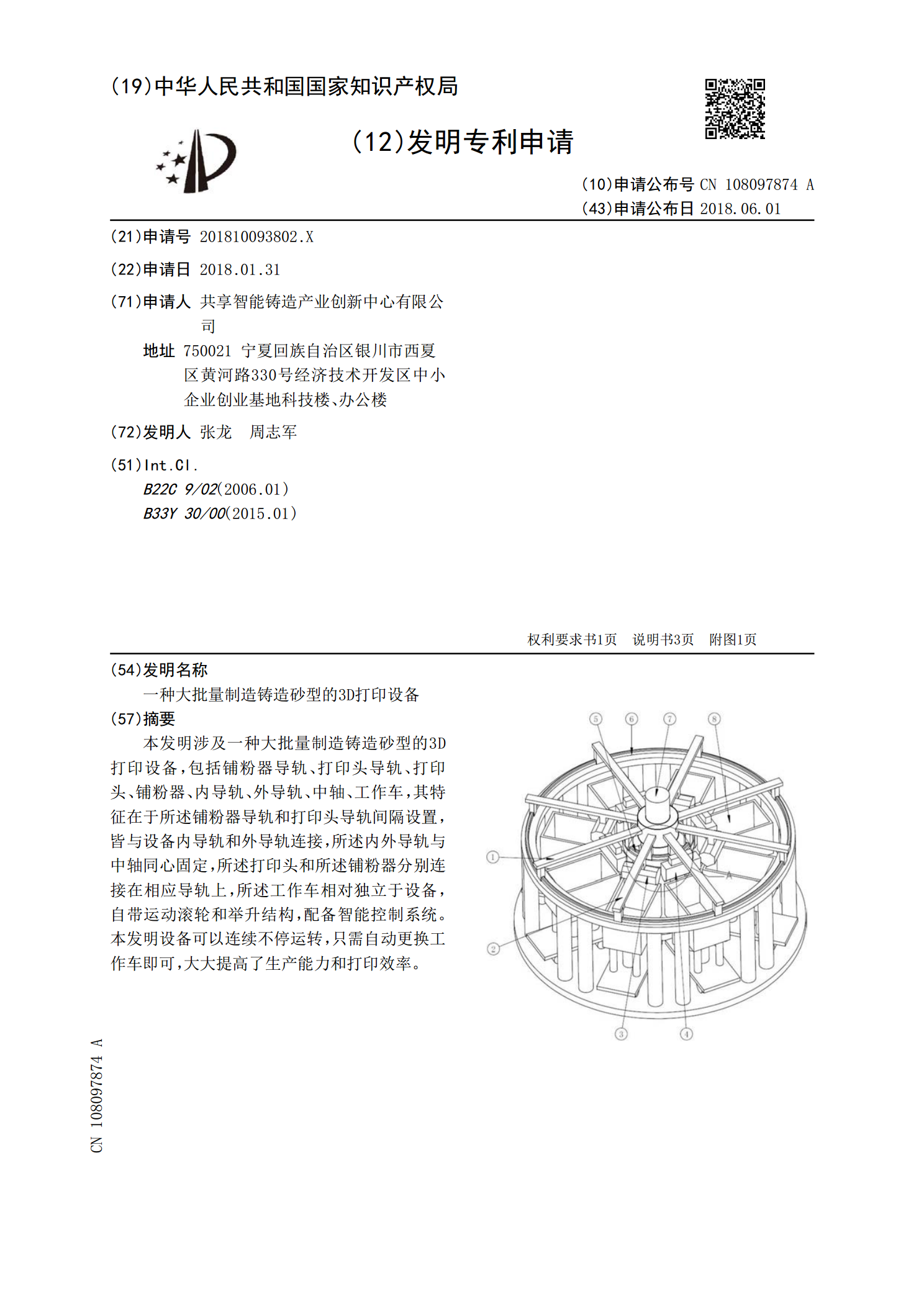
本发明涉及一种大批量制造铸造砂型的3D打印设备,包括铺粉器导轨、打印头导轨、打印头、铺粉器、内导轨、外导轨、中轴、工作车,其特征在于所述铺粉器导轨和打印头导轨间隔设置,皆与设备内导轨和外导轨连接,所述内外导轨与中轴同心固定,所述打印头和所述铺粉器分别连接在相应导轨上,所述工作车相对独立于设备,自带运动滚轮和举升结构,配备智能控制系统。本发明设备可以连续不停运转,只需自动更换工作车即可,大大提高了生产能力和打印效率。

3D打印砂型在铸造中的应用.docx
3D打印砂型在铸造中的应用3D打印砂型在铸造中的应用摘要随着科技的不断进步,3D打印技术在各个领域得到了广泛的应用。特别是在铸造行业,3D打印砂型已经成为一种常见的工艺,取代了传统的铸造砂型制造方法。本文将探讨3D打印砂型在铸造中的应用,包括其优势、技术挑战以及未来发展方向。1.引言铸造是一种古老而广泛应用的制造工艺,有着重要的地位。传统的铸造过程需要通过制作砂型来塑造金属件的形状。然而,传统的砂型制造方法存在一些局限性,如制作周期长、效率低、成本高等。3D打印技术的出现为铸造行业带来了新的机遇,3D打印
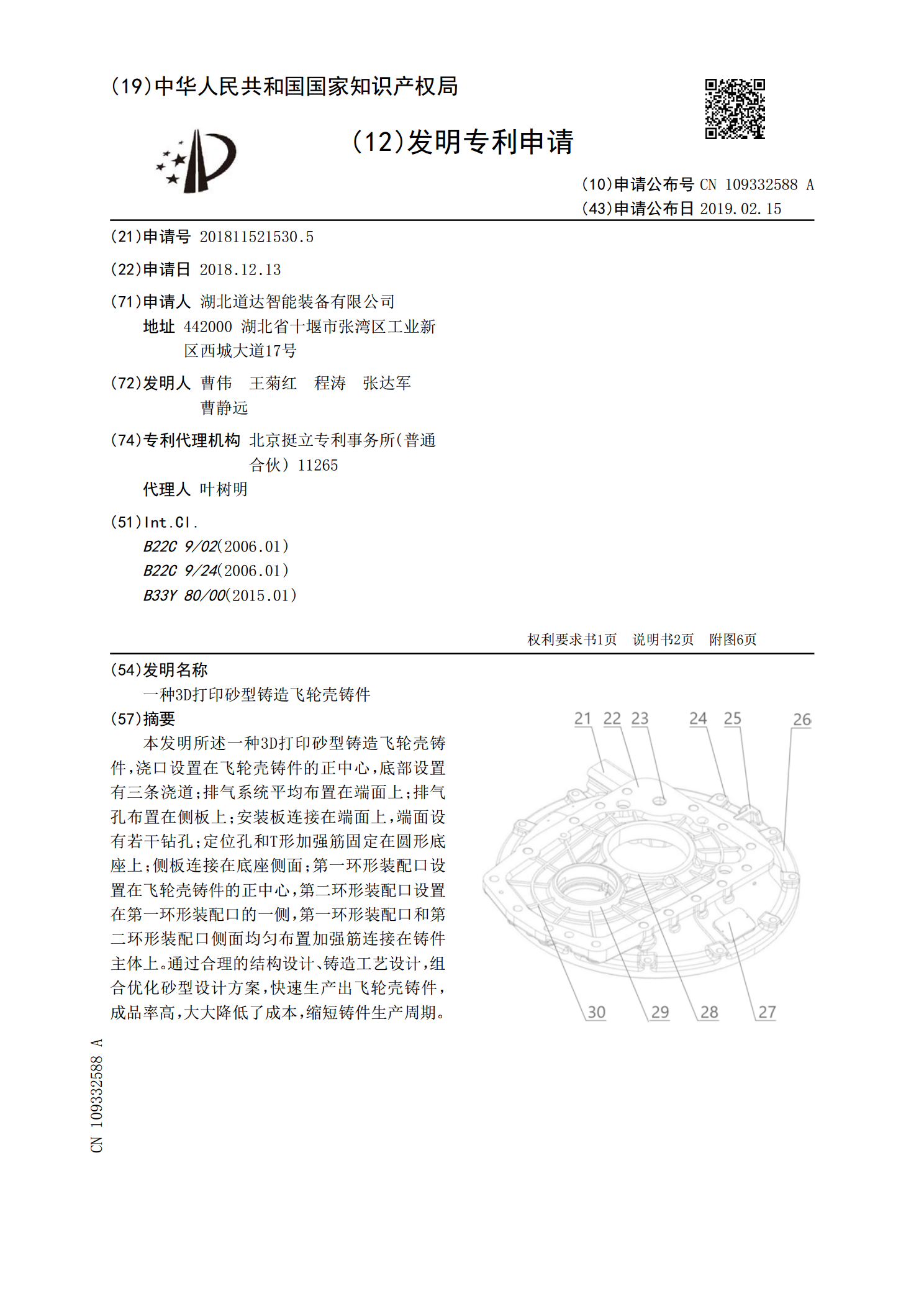
一种3D打印砂型铸造飞轮壳铸件.pdf
本发明所述一种3D打印砂型铸造飞轮壳铸件,浇口设置在飞轮壳铸件的正中心,底部设置有三条浇道;排气系统平均布置在端面上;排气孔布置在侧板上;安装板连接在端面上,端面设有若干钻孔;定位孔和T形加强筋固定在圆形底座上;侧板连接在底座侧面;第一环形装配口设置在飞轮壳铸件的正中心,第二环形装配口设置在第一环形装配口的一侧,第一环形装配口和第二环形装配口侧面均匀布置加强筋连接在铸件主体上。通过合理的结构设计、铸造工艺设计,组合优化砂型设计方案,快速生产出飞轮壳铸件,成品率高,大大降低了成本,缩短铸件生产周期。
铸造砂型3D打印技术应用及展望.pptx
汇报人:/目录0102技术原理及发展历程技术优势及应用领域国内外发展现状03航空航天领域应用汽车工业领域应用船舶工业领域应用能源装备领域应用04技术瓶颈及挑战关键技术问题及解决方案技术创新与突破方向05技术发展趋势产业前景及市场潜力对未来制造业的影响及展望汇报人:
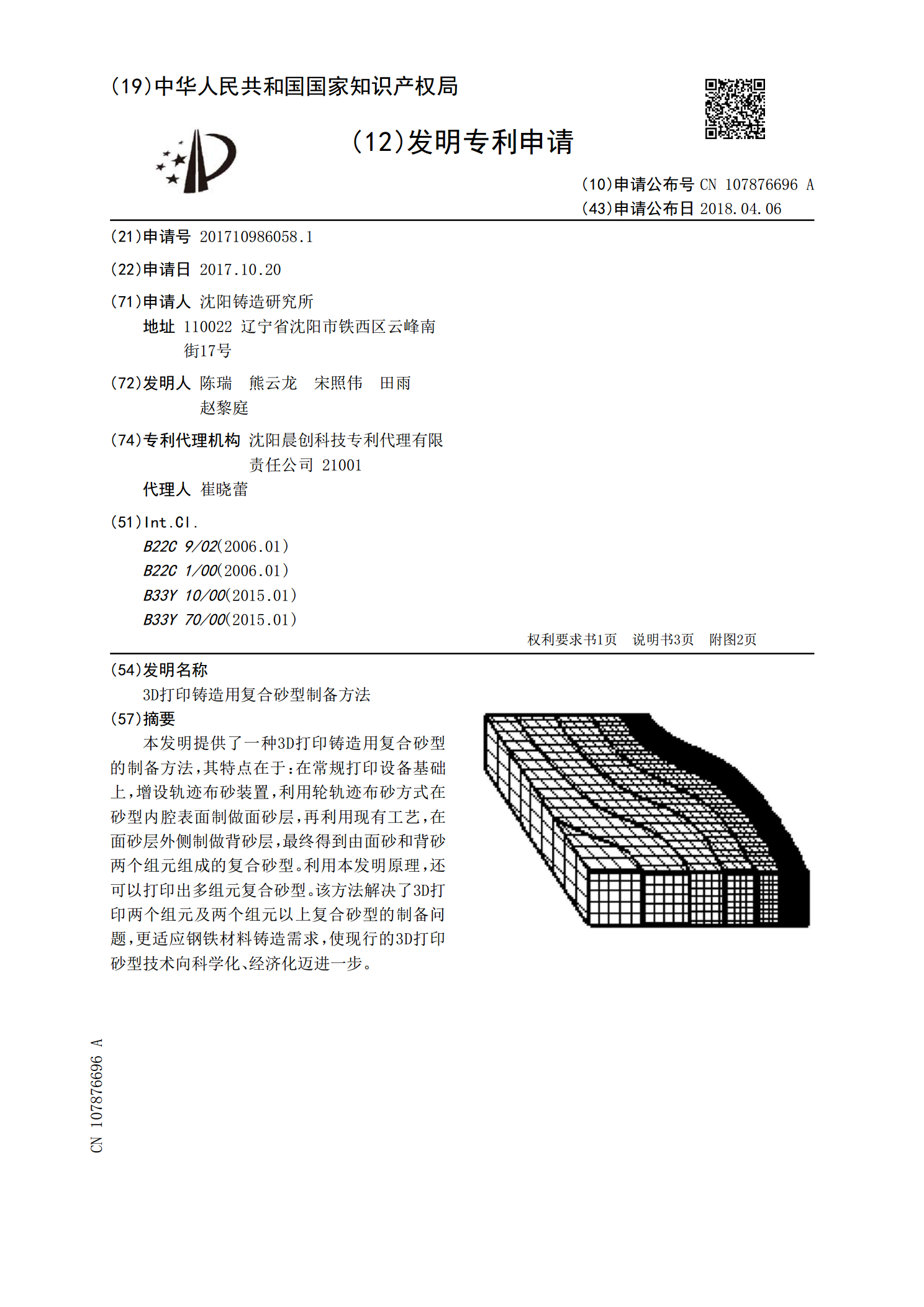
3D打印铸造用复合砂型制备方法.pdf
本发明提供了一种3D打印铸造用复合砂型的制备方法,其特点在于:在常规打印设备基础上,增设轨迹布砂装置,利用轮轨迹布砂方式在砂型内腔表面制做面砂层,再利用现有工艺,在面砂层外侧制做背砂层,最终得到由面砂和背砂两个组元组成的复合砂型。利用本发明原理,还可以打印出多组元复合砂型。该方法解决了3D打印两个组元及两个组元以上复合砂型的制备问题,更适应钢铁材料铸造需求,使现行的3D打印砂型技术向科学化、经济化迈进一步。