
回转轴双头中心孔立式研磨机.pdf

冬易****娘子


1/9
2/9
3/9
4/9

5/9
6/9
7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
回转轴双头中心孔立式研磨机.pdf
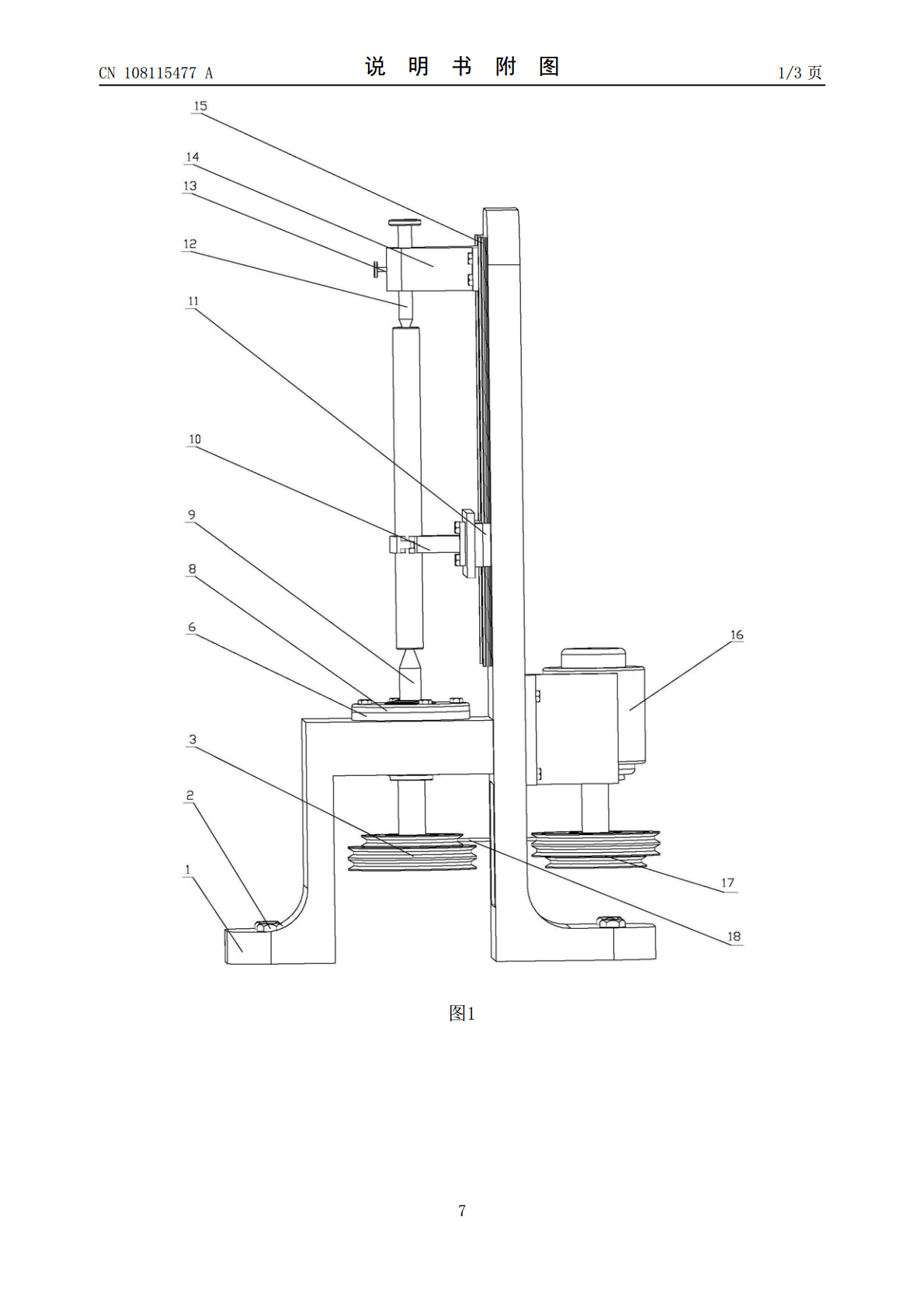
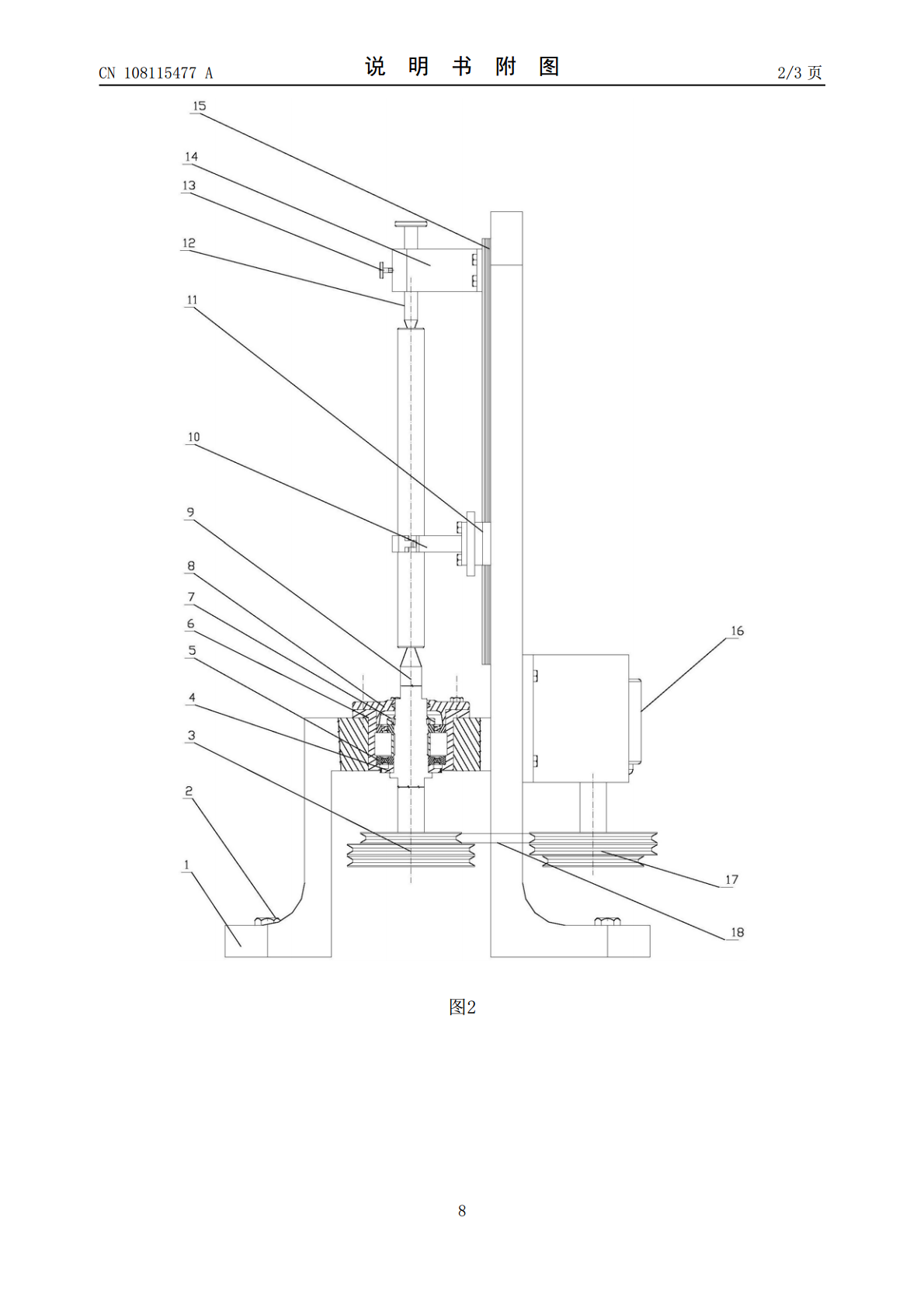
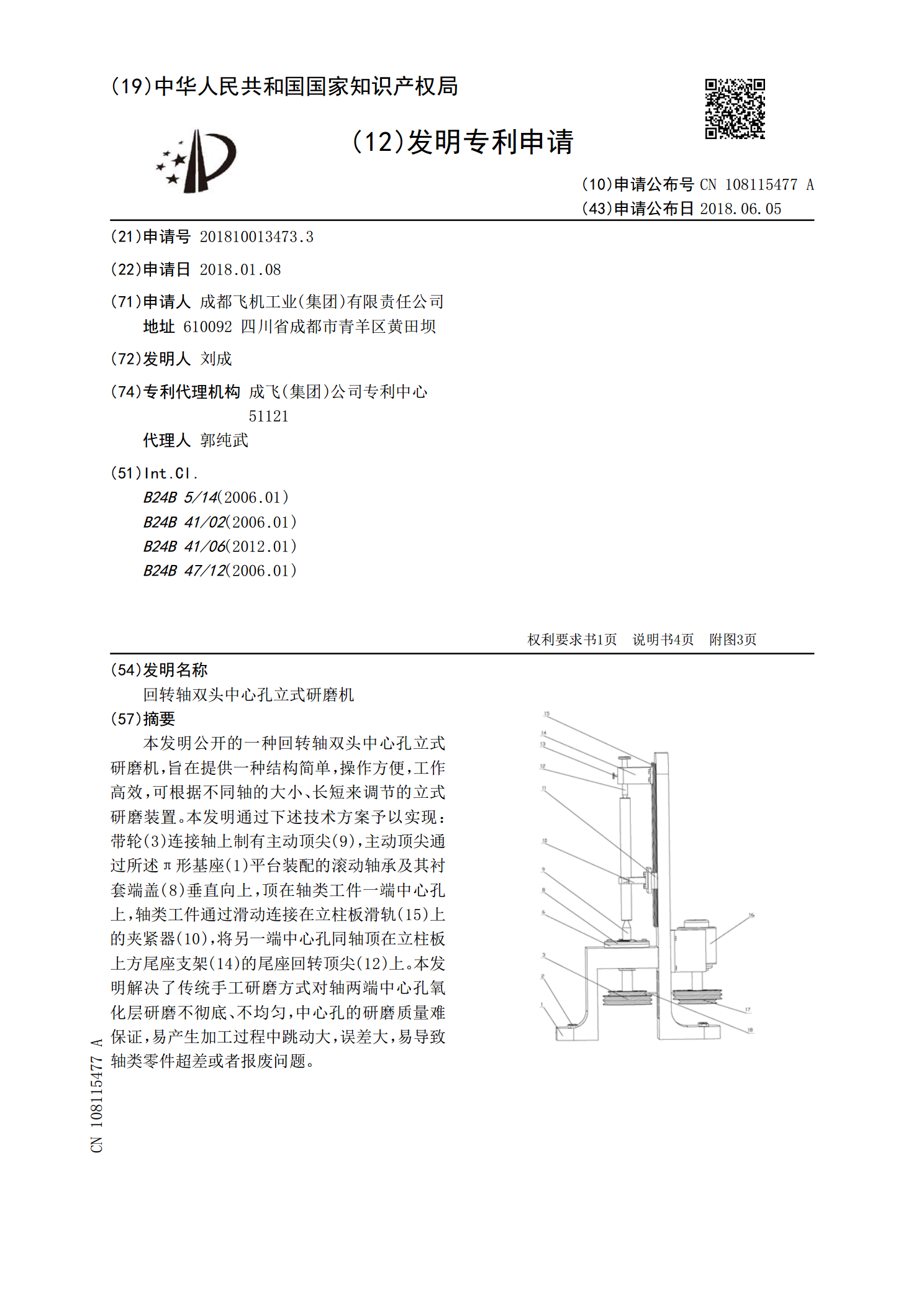
本发明公开的一种回转轴双头中心孔立式研磨机,旨在提供一种结构简单,操作方便,工作高效,可根据不同轴的大小、长短来调节的立式研磨装置。本发明通过下述技术方案予以实现:带轮(3)连接轴上制有主动顶尖(9),主动顶尖通过所述π形基座(1)平台装配的滚动轴承及其衬套端盖(8)垂直向上,顶在轴类工件一端中心孔上,轴类工件通过滑动连接在立柱板滑轨(15)上的夹紧器(10),将另一端中心孔同轴顶在立柱板上方尾座支架(14)的尾座回转顶尖(12)上。本发明解决了传统手工研磨方式对轴两端中心孔氧化层研磨不彻底、不均匀,中心

立式中心孔研磨机.pdf
本发明公开了一种立式中心孔研磨机,包括机床、夹头、砂轮和尾座,所述机床包括底座、所述底座上设置有立柱,所述立柱上设置有驱动装置,所述夹头与所述驱动装置的输出轴连接,所述砂轮与所述夹头连接,所述尾座设置于所述机床的底座上,其中,当研磨顶尖孔时,研磨工件置于所述砂轮与所述尾座之间,所述砂轮的角度与待研磨工件中心孔的角度匹配。该立式中心孔研磨机结构简单,能够快速研磨工件,研磨效率高,成本低。
立式双头双刀铣床加工中心.pdf
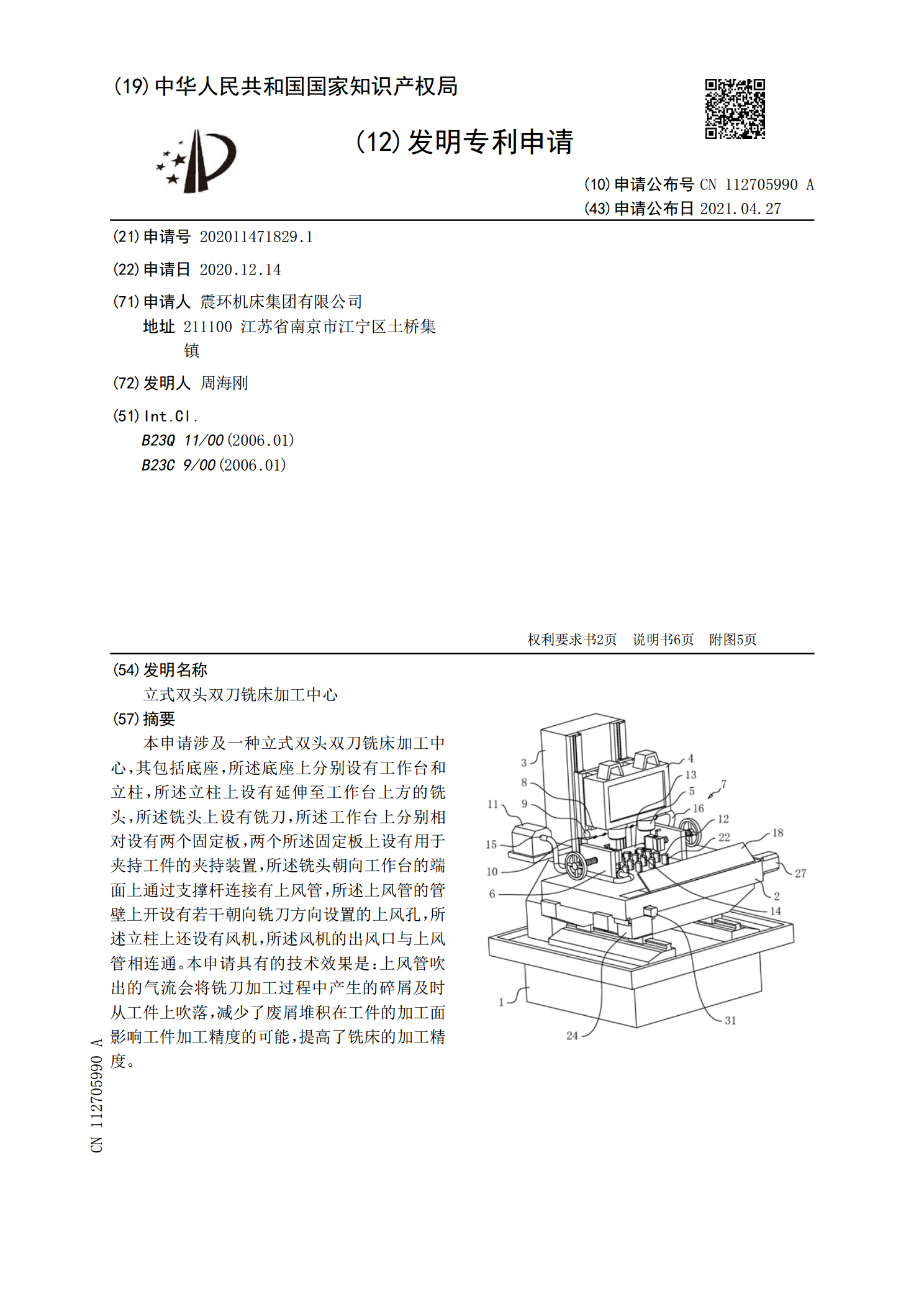
本申请涉及一种立式双头双刀铣床加工中心,其包括底座,所述底座上分别设有工作台和立柱,所述立柱上设有延伸至工作台上方的铣头,所述铣头上设有铣刀,所述工作台上分别相对设有两个固定板,两个所述固定板上设有用于夹持工件的夹持装置,所述铣头朝向工作台的端面上通过支撑杆连接有上风管,所述上风管的管壁上开设有若干朝向铣刀方向设置的上风孔,所述立柱上还设有风机,所述风机的出风口与上风管相连通。本申请具有的技术效果是:上风管吹出的气流会将铣刀加工过程中产生的碎屑及时从工件上吹落,减少了废屑堆积在工件的加工面影响工件加工精度

双头研磨机.pdf
本发明涉及一种双头研磨机,包括底座、第一磨头、第二磨头,所述的第一磨头安装有第一砂轮,所述的第二磨头安装有第二砂轮,所述的第一磨头、第二磨头平行安装在底座上。与现有技术相比,本发明具有加工精度高、生产效率高、利于推广等优点。

立式双头台钻.pdf
本发明公开了一种立式双头台钻,包括台钻本体和自动进料机构;台钻本体包括双钻机构和升降机构;双钻机构包括安装盘、转动设置在安装盘中心处的主轴、固定在主轴上的驱动轮、转动设置在安装盘上的第一传动轴、固定设置在第一传动轴上端的第一从动轮、设置在第一传动轴下端的第一钻头、转动设置在安装盘上的第二传动轴、固定设置在第二传动轴上端的第二从动轮和设置在第二传动轴下端的第二钻头;主轴、第一传动轴和第二传动轴均沿铅垂线方向设置;主轴通过驱动轮同步带动第一从动轮和第二从动轮转动,进而同步带动第一钻头和第二钻头转动。本发明可以