
一种卡套式液压管接头的加工工艺.pdf

猫巷****松臣


1/5

2/5
3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种卡套式液压管接头的加工工艺.pdf
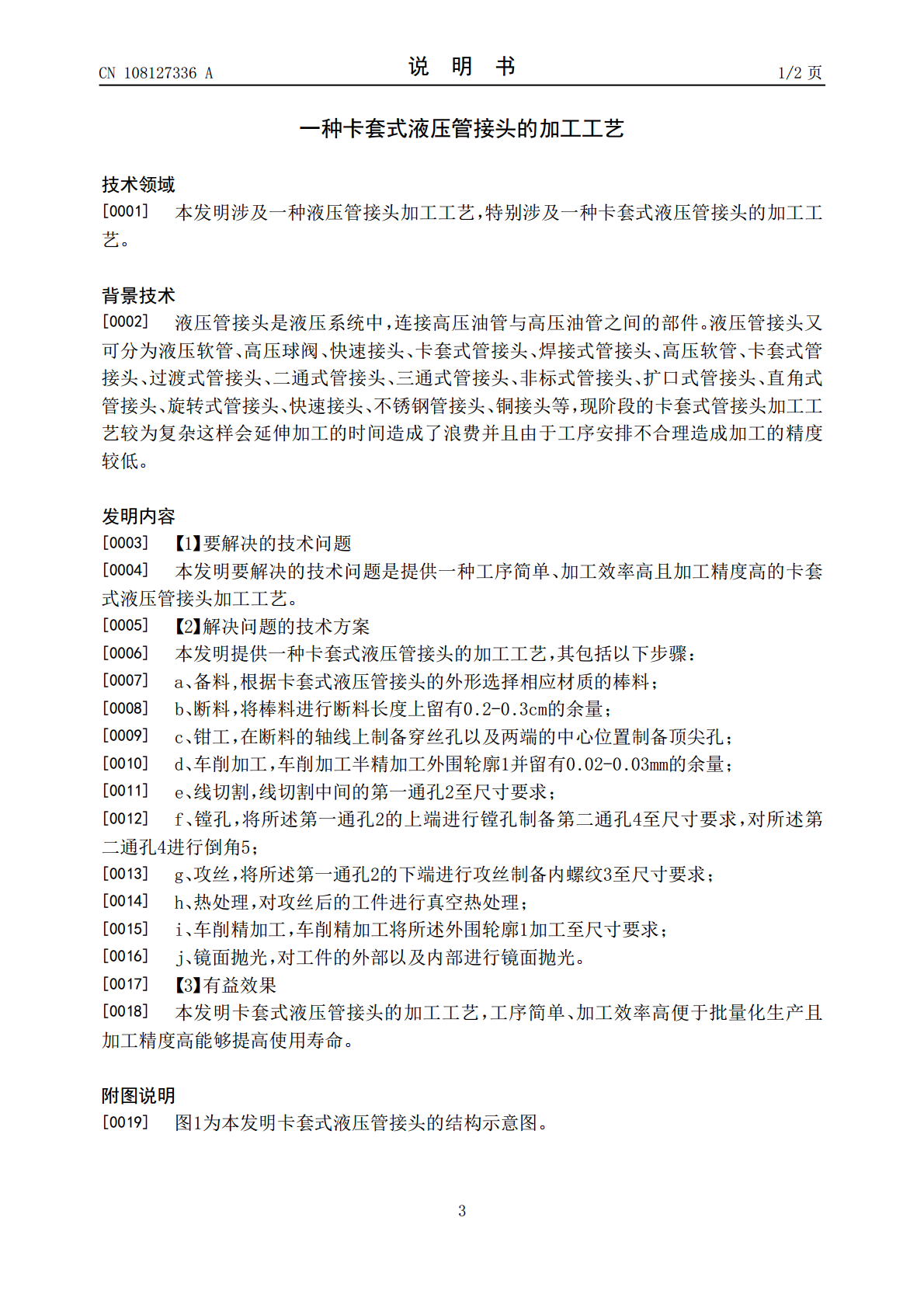
本发明提供一种卡套式液压管接头的加工工艺,包括以下步骤a、备料,选择相应材质的棒料;b、断料,将棒料进行断料长度上留有0.2‑0.3cm的余量;c、钳工,在断料上制备穿丝孔以及顶尖孔;d、车削加工,车削加工半精加工外围轮廓并留有余量;e、线切割,线切割中间的第一通孔;f、镗孔,将第一通孔的上端进行镗孔制备第二通孔,对第二通孔进行倒角;g、攻丝,将第一通孔的下端进行攻丝制备内螺纹;h、热处理,对攻丝后的工件进行真空热处理;i、车削精加工,车削精加工将外围轮廓加工至尺寸要求;j、镜面抛光,对工件进行镜面抛光。

一种卡套式液压管接头.pdf
本发明公开了一种卡套式液压管接头,包括液压管,所述液压管的外表面设置有传送孔,所述传送孔的外表面安装有转动管,所述转动管的内侧设置有延伸孔,所述转动管的两端均安装有橡胶垫圈,所述橡胶垫圈的两端均安装有连接管,所述连接管的一端安装有紧固螺栓。本发明通过安装液压管与紧固螺栓的配合,使得该装置通过紧固螺栓实现锁紧牢固,通过安装紧固螺栓与连接管的配合,使得该装置的密封性提高,通过安装旋钮与球阀的配合,通过旋转旋钮,实现对液压管的封闭,进行维修或者检修,使得该装置拥有安全阻断功能,通过安装连接管与橡胶垫圈的配合,通

一种液压管接头的加工工艺.pdf
本发明提供一种液压管接头的加工工艺,包括以下步骤a、备料,根据液压管接头的外形以及尺寸选择相应的棒料;b、断料,根据液压管接头的长度尺寸进行断料,长度方向留有0.2‑0.3mm的余量;c、钳工,在断料的轴线上制备顶尖孔并且在两端面上制备顶尖孔;d、车削加工,车削加工半精加工外围并留有0.02‑0.03mm的余量;e、热处理,对半精加工的工件进行调质处理;f、车削精加工,将工件的外围以及两端面加工至尺寸要求;g、线切割,线切割加工工件的内部通孔;h、镜面抛光,对工件的外部以及内部进行镜面抛光。本发明液压管接

一种卡套式铰接式管接头.pdf
本发明提供的一种卡套式铰接式管接头,铰接体、内六角螺塞、外六角螺塞、尖角密封垫圈,所述铰接体上连接有内六角螺塞,所述铰接体上连接有外六角螺塞,所述内六角螺塞在外六角螺塞的左侧,所述内六角螺塞上连接有尖角密封垫圈,所述尖角密封垫圈的右侧连接有铰接体,可用于管道连接。

卡套式管接头装配工艺流程.doc
卡套式管接头装配工艺流程卡套式管接头由三部分组成:接头体、卡套、螺母。当卡套与螺母套在钢管上插入接头体后,旋紧螺母时,卡套前端外侧与接头体锥面贴合,内刃均匀地咬入无缝钢管,形成有效密封(见下图)。所有零件均符合DIN2353/DINENISO8434,钢管符合DIN2391标准。为有效解决传统卡套接头装配中得过拧、连接下沉、后续泄露等缺陷,提高密封效率,现规定卡套式管接头得装配工艺步骤:1、下料根据所需得长度垂直锯下钢管。相对于钢管轴线允许有1/2°偏差。请勿使用切管器或切割轮,因为会导致严重得毛刺与切偏