
一种冷填丝搅拌摩擦焊接机构及焊接方法.pdf

努力****恨风

1/5
2/5
3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种冷填丝搅拌摩擦焊接机构及焊接方法.pdf
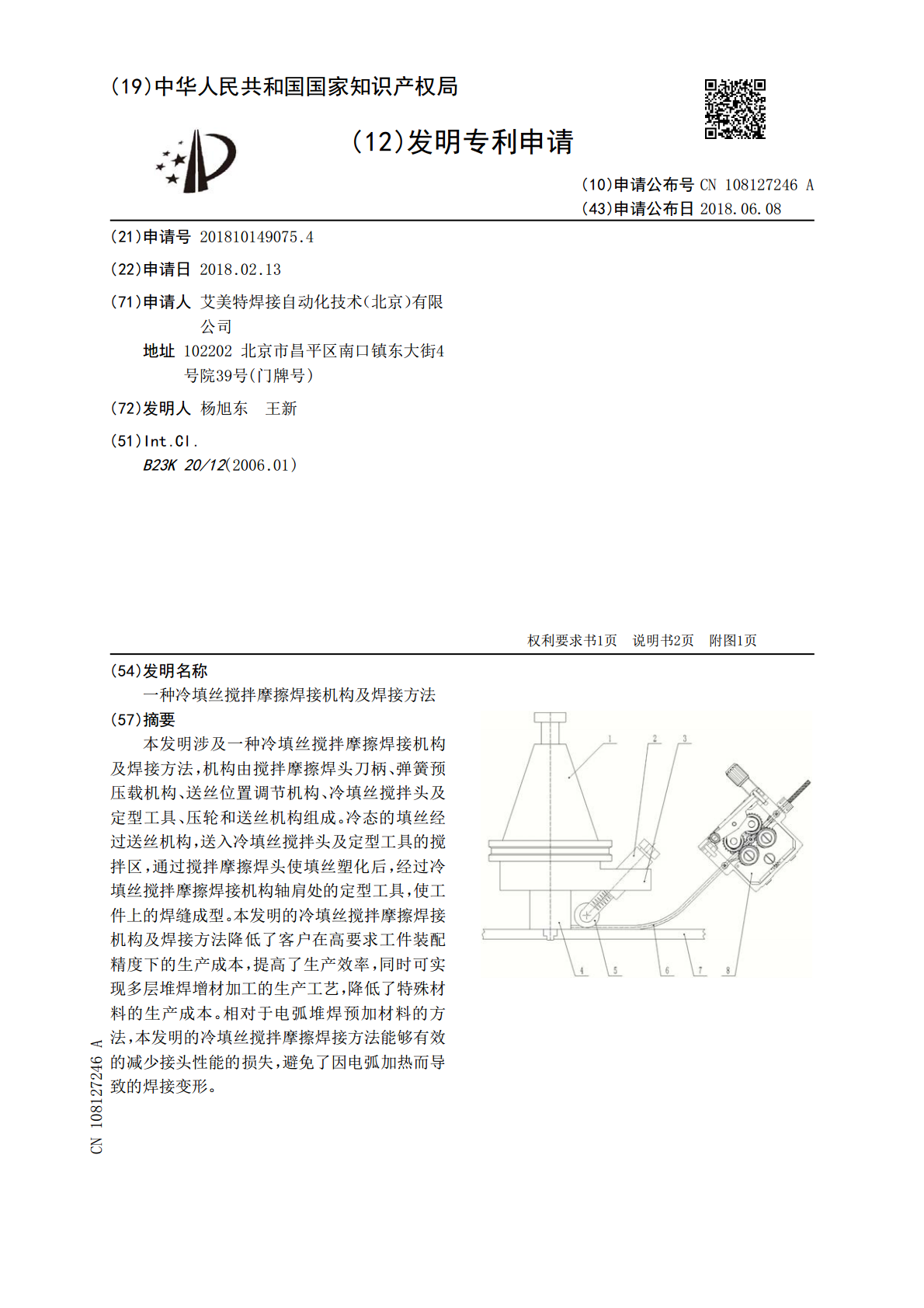
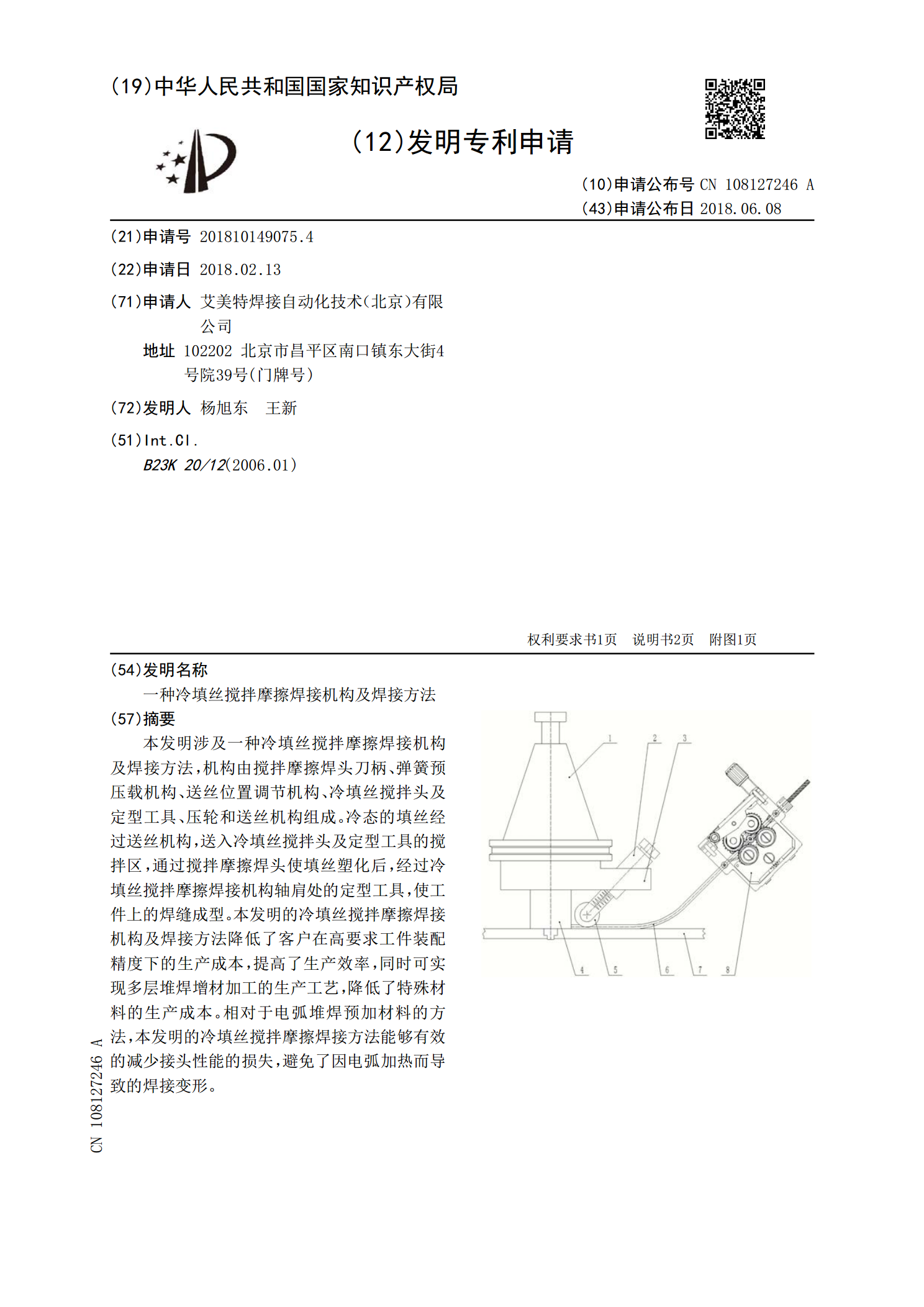
本发明涉及一种冷填丝搅拌摩擦焊接机构及焊接方法,机构由搅拌摩擦焊头刀柄、弹簧预压载机构、送丝位置调节机构、冷填丝搅拌头及定型工具、压轮和送丝机构组成。冷态的填丝经过送丝机构,送入冷填丝搅拌头及定型工具的搅拌区,通过搅拌摩擦焊头使填丝塑化后,经过冷填丝搅拌摩擦焊接机构轴肩处的定型工具,使工件上的焊缝成型。本发明的冷填丝搅拌摩擦焊接机构及焊接方法降低了客户在高要求工件装配精度下的生产成本,提高了生产效率,同时可实现多层堆焊增材加工的生产工艺,降低了特殊材料的生产成本。相对于电弧堆焊预加材料的方法,本发明的冷填
一种搅拌摩擦焊接装置及焊接方法.pdf
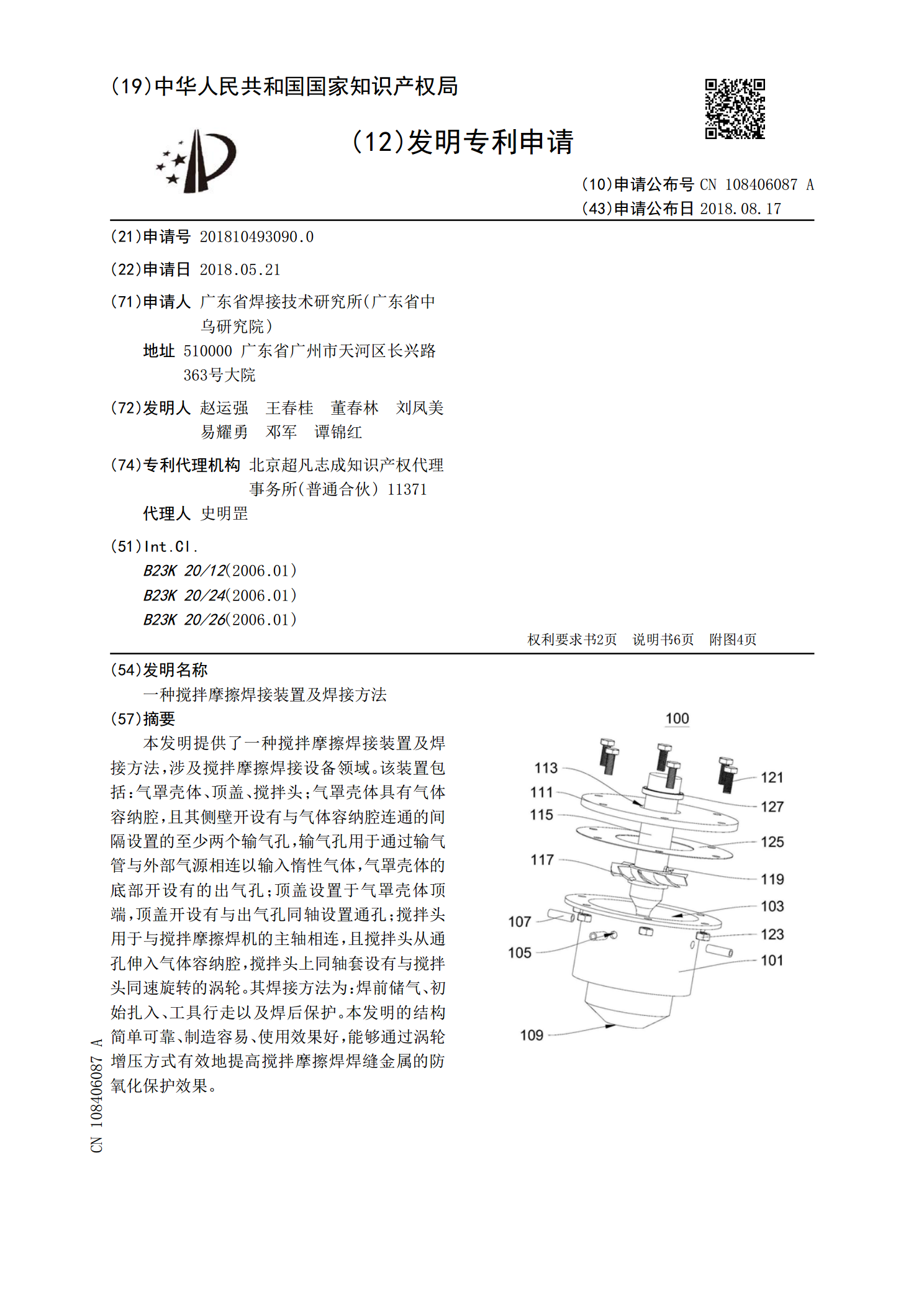
本发明提供了一种搅拌摩擦焊接装置及焊接方法,涉及搅拌摩擦焊接设备领域。该装置包括:气罩壳体、顶盖、搅拌头;气罩壳体具有气体容纳腔,且其侧壁开设有与气体容纳腔连通的间隔设置的至少两个输气孔,输气孔用于通过输气管与外部气源相连以输入惰性气体,气罩壳体的底部开设有的出气孔;顶盖设置于气罩壳体顶端,顶盖开设有与出气孔同轴设置通孔;搅拌头用于与搅拌摩擦焊机的主轴相连,且搅拌头从通孔伸入气体容纳腔,搅拌头上同轴套设有与搅拌头同速旋转的涡轮。其焊接方法为:焊前储气、初始扎入、工具行走以及焊后保护。本发明的结构简单可靠、
一种管件摩擦搅拌焊接方法以及摩擦搅拌焊接机.pdf
本发明涉及一种管件摩擦搅拌焊接方法以及摩擦搅拌焊接机。主要是将两管材安装在旋转装置上,两管材之间的缝隙形成待焊接区,使用摩擦搅拌焊接机对待焊接区进行焊接,其中,摩擦搅拌焊接机的搅拌头包括主体以及设置在主体一端的第一轴肩,第一轴肩的一端设置有第一搅拌针,第一轴肩为圆柱形,第一搅拌针为圆柱形,第一轴肩的直径大于第一搅拌针的直径,第一轴肩与第一搅拌针之间采用直角过渡,通过第一搅拌针和第一轴肩的转动对待焊接区进行摩擦搅拌焊接,且在焊接过程中,第一轴肩伸入管材壁厚一定距离,且搅拌头的轴线与管材的横截面平行,搅拌头的
一种超声复合搅拌摩擦焊接装置及焊接方法.pdf
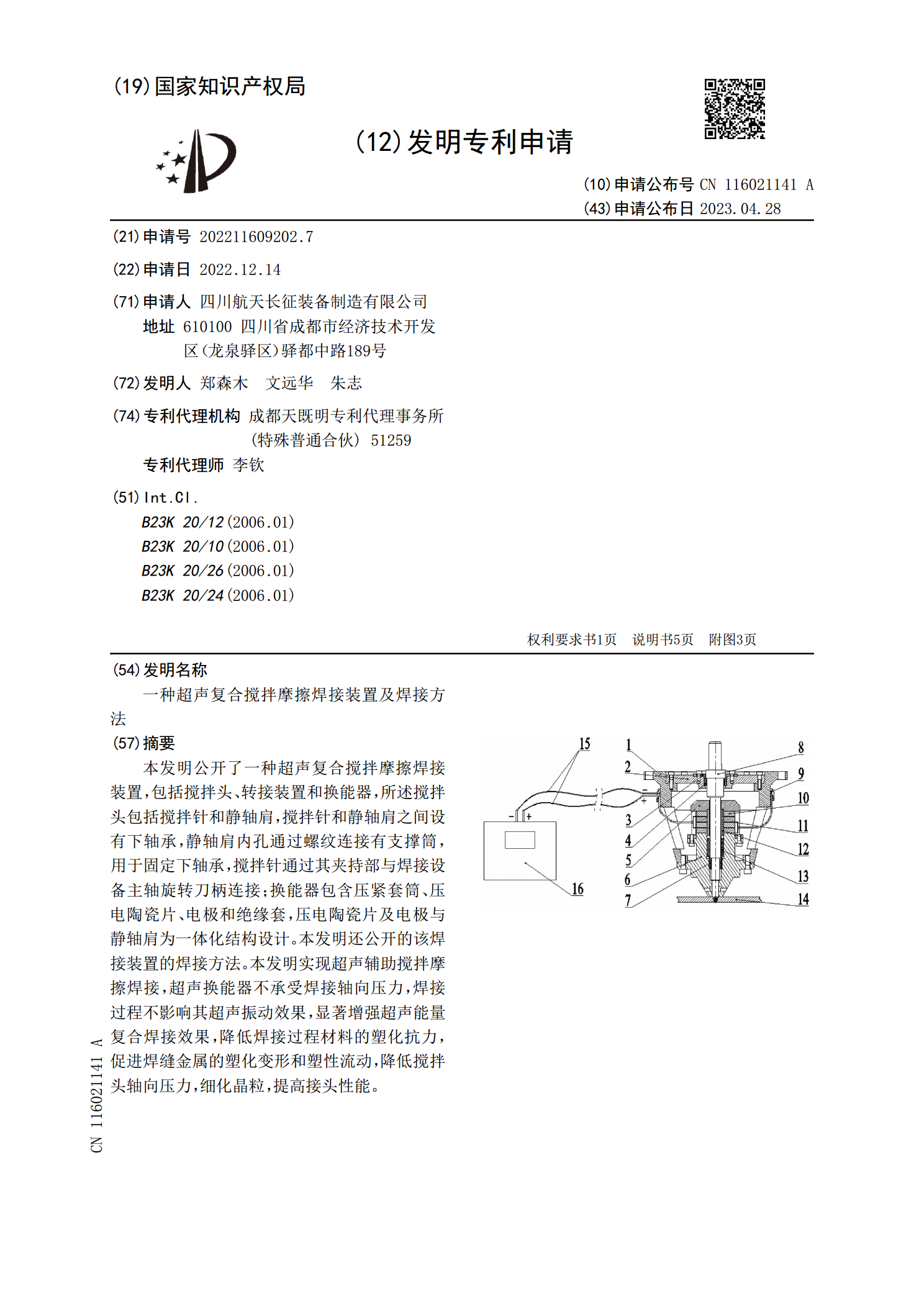
本发明公开了一种超声复合搅拌摩擦焊接装置,包括搅拌头、转接装置和换能器,所述搅拌头包括搅拌针和静轴肩,搅拌针和静轴肩之间设有下轴承,静轴肩内孔通过螺纹连接有支撑筒,用于固定下轴承,搅拌针通过其夹持部与焊接设备主轴旋转刀柄连接;换能器包含压紧套筒、压电陶瓷片、电极和绝缘套,压电陶瓷片及电极与静轴肩为一体化结构设计。本发明还公开的该焊接装置的焊接方法。本发明实现超声辅助搅拌摩擦焊接,超声换能器不承受焊接轴向压力,焊接过程不影响其超声振动效果,显著增强超声能量复合焊接效果,降低焊接过程材料的塑化抗力,促进焊缝金
一种长焊缝搅拌摩擦焊设备及搅拌摩擦焊接方法.pdf
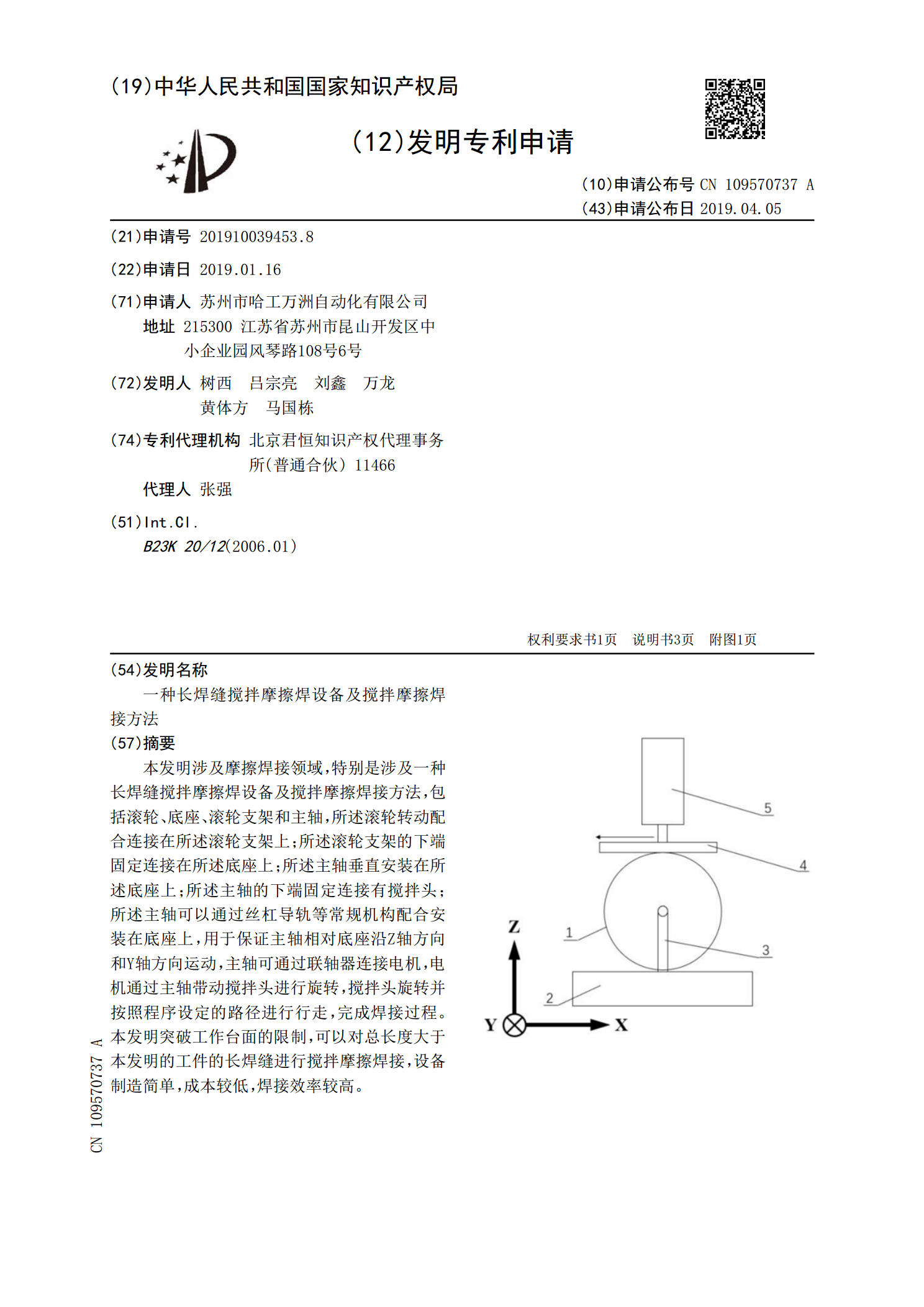
本发明涉及摩擦焊接领域,特别是涉及一种长焊缝搅拌摩擦焊设备及搅拌摩擦焊接方法,包括滚轮、底座、滚轮支架和主轴,所述滚轮转动配合连接在所述滚轮支架上;所述滚轮支架的下端固定连接在所述底座上;所述主轴垂直安装在所述底座上;所述主轴的下端固定连接有搅拌头;所述主轴可以通过丝杠导轨等常规机构配合安装在底座上,用于保证主轴相对底座沿Z轴方向和Y轴方向运动,主轴可通过联轴器连接电机,电机通过主轴带动搅拌头进行旋转,搅拌头旋转并按照程序设定的路径进行行走,完成焊接过程。本发明突破工作台面的限制,可以对总长度大于本发明的