
智能激光打码焊接工艺.pdf

灵慧****89


1/10
2/10

3/10

4/10
5/10

6/10

7/10

8/10

9/10
10/10
亲,该文档总共25页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

智能激光打码焊接工艺.pdf
本发明涉及智能激光打码焊接工艺,其包括打码工艺;打码工艺前提是搭建智能激光打码系统,该智能激光打码系统包括设置在总机架上且用于对基础元件加工打码的打码系统;打码系统包括设置在总机架上的旋转盘、设置在总机架上且带动旋转盘转动的旋转驱动蜗杆蜗轮、以及圆周阵列装卡在旋转盘上且安装有基础元件的胎具托板;本发明设计合理、结构紧凑且使用方便。
激光打码中心及打码工艺.pdf
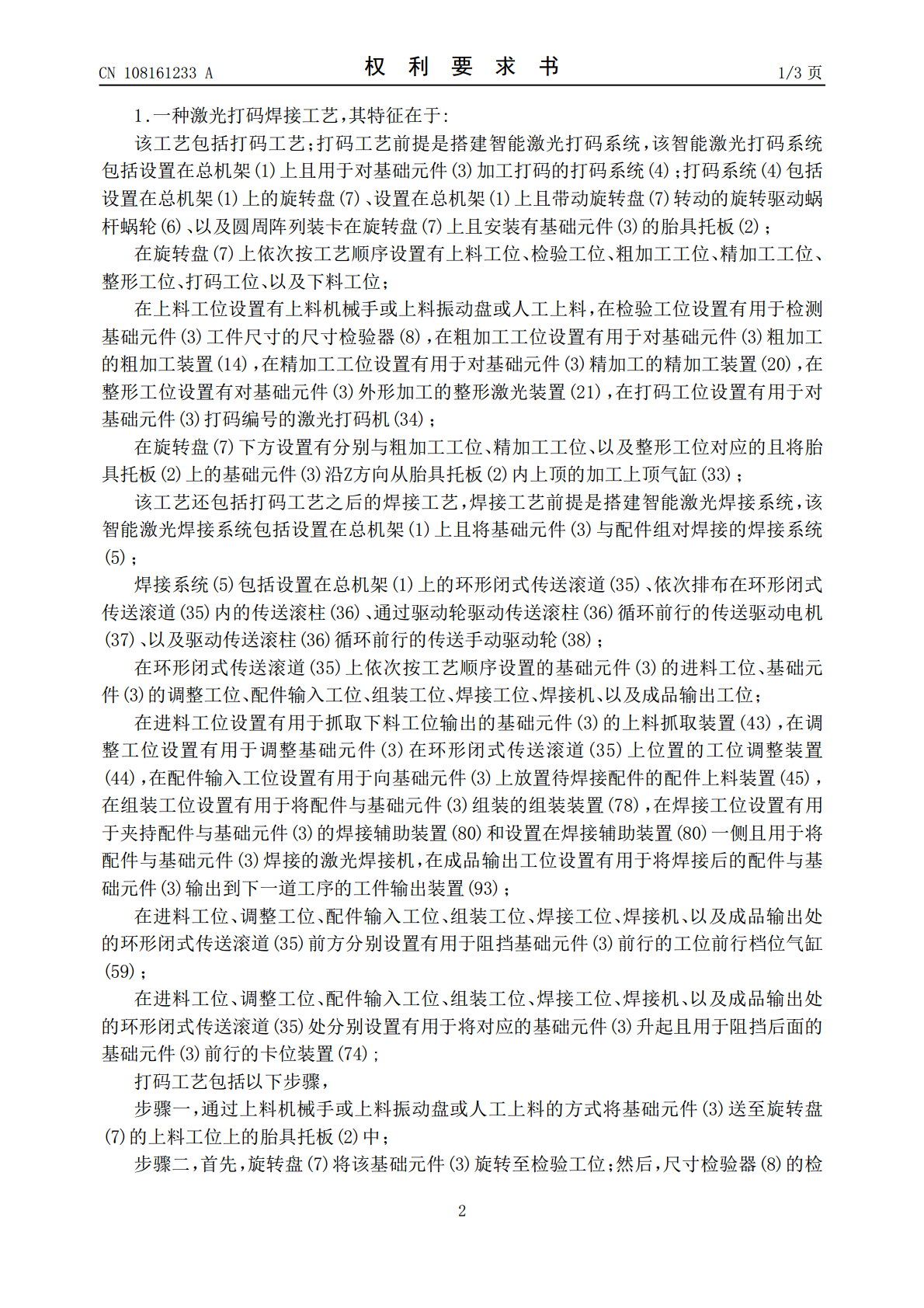
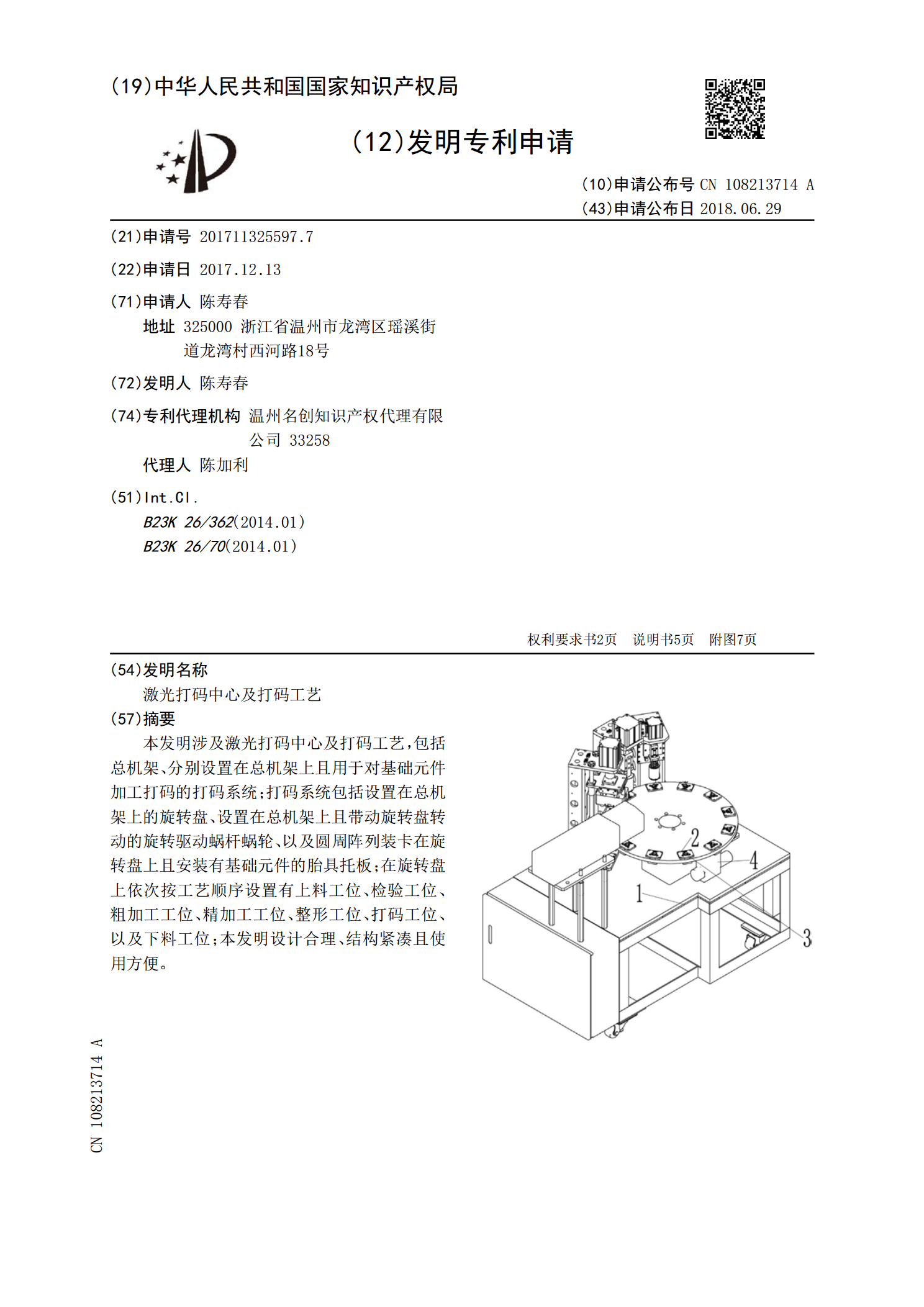
本发明涉及激光打码中心及打码工艺,包括总机架、分别设置在总机架上且用于对基础元件加工打码的打码系统;打码系统包括设置在总机架上的旋转盘、设置在总机架上且带动旋转盘转动的旋转驱动蜗杆蜗轮、以及圆周阵列装卡在旋转盘上且安装有基础元件的胎具托板;在旋转盘上依次按工艺顺序设置有上料工位、检验工位、粗加工工位、精加工工位、整形工位、打码工位、以及下料工位;本发明设计合理、结构紧凑且使用方便。

打码间距可调的打码装置、激光打码设备.pdf
本发明公开一种打码间距可调的打码装置、激光打码设备。打码间距可调的打码设备,包括:打码基座、间距调节驱动器、间距调节件及若干个激光头;所述间距调节件与所述间距调节驱动器驱动连接,若干个所述激光头滑动设置在所述打码基座上;所述间距调节件开设有若干个间距调节槽,若干个所述间距调节槽与若干个所述激光头一一对应,所述激光头活动穿设于所述间距调节槽中。本发明的打码间距可调的打码装置、激光打码设备,同时对物料进行多行打码,物料在流水线输送的过程中不需要停留下来进行打码,打码效率得到大幅度提高,而且打码间距可根据实际需
激光打码设备.pdf
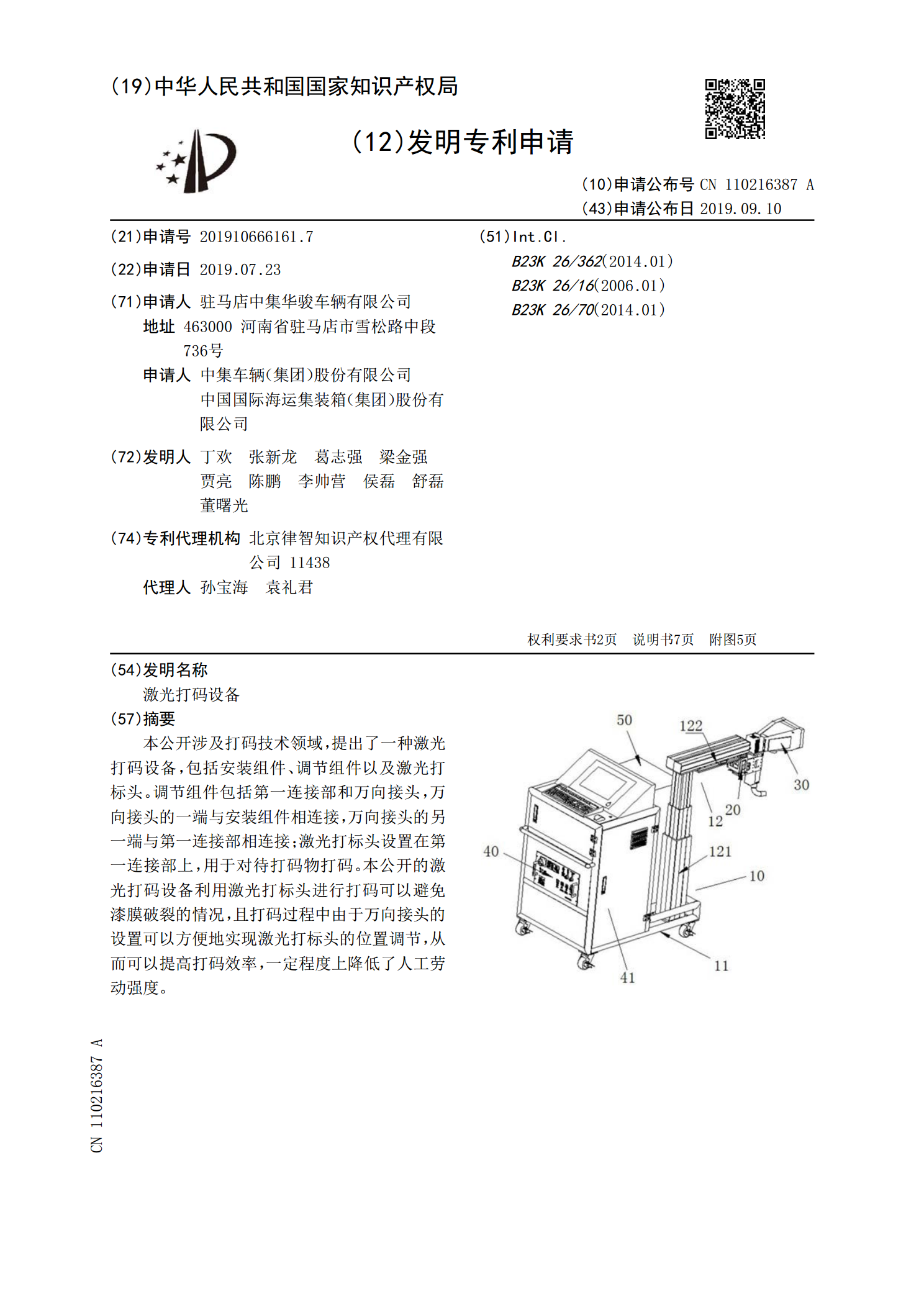
本公开涉及打码技术领域,提出了一种激光打码设备,包括安装组件、调节组件以及激光打标头。调节组件包括第一连接部和万向接头,万向接头的一端与安装组件相连接,万向接头的另一端与第一连接部相连接;激光打标头设置在第一连接部上,用于对待打码物打码。本公开的激光打码设备利用激光打标头进行打码可以避免漆膜破裂的情况,且打码过程中由于万向接头的设置可以方便地实现激光打标头的位置调节,从而可以提高打码效率,一定程度上降低了人工劳动强度。
一种智能化的激光打码设备.pdf
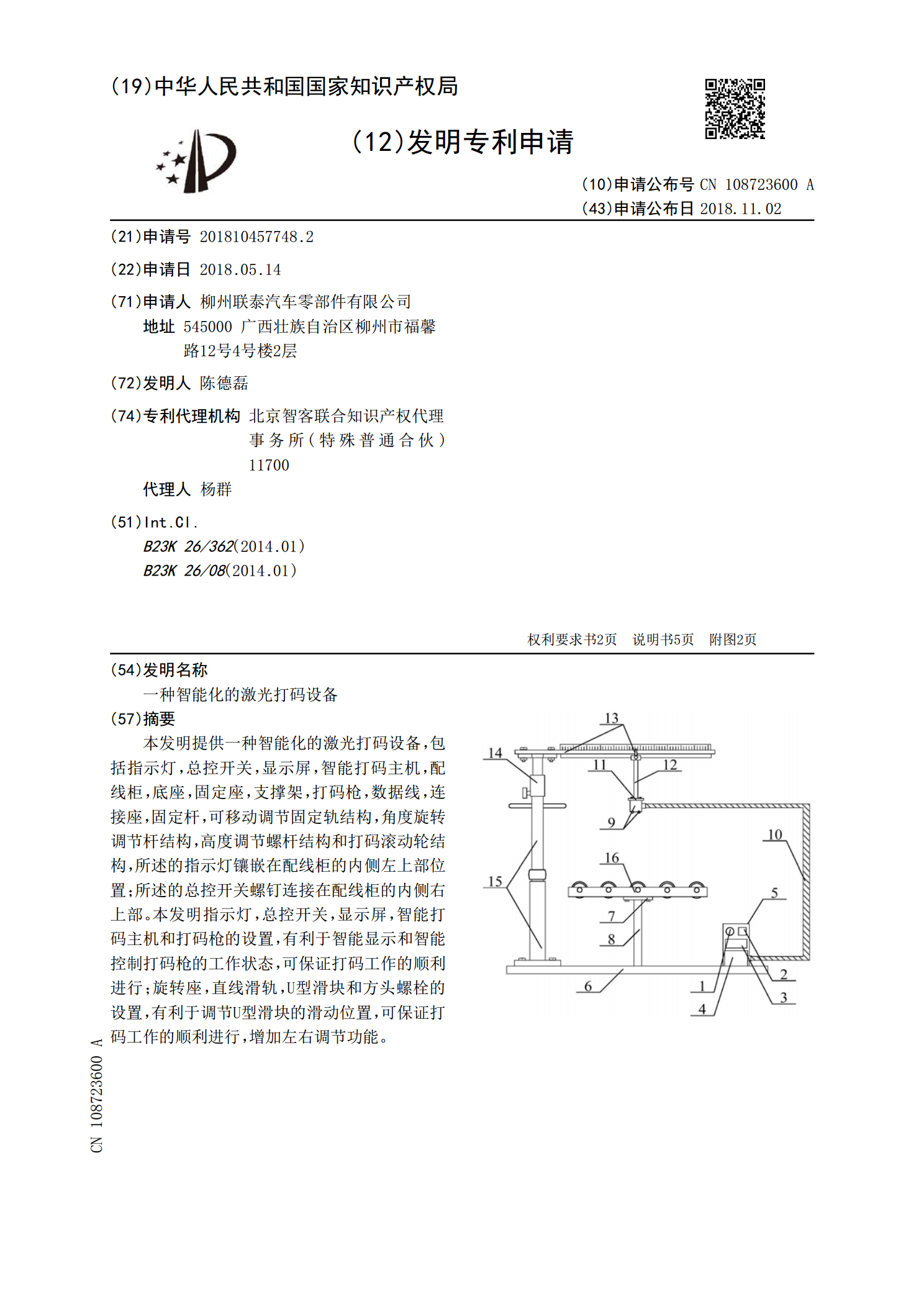
本发明提供一种智能化的激光打码设备,包括指示灯,总控开关,显示屏,智能打码主机,配线柜,底座,固定座,支撑架,打码枪,数据线,连接座,固定杆,可移动调节固定轨结构,角度旋转调节杆结构,高度调节螺杆结构和打码滚动轮结构,所述的指示灯镶嵌在配线柜的内侧左上部位置;所述的总控开关螺钉连接在配线柜的内侧右上部。本发明指示灯,总控开关,显示屏,智能打码主机和打码枪的设置,有利于智能显示和智能控制打码枪的工作状态,可保证打码工作的顺利进行;旋转座,直线滑轨,U型滑块和方头螺栓的设置,有利于调节U型滑块的滑动位置,可保