
一种锯盘齿上合金刀片多角度磨齿加工机床及其加工工艺.pdf

Jo****34

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种锯盘齿上合金刀片多角度磨齿加工机床及其加工工艺.pdf
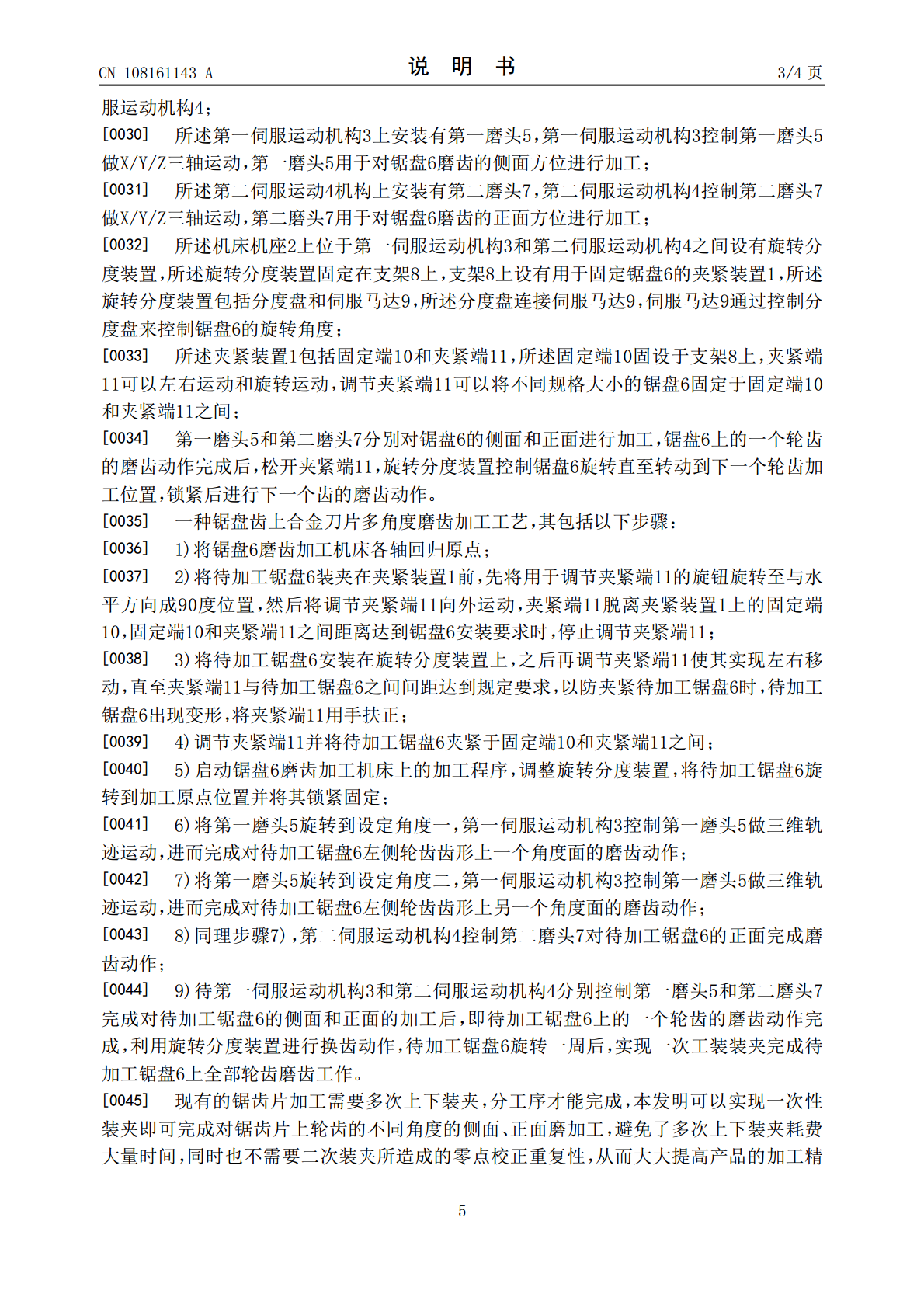
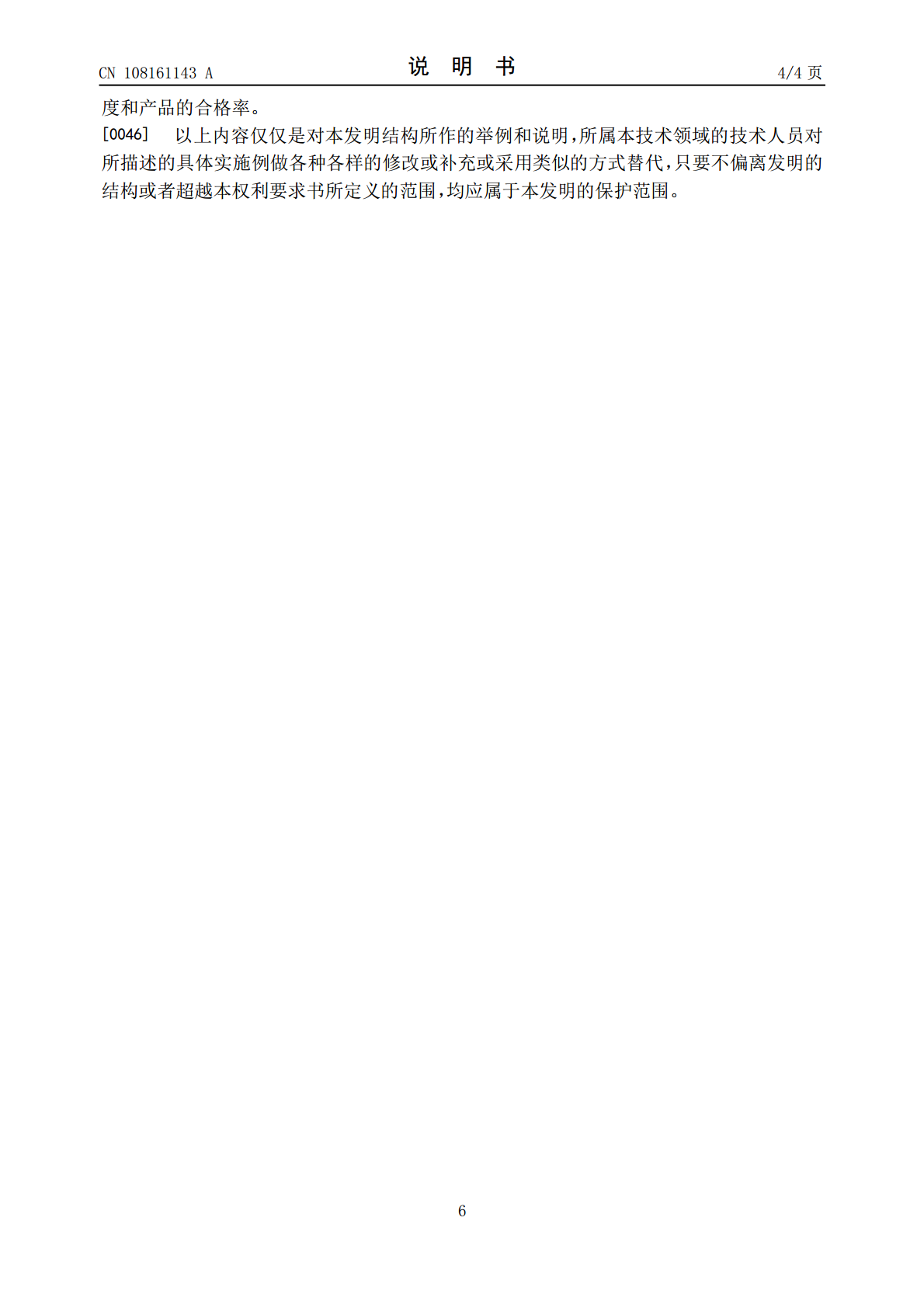
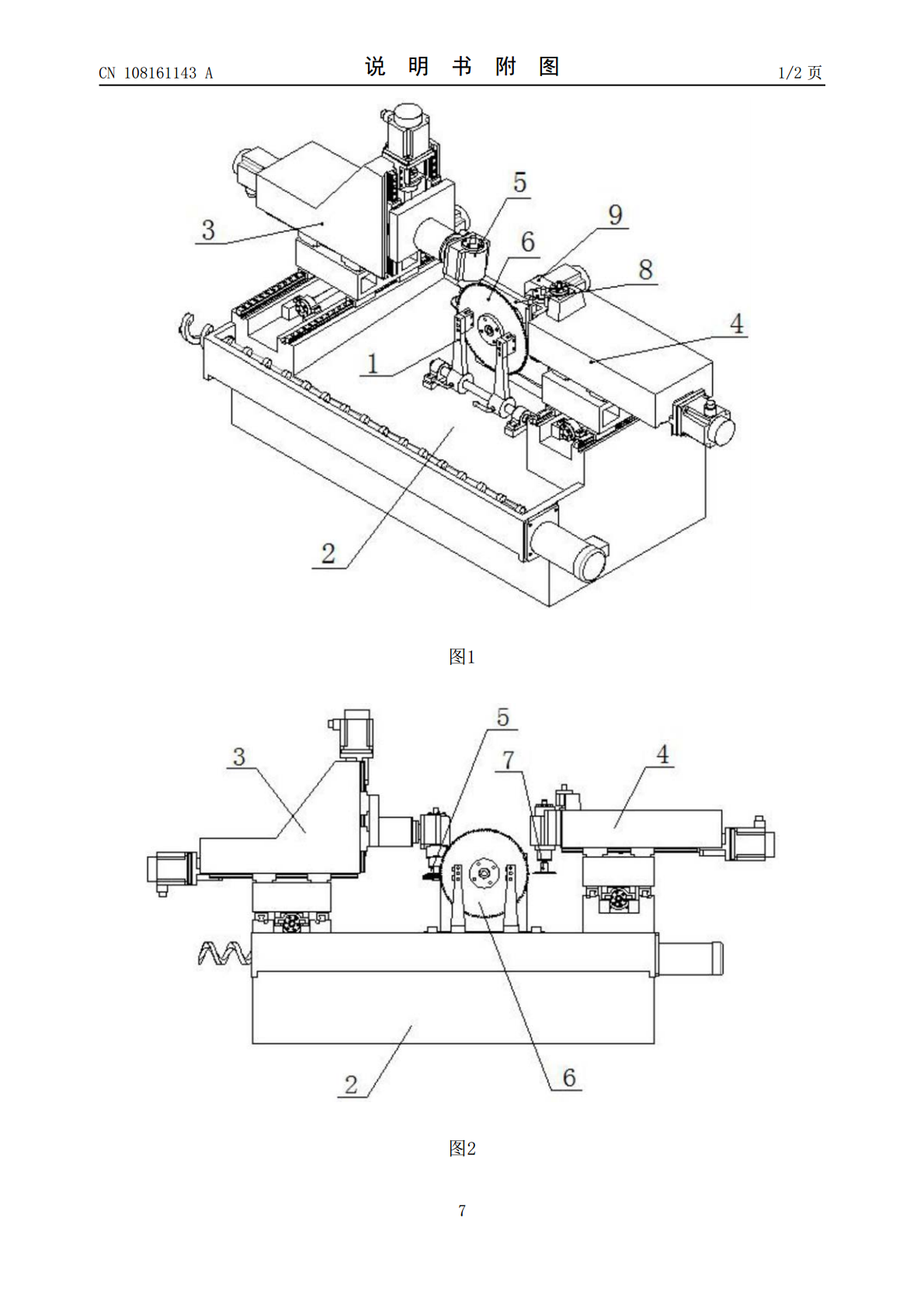
本发明公开了一种锯盘齿上合金刀片多角度磨齿加工机床及其加工工艺,该锯盘齿上合金刀片多角度磨齿加工工艺包括以下步骤:1)将锯盘齿上合金刀片多角度磨齿加工机床加工机床各轴回归原点;2)固定端和夹紧端之间距离达到锯盘安装要求时,停止调节夹紧端;3)将待加工锯盘安装在旋转分度装置上;4)调节夹紧端并将待加工锯盘夹紧于固定端和夹紧端之间;5)启动锯盘齿上合金刀片多角度磨齿加工机床加工机床上的加工程序,调整旋转分度装置,将待加工锯盘旋转到加工原点位置并将其锁紧固定;6)第一磨头完成对待加工锯盘左侧轮齿齿形上一个角度面

端齿盘联轴器及其加工工艺.pdf
端齿盘联轴器,包括定齿盘、动齿盘和锁紧齿盘,定齿盘位于动齿盘内,锁紧齿盘位于定齿盘和动齿盘一侧;所述定齿盘侧面上形成有环绕定齿盘设置的定齿口,动齿盘侧面上形成有与定齿口相适配的动齿口;所述锁紧齿盘上形成有配合齿口,配合齿口同时与定齿口和动齿口相啮合;与现有技术相比,分度定位精度高,实际分度值误差等于所有齿单个分度误差平均值;分度范围广,分度范围由齿的数量决定;精度的重复性与持久性好,工作时齿盘之间会产生对研效应;刚性好,所有齿面同时参加啮合;结构简单紧凑,使用方便;维护简单,无论拆装几次都不影响原有分度精

一种分度盘加工剃齿刀磨齿机磨齿的方法.pdf
本发明公开了一种分度盘加工剃齿刀磨齿机磨齿的方法,包括如下步骤,以大平面砂轮磨齿机加工被磨齿轮齿数z两倍于所用分度盘工作槽数Z的齿坯;首先精加工出齿坯的一组同名奇数或偶数齿面作为基准齿面,然后根据公法线测量的跨齿数K的奇偶性来判断异名齿面中的一组待加工齿面;最后根据偶数齿与奇数齿单一齿距偏差代数和的平均差值来确定同侧齿面的加工余量,完成剩余齿面的精加工。本发明具有加工步骤少,磨削余量小,产品精度高的特点。

一种分度盘加工高精密齿轮磨齿工艺.pdf
本发明公开了一种分度盘加工高精密齿轮磨齿的工艺,包括如下步骤,以大平面砂轮磨齿机加工被磨齿轮齿数z两倍于所用分度盘工作槽数Z的齿坯;先精加工出齿坯的一组同名奇数齿面作为基准齿面,然后半精加工齿坯同名偶数齿,测量齿坯左齿面所有齿的齿距偏差,根据偶数齿面与基准齿面单一齿距偏差代数和的平均差值来确定左齿面偶数齿的加工余量;继续精加工左齿面的偶数齿,直至待加工齿面的加工余量小于设定的加工阈值;继续精加工右齿面偶数齿,直至加工齿面的加工余量小于设定的加工阈值。本发明具有加工步骤少,磨削余量小,产品精度高的特点。

一种应用分度盘分组多次加工齿坯的精密磨齿工艺.pdf
本发明属于齿轮加工技术领域,公开了一种应用分度盘分组多次加工齿坯的精密磨齿工艺方法,包括如下步骤,首先精加工出一组齿数等于分度盘工作槽数的同名齿面为基准齿面;然后根据待加工齿面与基准齿面单一齿距偏差代数和的平均差值或径向跳动偏差代数的平均差值来确定同名齿面中另一组齿面的加工余量;最后,用上述方法选择已精加工的、误差源较少的齿面为基准齿面依次完成剩余齿面的精加工。具有工艺简单,齿距偏差小的特点。