
一种CNC工具磨砂轮在位修整方法及修整装置.pdf

佳晨****ng

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种CNC工具磨砂轮在位修整方法及修整装置.pdf
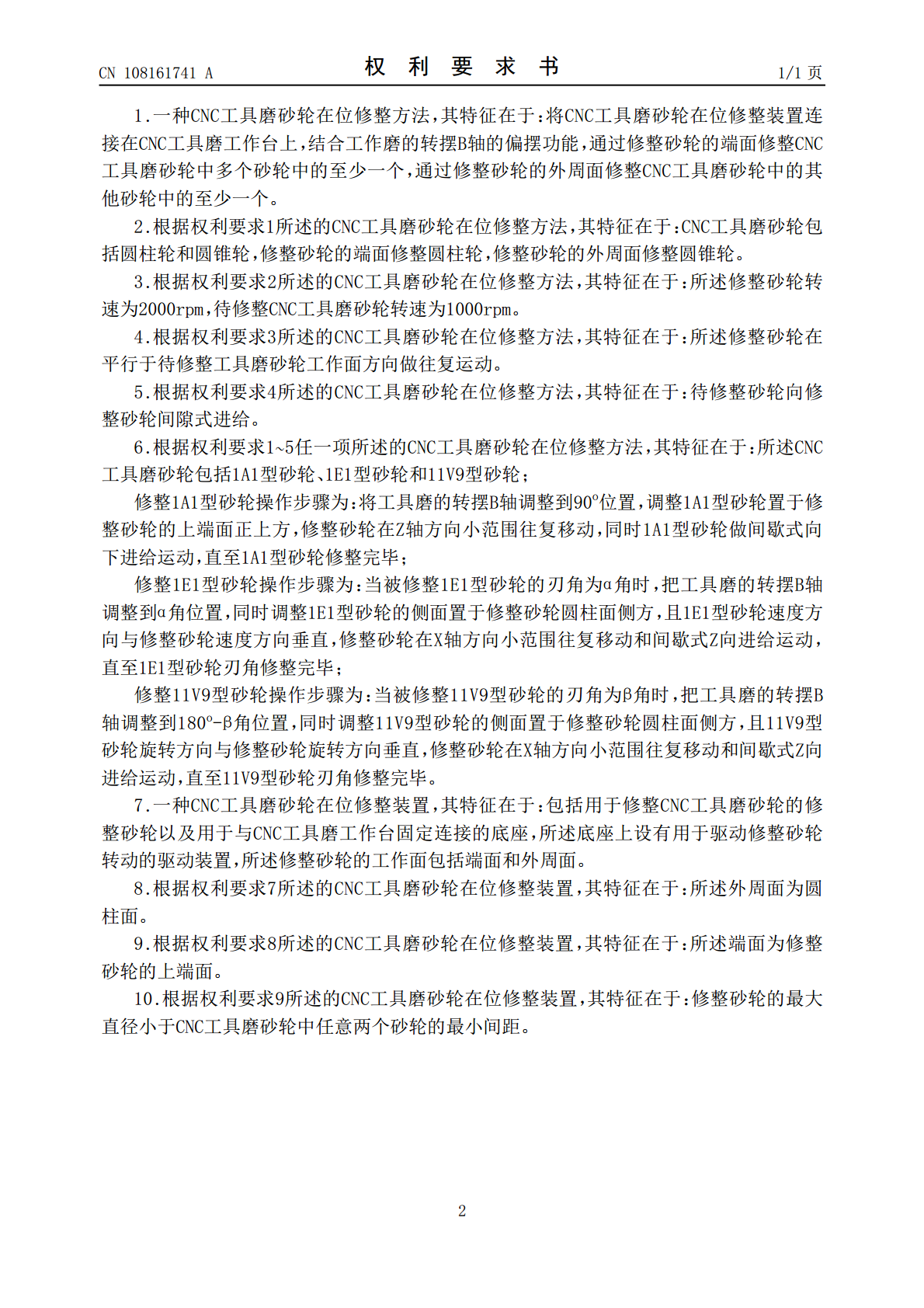
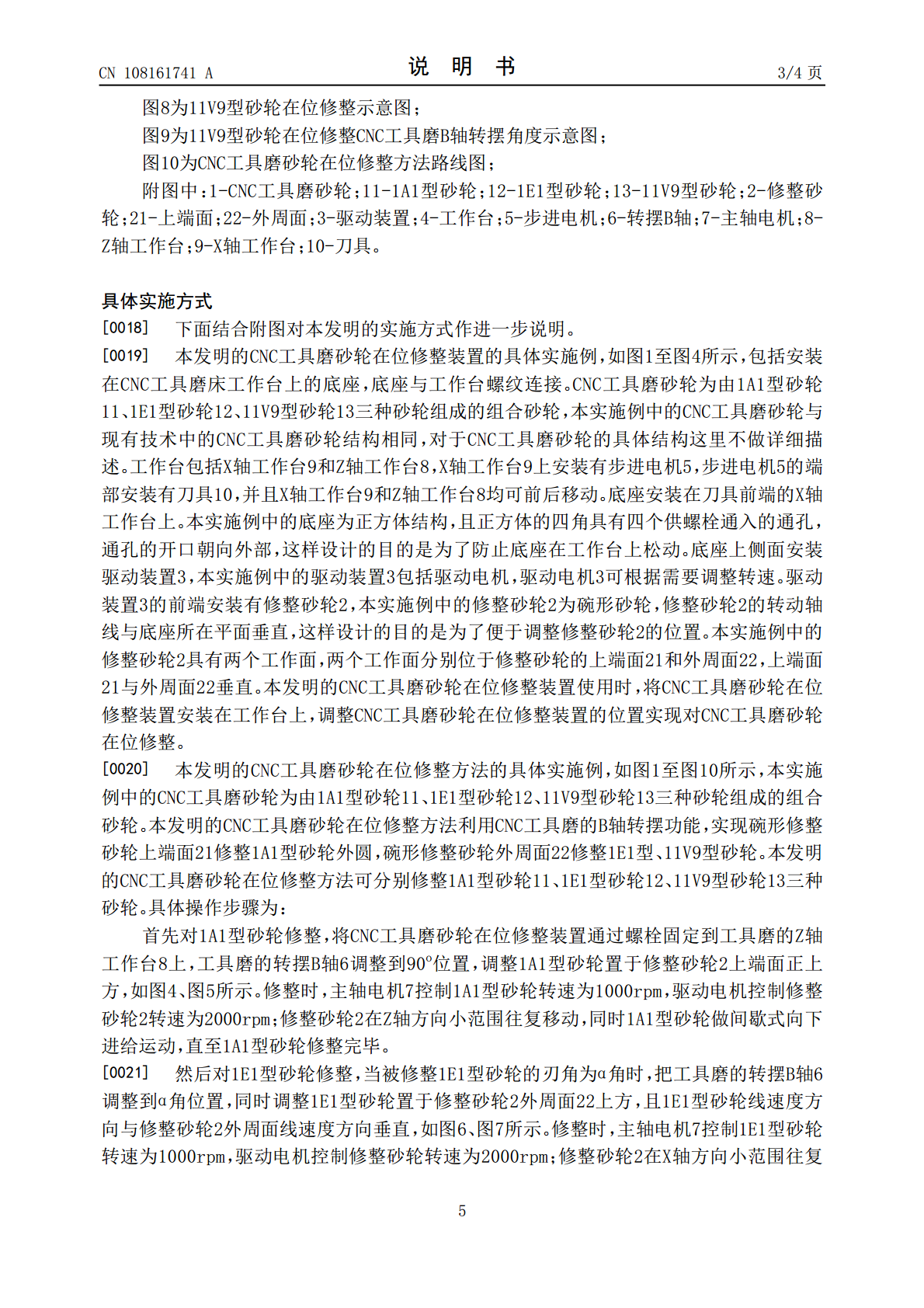
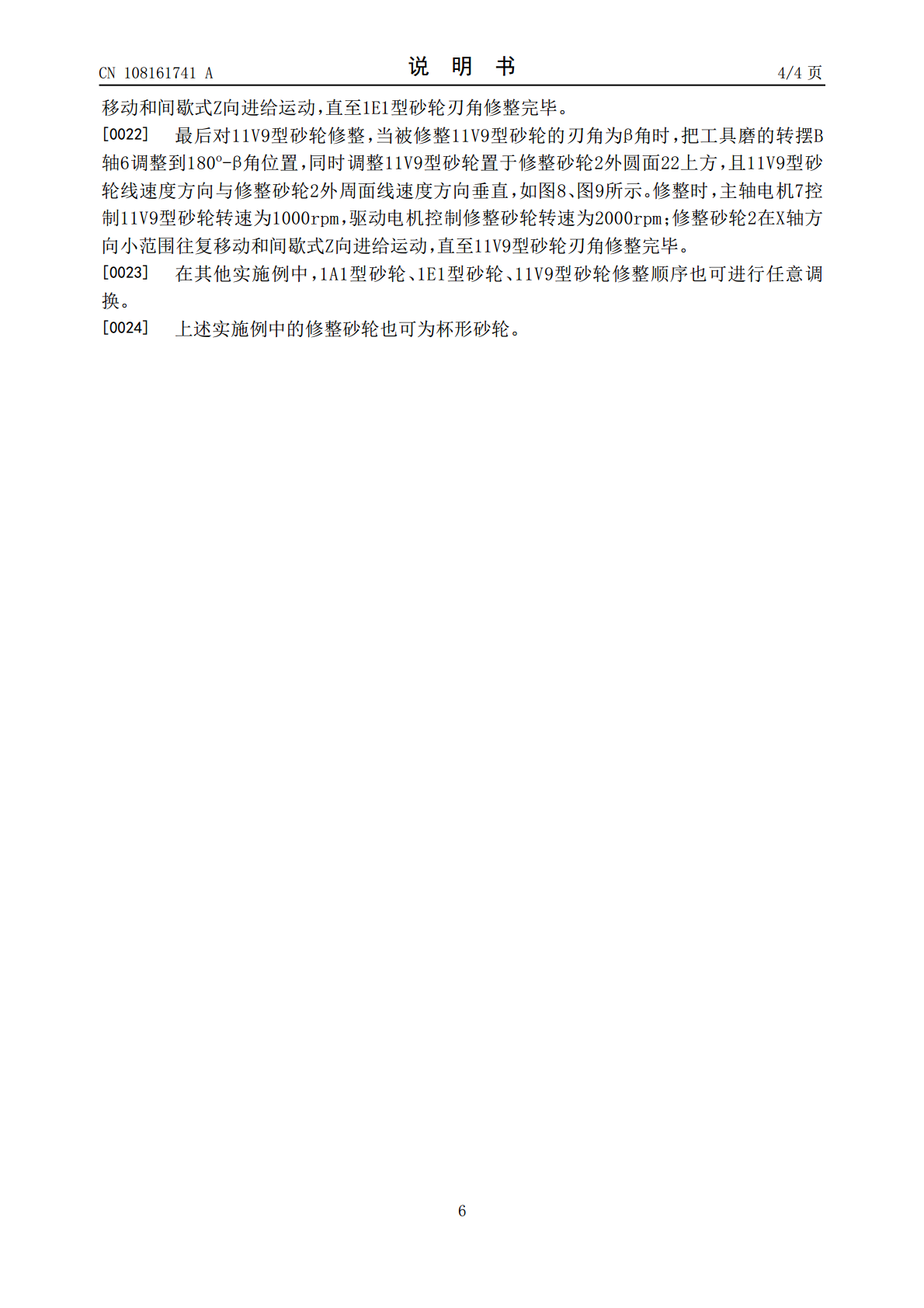
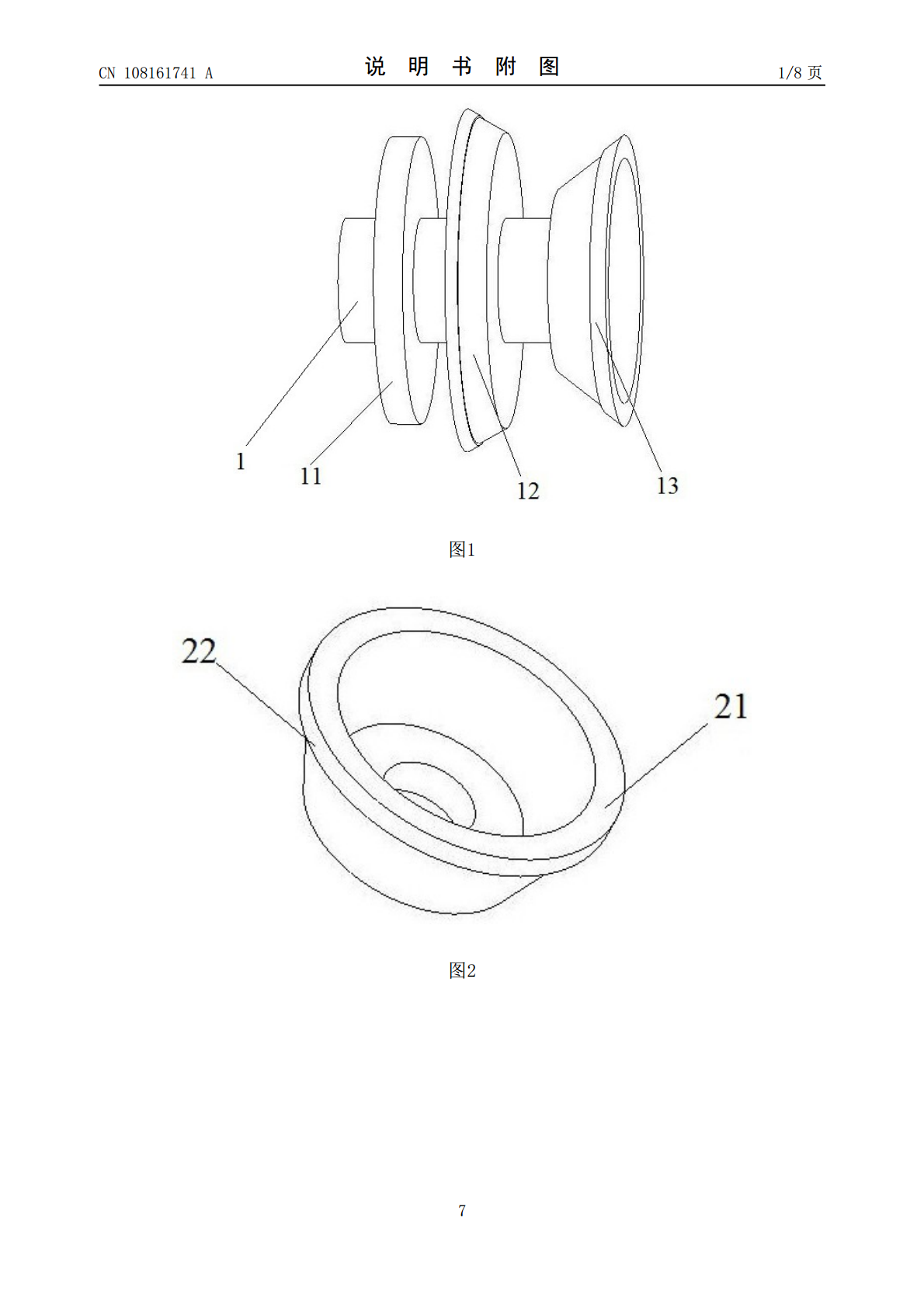
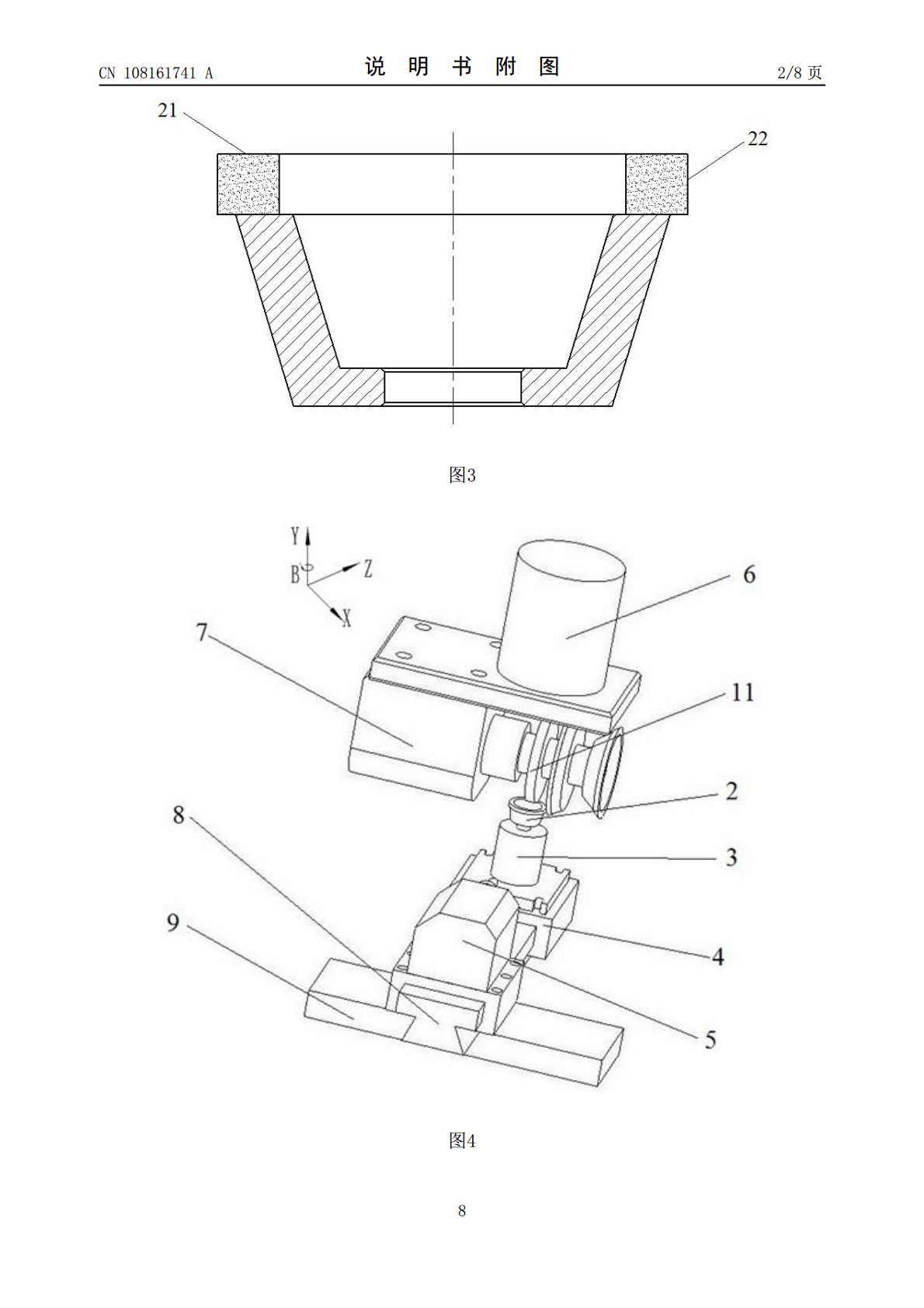
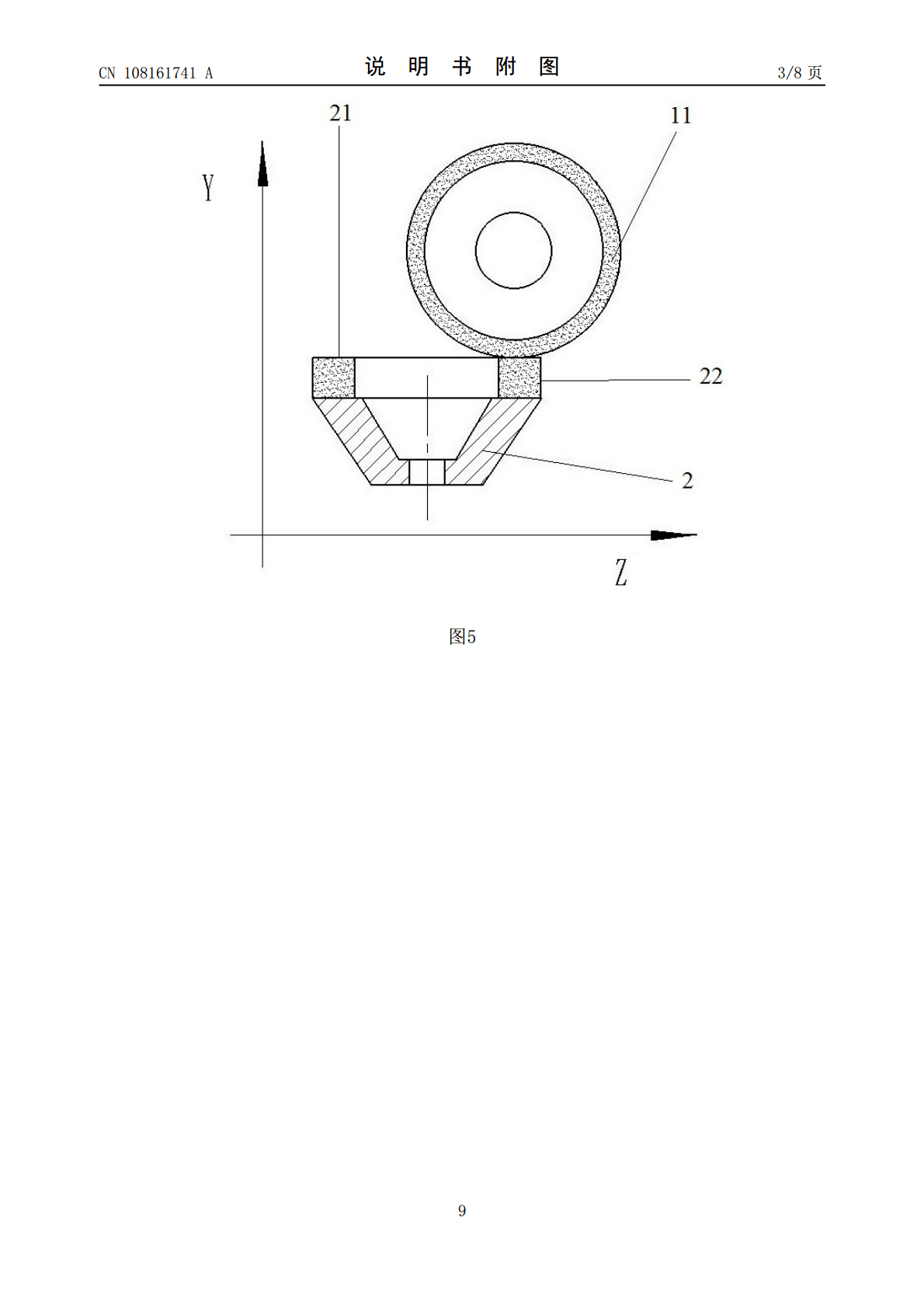
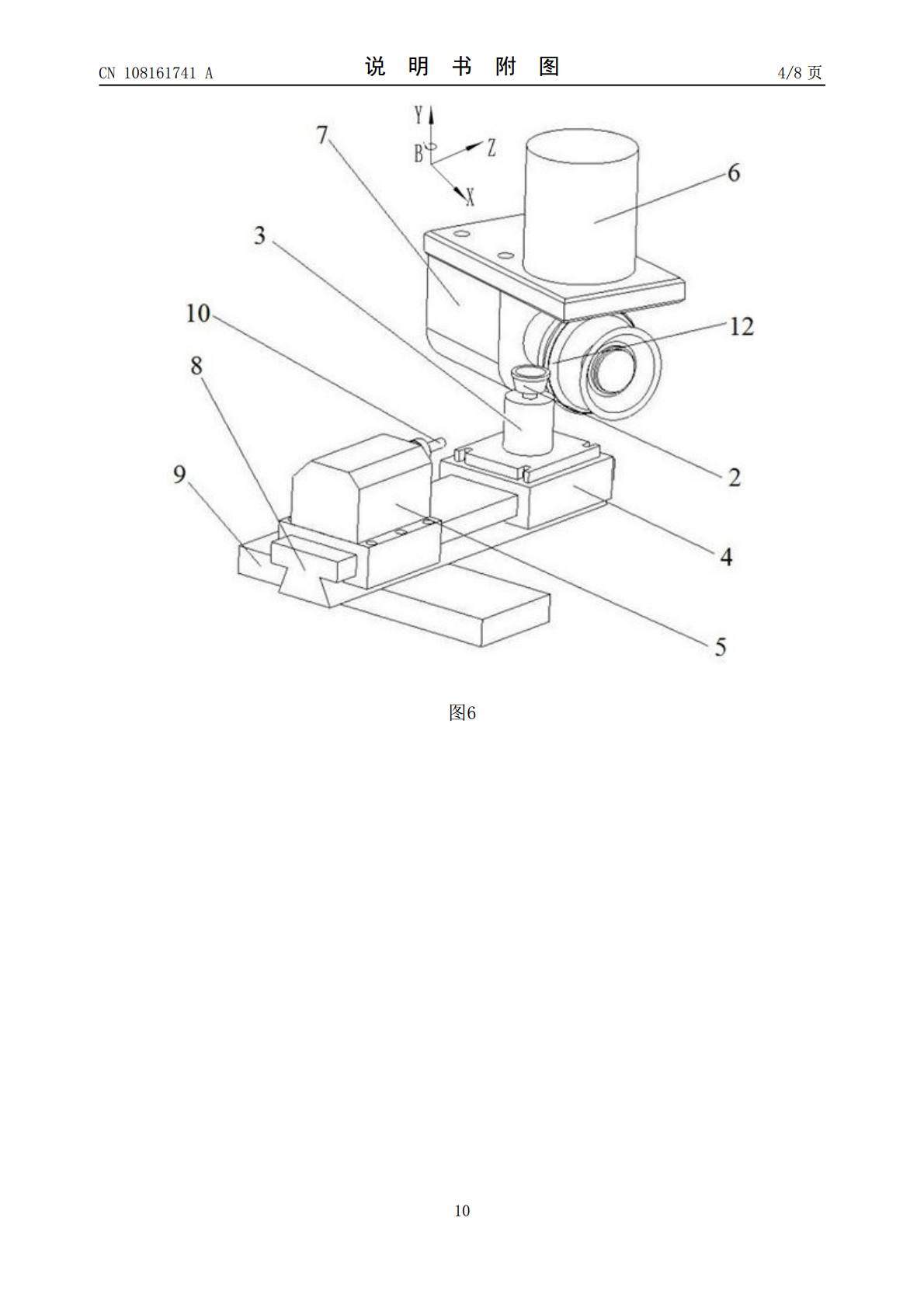
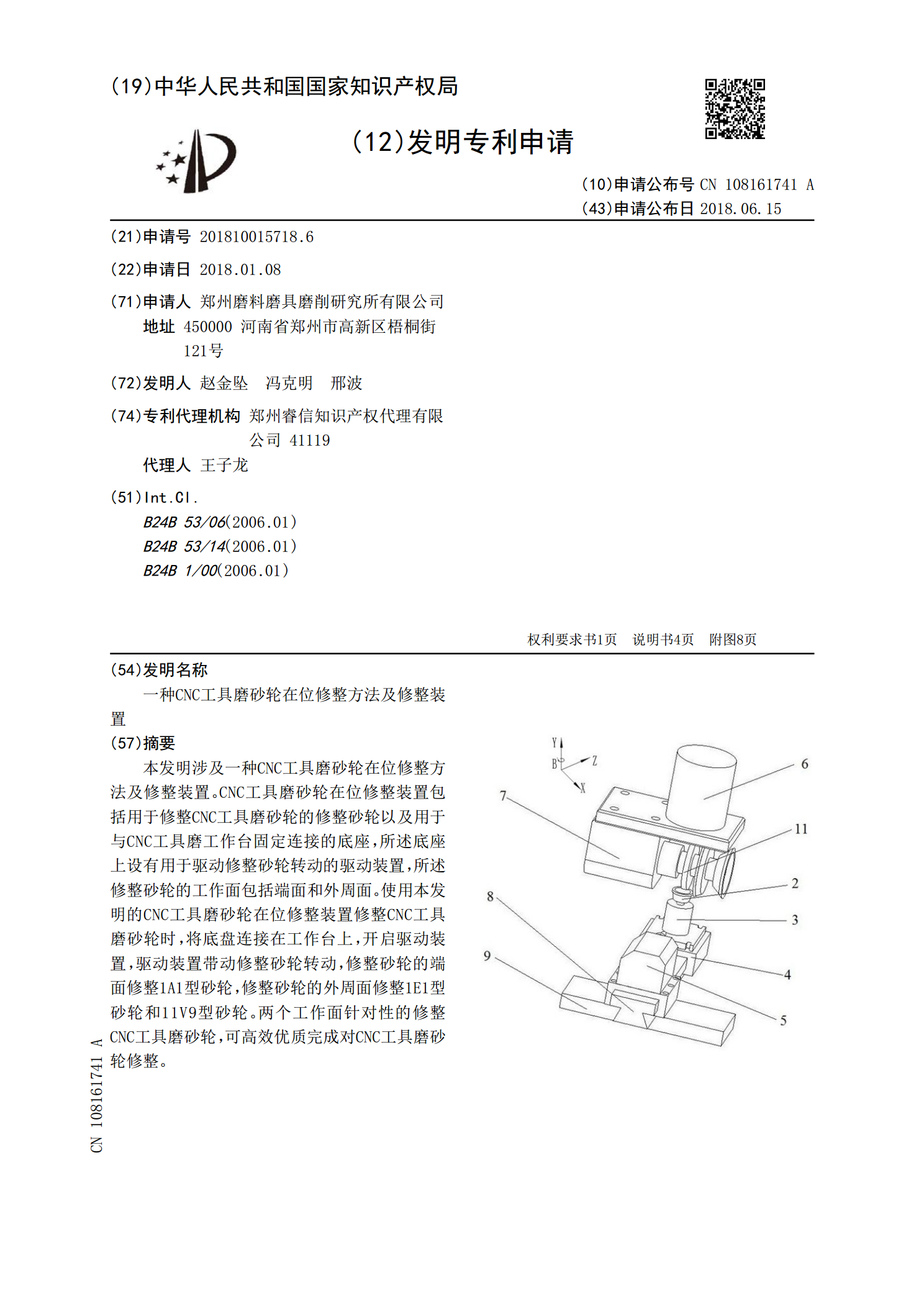
本发明涉及一种CNC工具磨砂轮在位修整方法及修整装置。CNC工具磨砂轮在位修整装置包括用于修整CNC工具磨砂轮的修整砂轮以及用于与CNC工具磨工作台固定连接的底座,所述底座上设有用于驱动修整砂轮转动的驱动装置,所述修整砂轮的工作面包括端面和外周面。使用本发明的CNC工具磨砂轮在位修整装置修整CNC工具磨砂轮时,将底盘连接在工作台上,开启驱动装置,驱动装置带动修整砂轮转动,修整砂轮的端面修整1A1型砂轮,修整砂轮的外周面修整1E1型砂轮和11V9型砂轮。两个工作面针对性的修整CNC工具磨砂轮,可高效优质完成

金属基微型砂轮在位电解电火花修整装置及其修整方法.pdf
一种机械制造技术领域的金属基微型砂轮在位电解电火花修整装置及其修整方法,该装置包括:机械运动系统、电源系统、工作液系统和控制系统。本发明利用加工电极有损耗这一特点,以微型砂轮做电极,从而使砂轮电极上的金属结合剂受电解电火花效应影响被蚀除,达到砂轮修整的目的,修整效率高,对磨粒的损伤小,成本低廉,非常适合微型金属基砂轮的离线或在位修整。

金刚砂轮修整工具及修整方法.pdf
本发明公开了一种金刚砂轮修整工具及修整方法。该金刚砂轮修整工具包括:碳化硅砂轮,以及支撑固定碳化硅砂轮的心轴和锁紧螺母;心轴为阶梯轴结构,包括:左侧中径轴和右侧小径螺柱,以及位于左侧中径轴和右侧小径螺柱之间的止挡凸缘;碳化硅砂轮穿设在右侧小径螺柱上,并通过锁紧螺母螺接到右侧小径螺柱上,以将碳化硅砂轮锁紧在止挡凸缘和锁紧螺母之间。该金刚砂轮修整工具结构简单合理、能在生产岗位自行快速修整金刚石砂轮,省去了把金刚石砂轮送往原砂轮专业厂家修复的外委高额成本,修整金刚砂轮效率高、精度高,操作方便。
一种砂轮修整工具.pdf
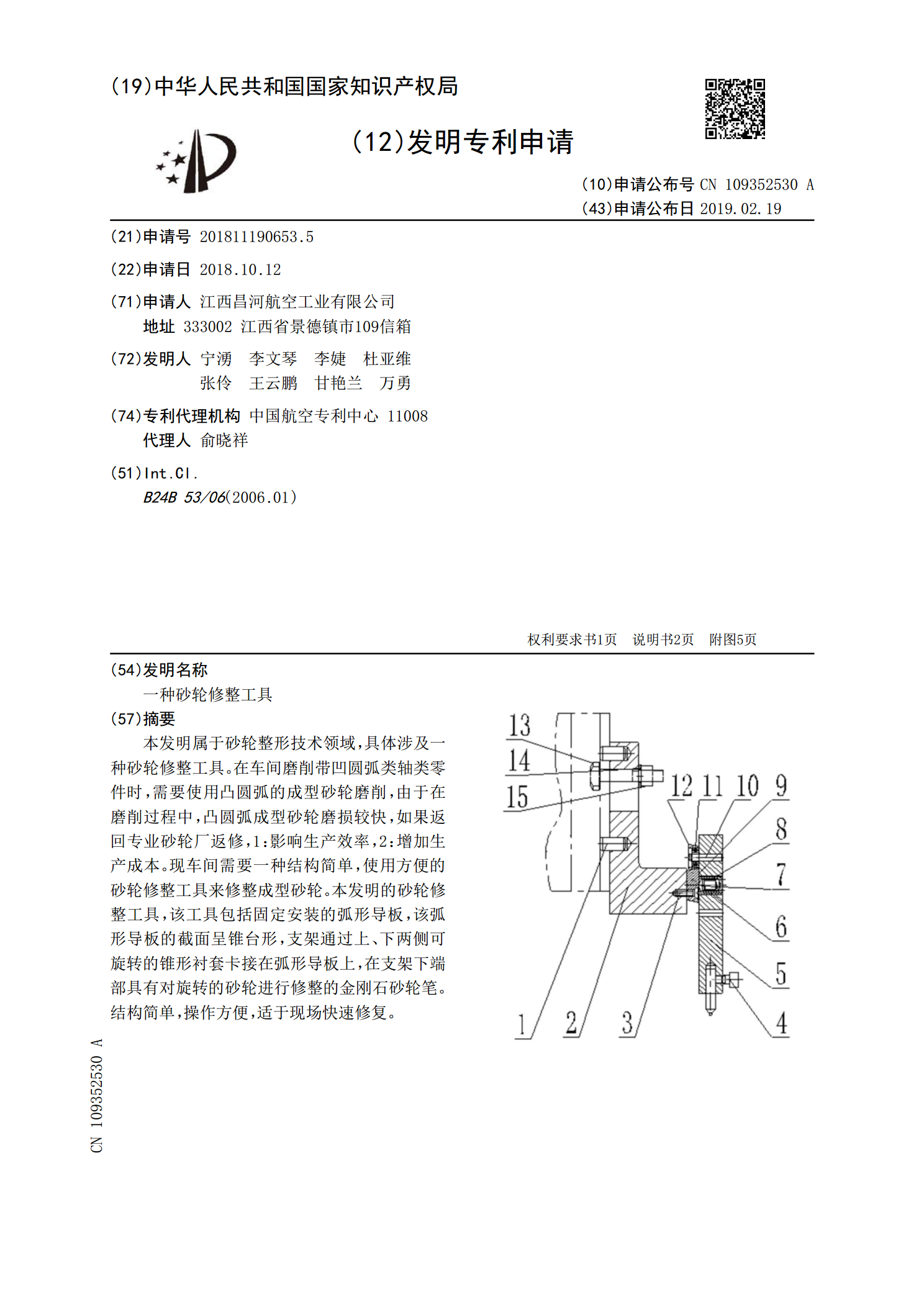
本发明属于砂轮整形技术领域,具体涉及一种砂轮修整工具。在车间磨削带凹圆弧类轴类零件时,需要使用凸圆弧的成型砂轮磨削,由于在磨削过程中,凸圆弧成型砂轮磨损较快,如果返回专业砂轮厂返修,1:影响生产效率,2:增加生产成本。现车间需要一种结构简单,使用方便的砂轮修整工具来修整成型砂轮。本发明的砂轮修整工具,该工具包括固定安装的弧形导板,该弧形导板的截面呈锥台形,支架通过上、下两侧可旋转的锥形衬套卡接在弧形导板上,在支架下端部具有对旋转的砂轮进行修整的金刚石砂轮笔。结构简单,操作方便,适于现场快速修复。
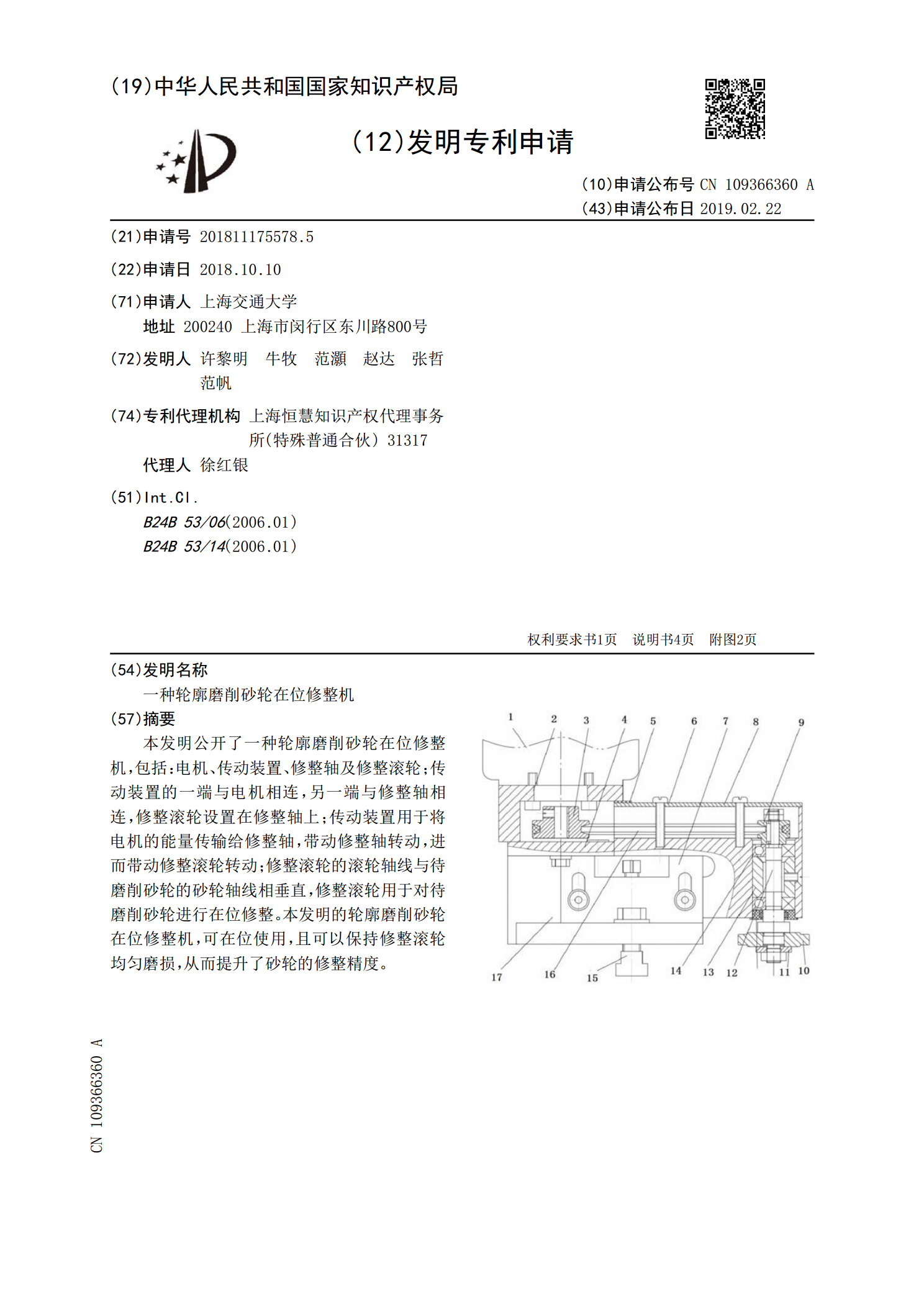
一种轮廓磨削砂轮在位修整机.pdf
本发明公开了一种轮廓磨削砂轮在位修整机,包括:电机、传动装置、修整轴及修整滚轮;传动装置的一端与电机相连,另一端与修整轴相连,修整滚轮设置在修整轴上;传动装置用于将电机的能量传输给修整轴,带动修整轴转动,进而带动修整滚轮转动;修整滚轮的滚轮轴线与待磨削砂轮的砂轮轴线相垂直,修整滚轮用于对待磨削砂轮进行在位修整。本发明的轮廓磨削砂轮在位修整机,可在位使用,且可以保持修整滚轮均匀磨损,从而提升了砂轮的修整精度。