
一种自动倒角及端面磨削装置.pdf

猫巷****晓容

1/9
2/9
3/9
4/9

5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种自动倒角及端面磨削装置.pdf
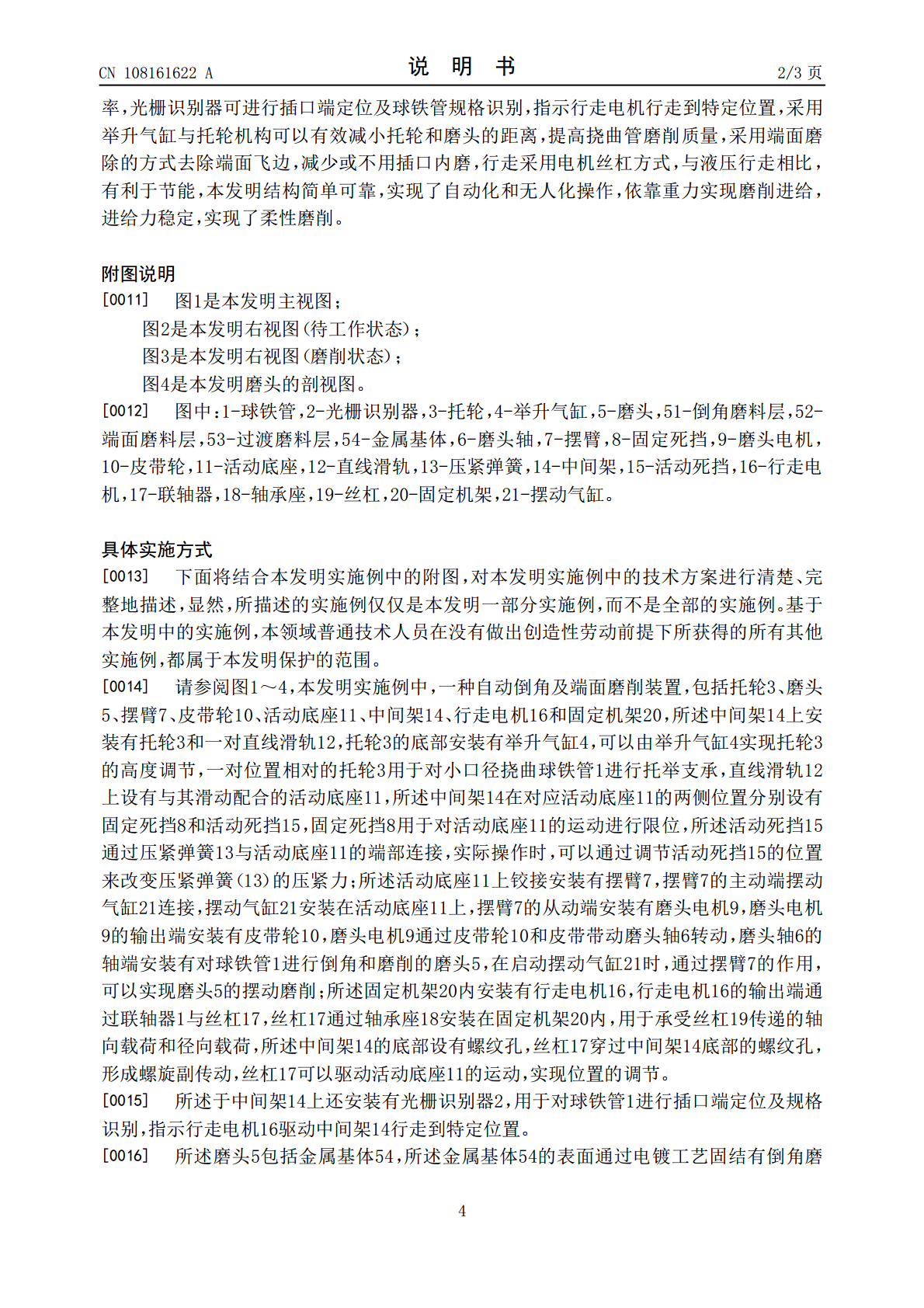
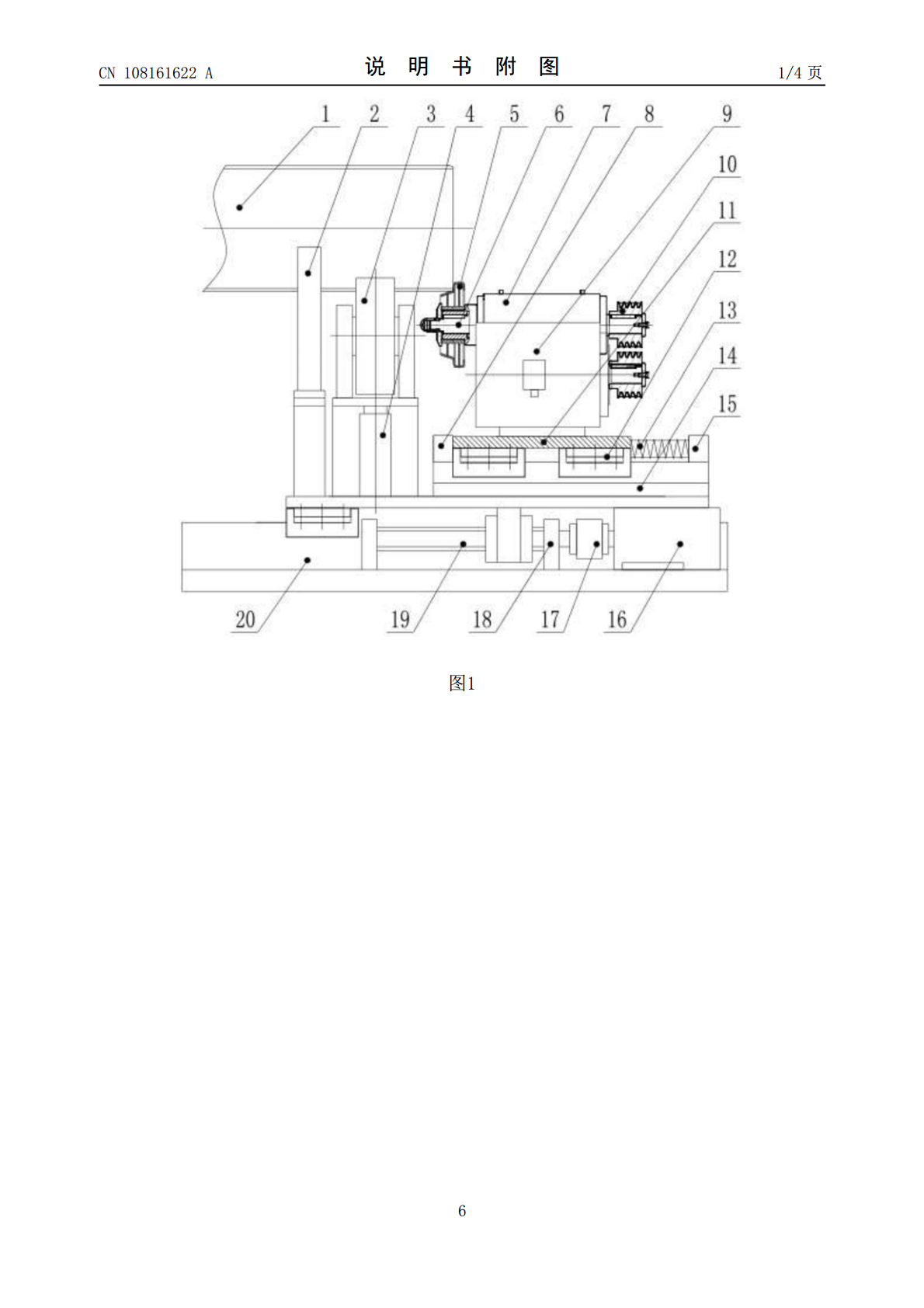
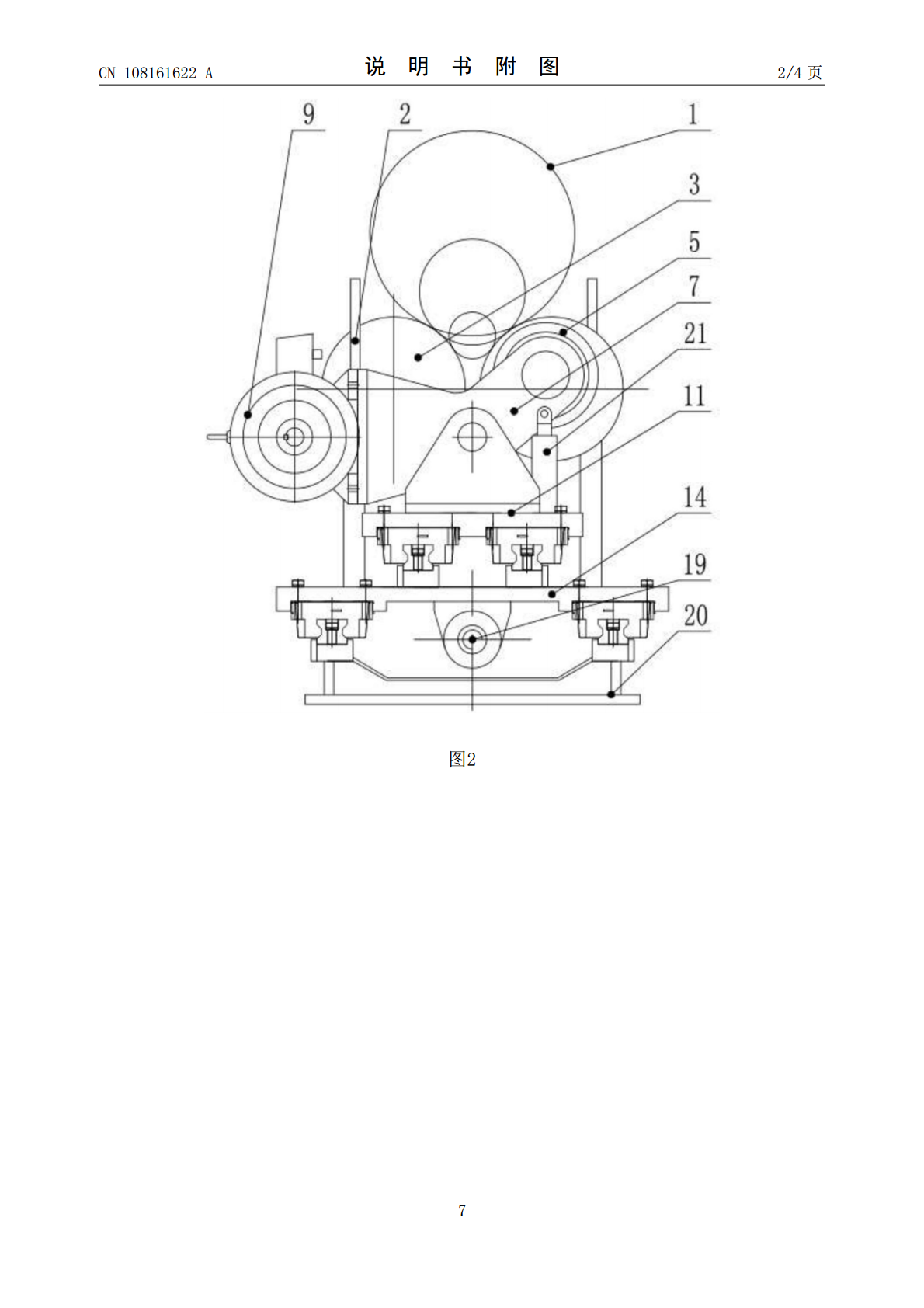
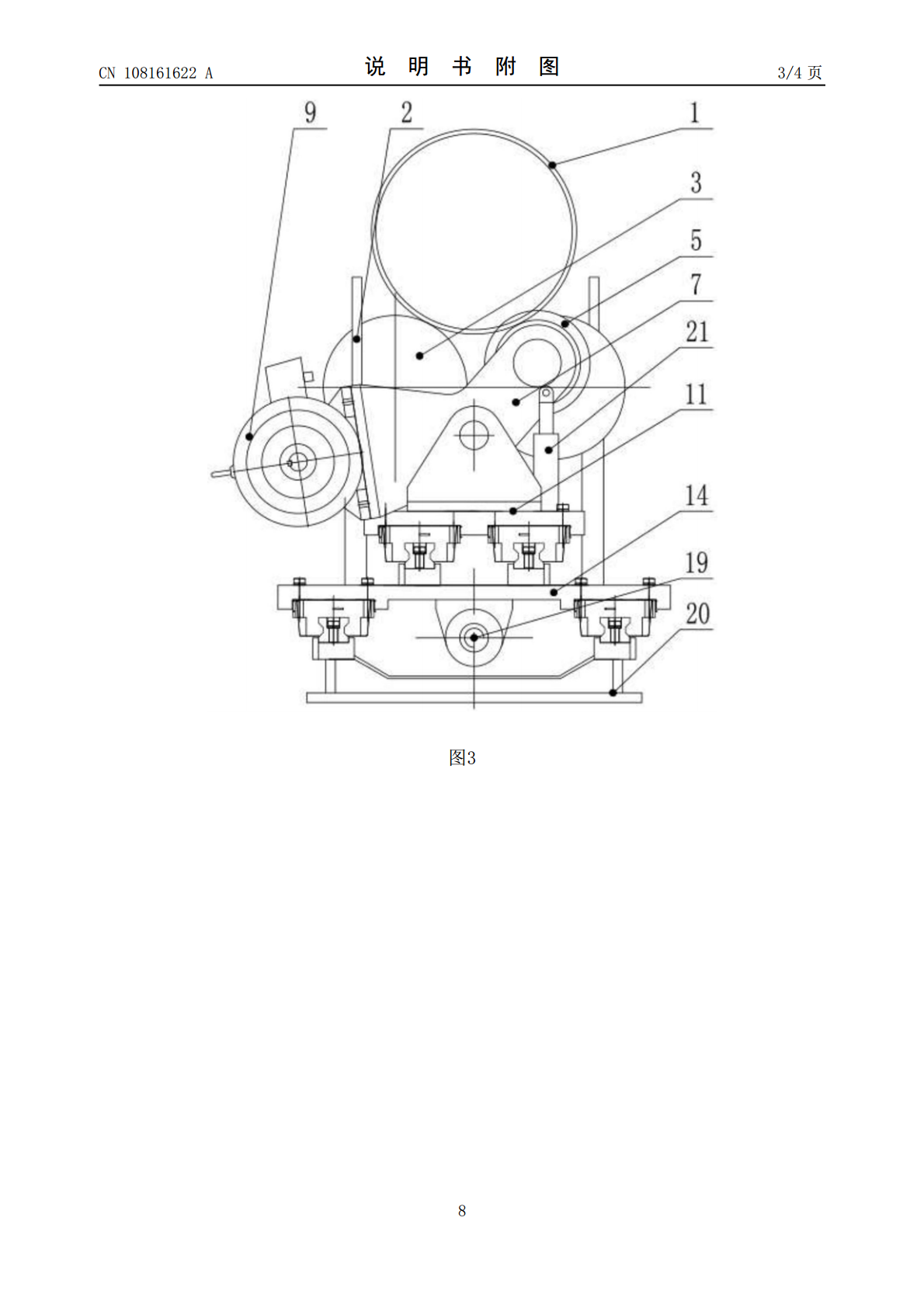
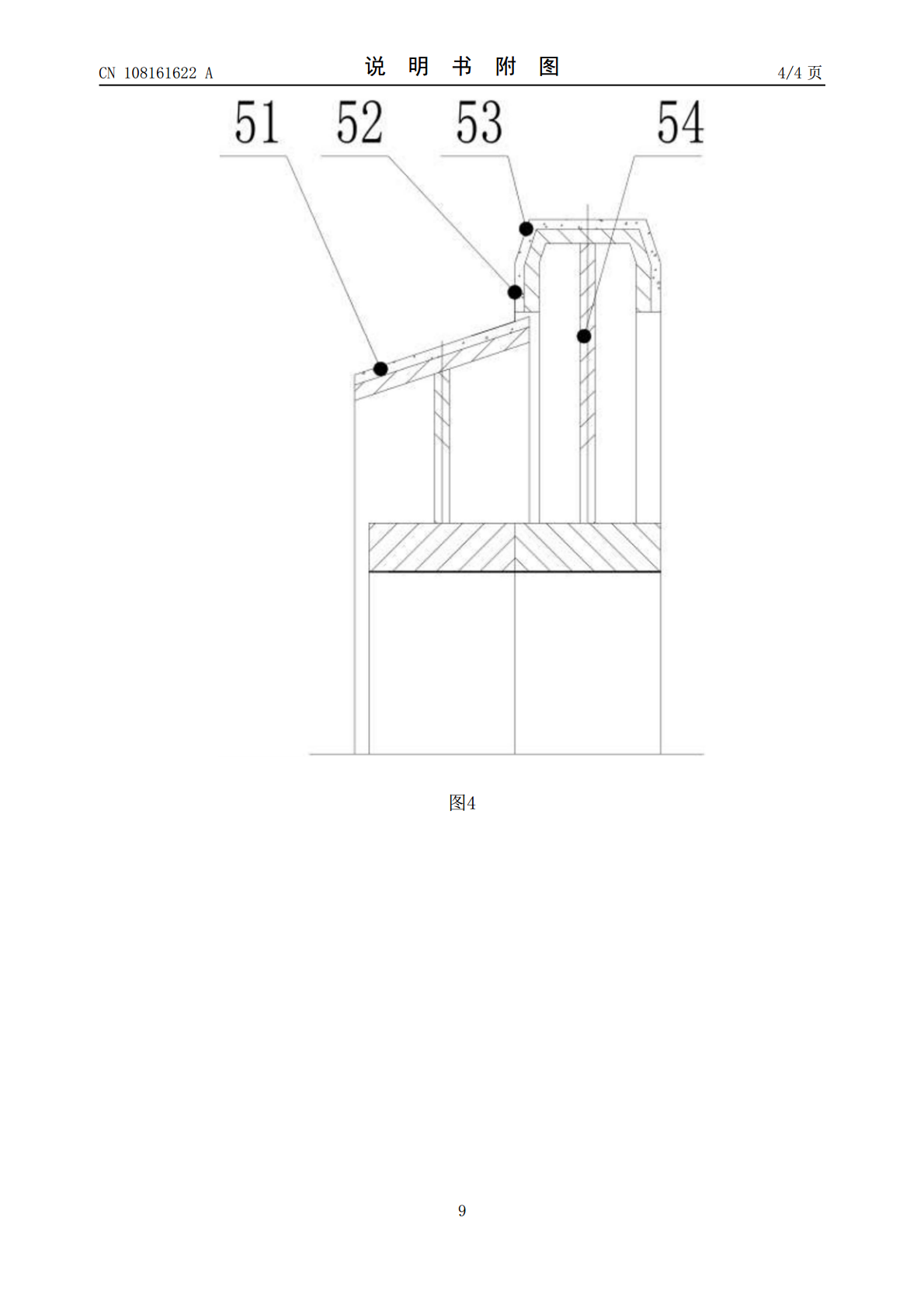
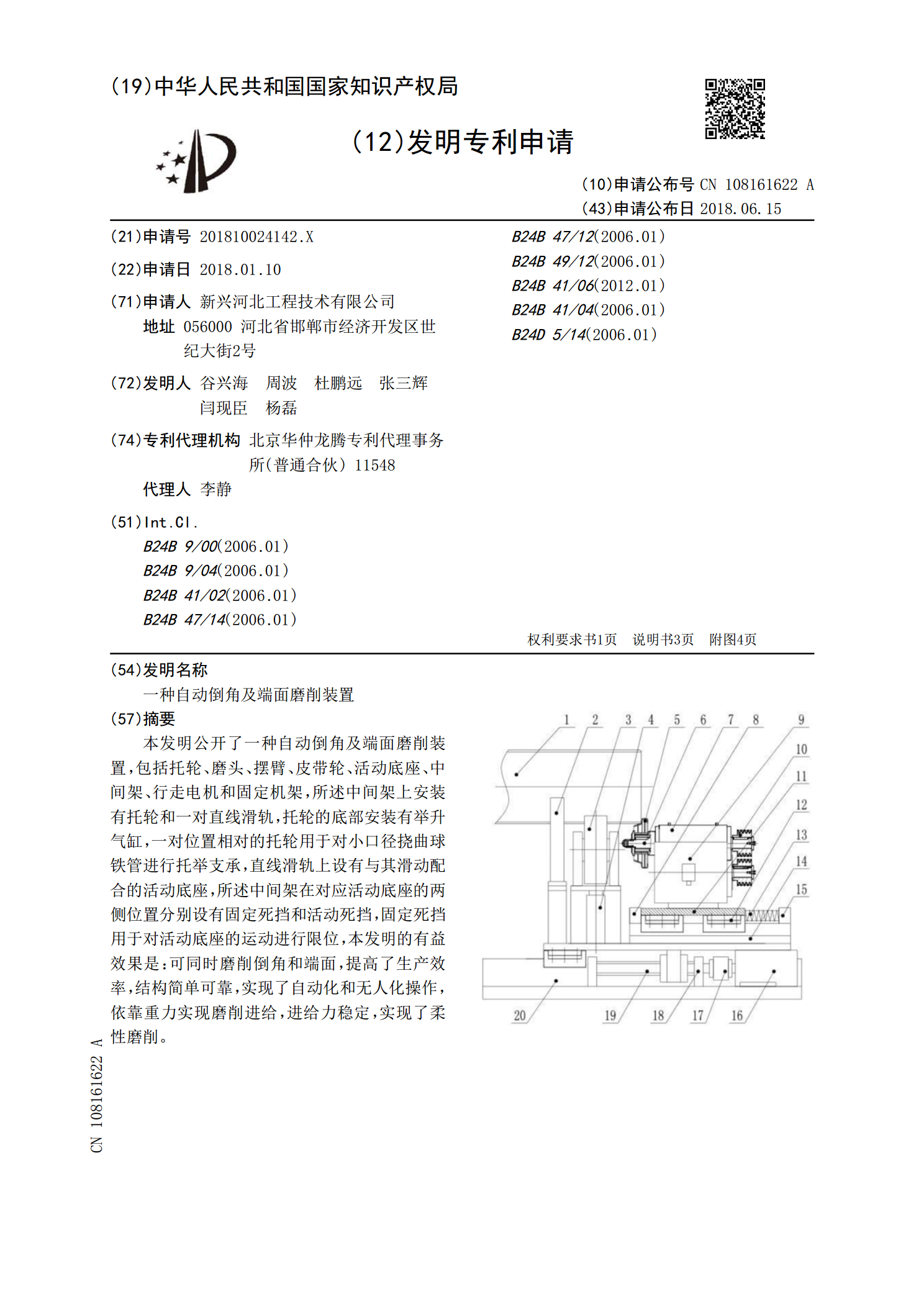
本发明公开了一种自动倒角及端面磨削装置,包括托轮、磨头、摆臂、皮带轮、活动底座、中间架、行走电机和固定机架,所述中间架上安装有托轮和一对直线滑轨,托轮的底部安装有举升气缸,一对位置相对的托轮用于对小口径挠曲球铁管进行托举支承,直线滑轨上设有与其滑动配合的活动底座,所述中间架在对应活动底座的两侧位置分别设有固定死挡和活动死挡,固定死挡用于对活动底座的运动进行限位,本发明的有益效果是:可同时磨削倒角和端面,提高了生产效率,结构简单可靠,实现了自动化和无人化操作,依靠重力实现磨削进给,进给力稳定,实现了柔性磨削

小弹簧端面磨削自动卸料装置.pdf
本发明公开了一种小弹簧端面磨削自动卸料装置,包括料盘(1),还包括楔形块(7),所述楔形块(7)通过螺栓(8)与床身(9)紧固连接,所述料盘(1)上周向均布设有多个阶梯孔(13),所述每个阶梯孔(13)中均装有可换套(10),所述可换套(10)的内孔中装有轴(5),轴(5)通过平键(3)与可换套(10)滑动连接,在所述轴(5)的中部焊有挡块(4),在所述挡块(4)与料盘(1)之间装有压缩弹簧(2),所述压缩弹簧(2)套装于轴(5)上,所述轴(5)的左端焊装有滚轮支架(14),所述滚轮支架(14)通过螺杆轴
一种方管四端面自动磨削装置.pdf
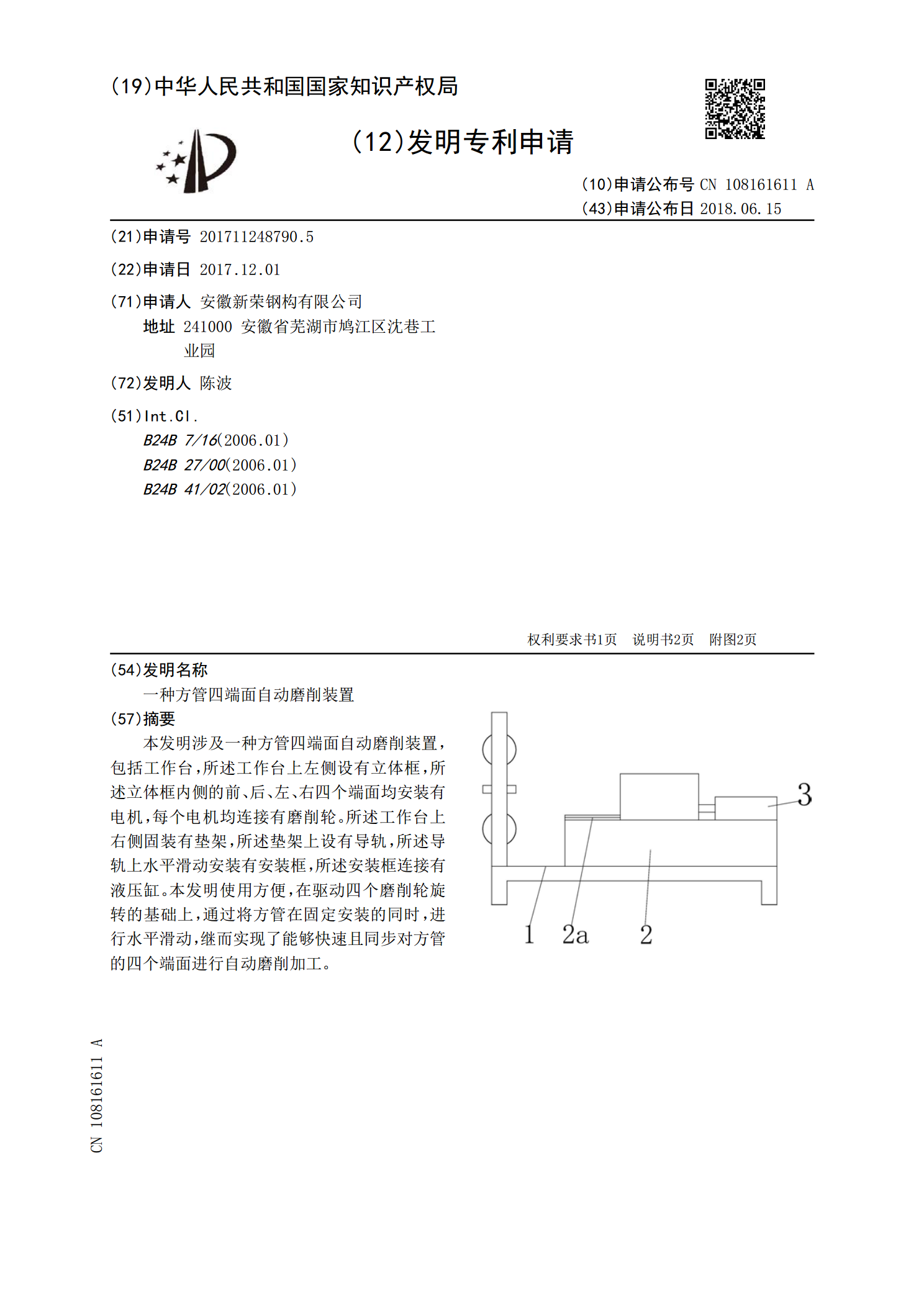
本发明涉及一种方管四端面自动磨削装置,包括工作台,所述工作台上左侧设有立体框,所述立体框内侧的前、后、左、右四个端面均安装有电机,每个电机均连接有磨削轮。所述工作台上右侧固装有垫架,所述垫架上设有导轨,所述导轨上水平滑动安装有安装框,所述安装框连接有液压缸。本发明使用方便,在驱动四个磨削轮旋转的基础上,通过将方管在固定安装的同时,进行水平滑动,继而实现了能够快速且同步对方管的四个端面进行自动磨削加工。

具有自动进给功能的弹簧端面磨削装置.pdf
本发明公开了一种具有自动进给功能的弹簧端面磨削装置,包括工作台、安装在所述工作台上的进给机构、定位机构和靠近该工作台一端的砂轮机构,所述进给机构包括两根平行设置的直线导轨和可滑动地安装在两直线导轨上的活动板,两直线导轨之间设有丝杠,该丝杠的前端套有丝杠螺母,该丝杠螺母固设在活动板底部,工作台远离砂轮机构的端部设置有丝杠支座;该丝杠的后端穿过丝杠支座后连接有步进电机,步进电机连接有步进电机驱动装置;所述活动板两端分别设置有伸缩挡板;所述定位机构为液压夹紧定位机构。本发明结构简单新颖,能够精确控制进给量,夹紧

管件端面自动磨削加工装置.pdf
本发明公开了一种管件端面自动磨削加工装置,包括固定于管件上的安装座、与安装座固联的环形基座,其特征在于环形基座的一侧固联有压板,在环形基座与压板之间设有环形的链条,在环形基座内设有内轮槽、内夹槽和外轮槽、外夹槽,在内轮槽中设有内滚轮,内滚轮通过芯轴与置于内夹槽中的内滑块相联,在外轮槽中设有外滚轮,外滚轮通过芯轴与置于外夹槽中的外滑块相联,内滑块与外滑块均联于移动滑座上;在移动滑座上固设有砂轮机和减速电机,在砂轮机主轴上联有与管件端面配合的砂轮,减速电机的输出轴上联有与链条配合的链轮。本发明具有适用范围广、