
焊网机纵丝送料机构及送料的方法.pdf

a是****澜吖


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

焊网机纵丝送料机构及送料的方法.pdf
本发明属于金属丝网焊机纵丝送料装置和送料的方法技术领域,公开了一种焊网机纵丝送料机构及送料的方法。其主要技术特征为:在所述纵丝穿线槽后方设置有“U”型的纵丝托槽,在靠近纵丝托槽后方两侧设置有纵丝送料轨道,在纵丝送料轨道上设置有纵丝送料小车,纵丝送料小车包括车架,在车架下方设置有纵丝送料轨道匹配的滑轮,在靠近车架上方的后端部设置有截面为“L”型的托板,托板的下端面位于纵丝托槽的上方,在纵丝送料小车位于纵丝送料轨道后方时托板的前端位于纵丝托槽后方,纵丝送料小车沿纵丝送料轨道后移,使托板的前端位于纵丝托槽后方。
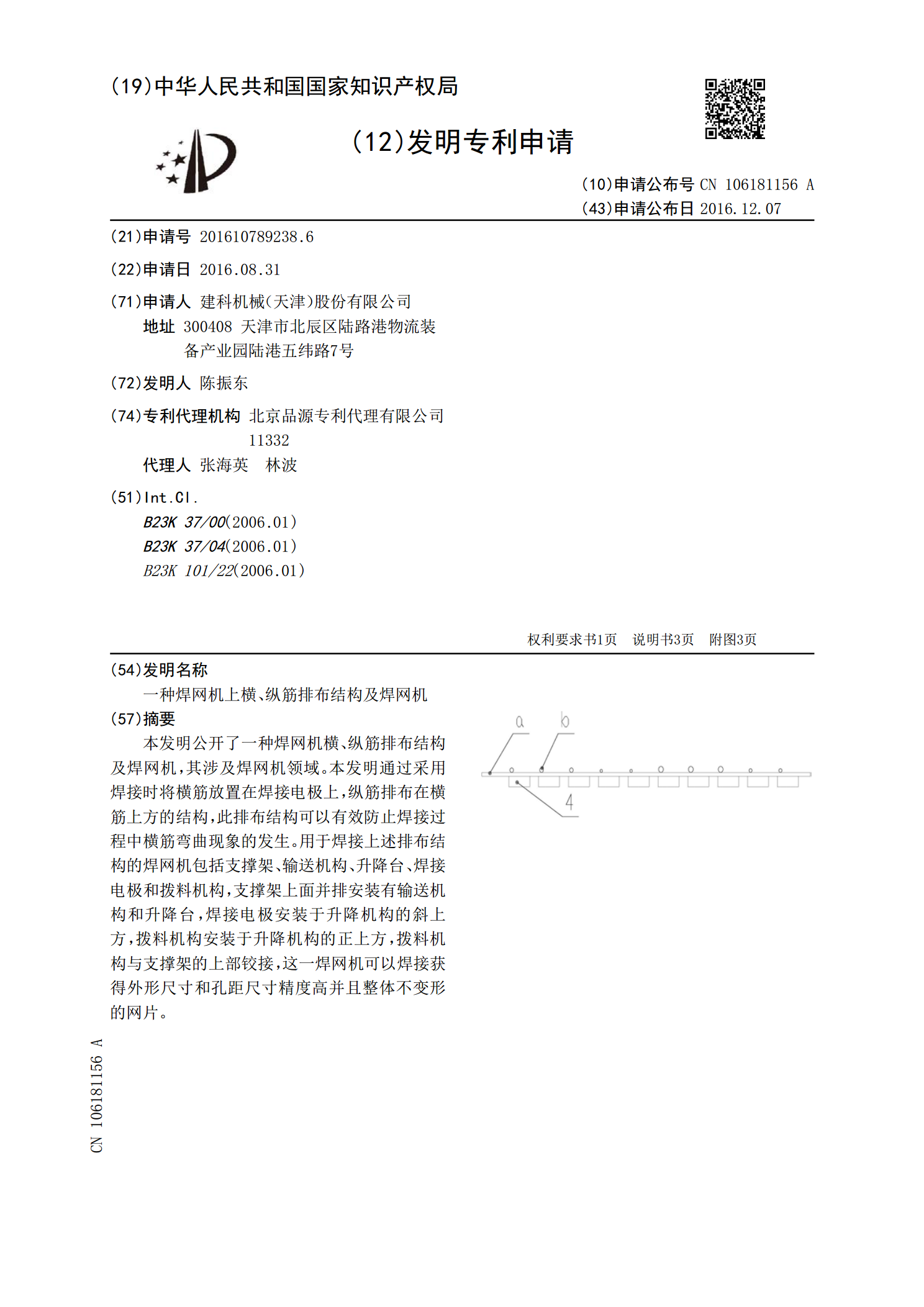
一种焊网机上横、纵筋排布结构及焊网机.pdf
本发明公开了一种焊网机横、纵筋排布结构及焊网机,其涉及焊网机领域。本发明通过采用焊接时将横筋放置在焊接电极上,纵筋排布在横筋上方的结构,此排布结构可以有效防止焊接过程中横筋弯曲现象的发生。用于焊接上述排布结构的焊网机包括支撑架、输送机构、升降台、焊接电极和拨料机构,支撑架上面并排安装有输送机构和升降台,焊接电极安装于升降机构的斜上方,拨料机构安装于升降机构的正上方,拨料机构与支撑架的上部铰接,这一焊网机可以焊接获得外形尺寸和孔距尺寸精度高并且整体不变形的网片。

自动送料机构及其送料方法.pdf
一种自动送料机构,其特征在于:自动送料机构包括基座、传动单元、限制单元及载料单元;基座具有容置部,传动单元、限制单元及载料单元分别地设于容置部内;传动单元设于容置部的底部,传动单元有传动轮及一套设且配合传动轮的传动带;限制单元设于容置部一侧,限制单元为可调整式限制单元,其具有对应于传动轮的限制轮及固定于容置部上且连结限制轮的调整器;载料单元对应于传动单元的传动带上方,载料单元具有一装料座及分别位于装料座上、下端的入料口、出料口,装料座装载有物料。本发明的有益效果是:通过机构中传动单元与限制单元间的转动及配
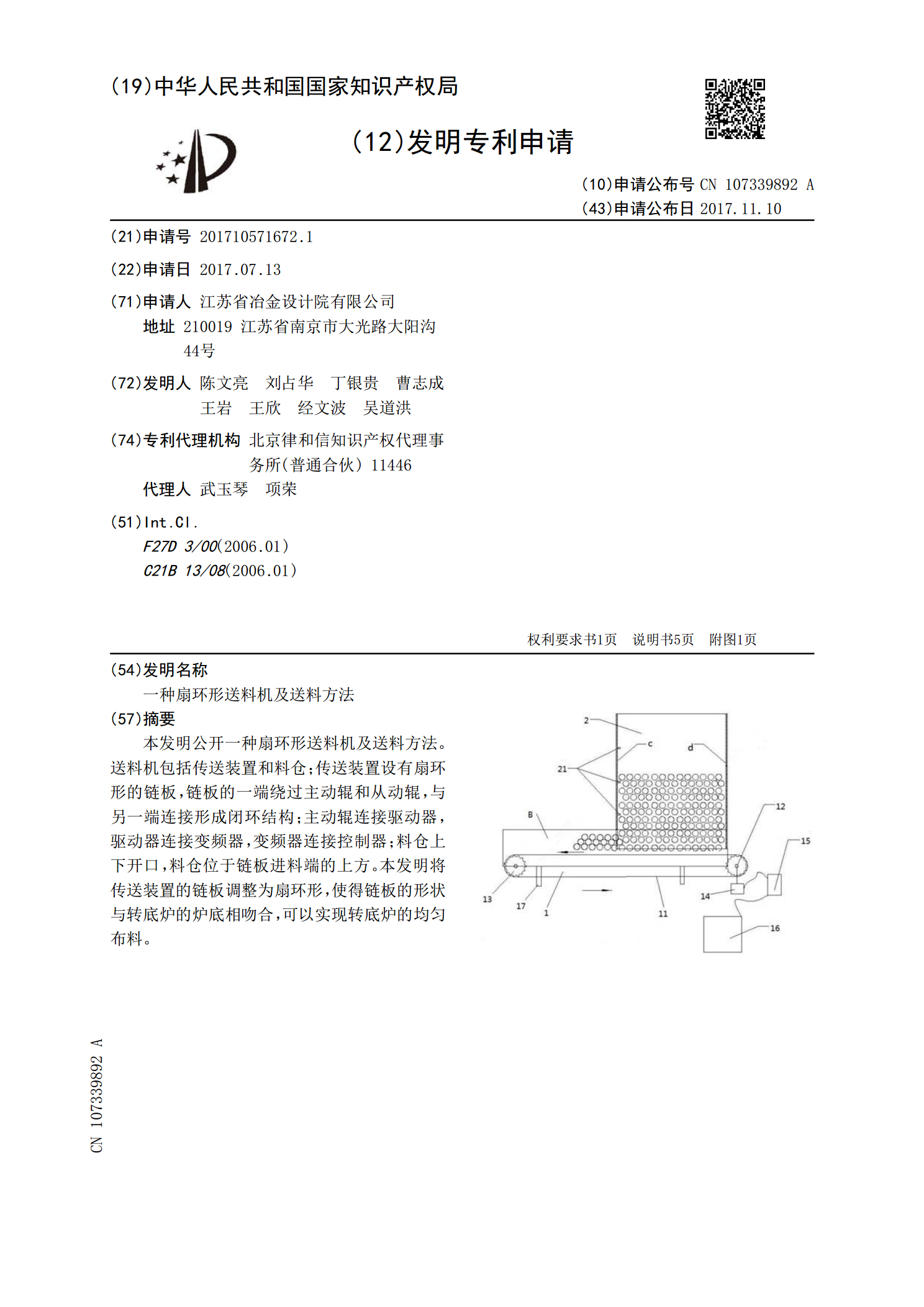
一种扇环形送料机及送料方法.pdf
本发明公开一种扇环形送料机及送料方法。送料机包括传送装置和料仓;传送装置设有扇环形的链板,链板的一端绕过主动辊和从动辊,与另一端连接形成闭环结构;主动辊连接驱动器,驱动器连接变频器,变频器连接控制器;料仓上下开口,料仓位于链板进料端的上方。本发明将传送装置的链板调整为扇环形,使得链板的形状与转底炉的炉底相吻合,可以实现转底炉的均匀布料。
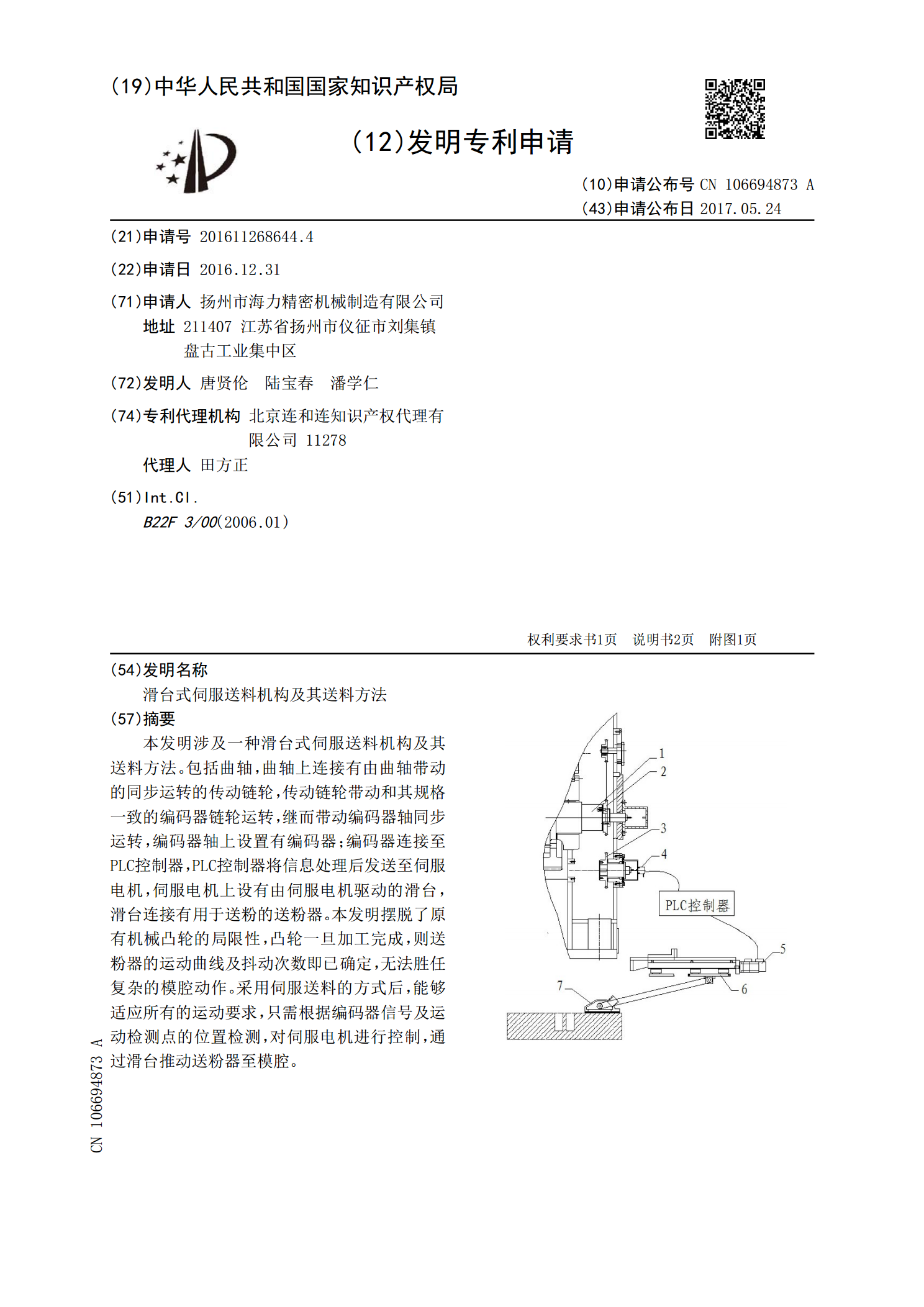
滑台式伺服送料机构及其送料方法.pdf
本发明涉及一种滑台式伺服送料机构及其送料方法。包括曲轴,曲轴上连接有由曲轴带动的同步运转的传动链轮,传动链轮带动和其规格一致的编码器链轮运转,继而带动编码器轴同步运转,编码器轴上设置有编码器;编码器连接至PLC控制器,PLC控制器将信息处理后发送至伺服电机,伺服电机上设有由伺服电机驱动的滑台,滑台连接有用于送粉的送粉器。本发明摆脱了原有机械凸轮的局限性,凸轮一旦加工完成,则送粉器的运动曲线及抖动次数即已确定,无法胜任复杂的模腔动作。采用伺服送料的方式后,能够适应所有的运动要求,只需根据编码器信号及运动检测