
飞轮锥孔深度检测装置及其检测方法.pdf

是你****优呀


1/10

2/10
3/10
4/10
5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

飞轮锥孔深度检测装置及其检测方法.pdf
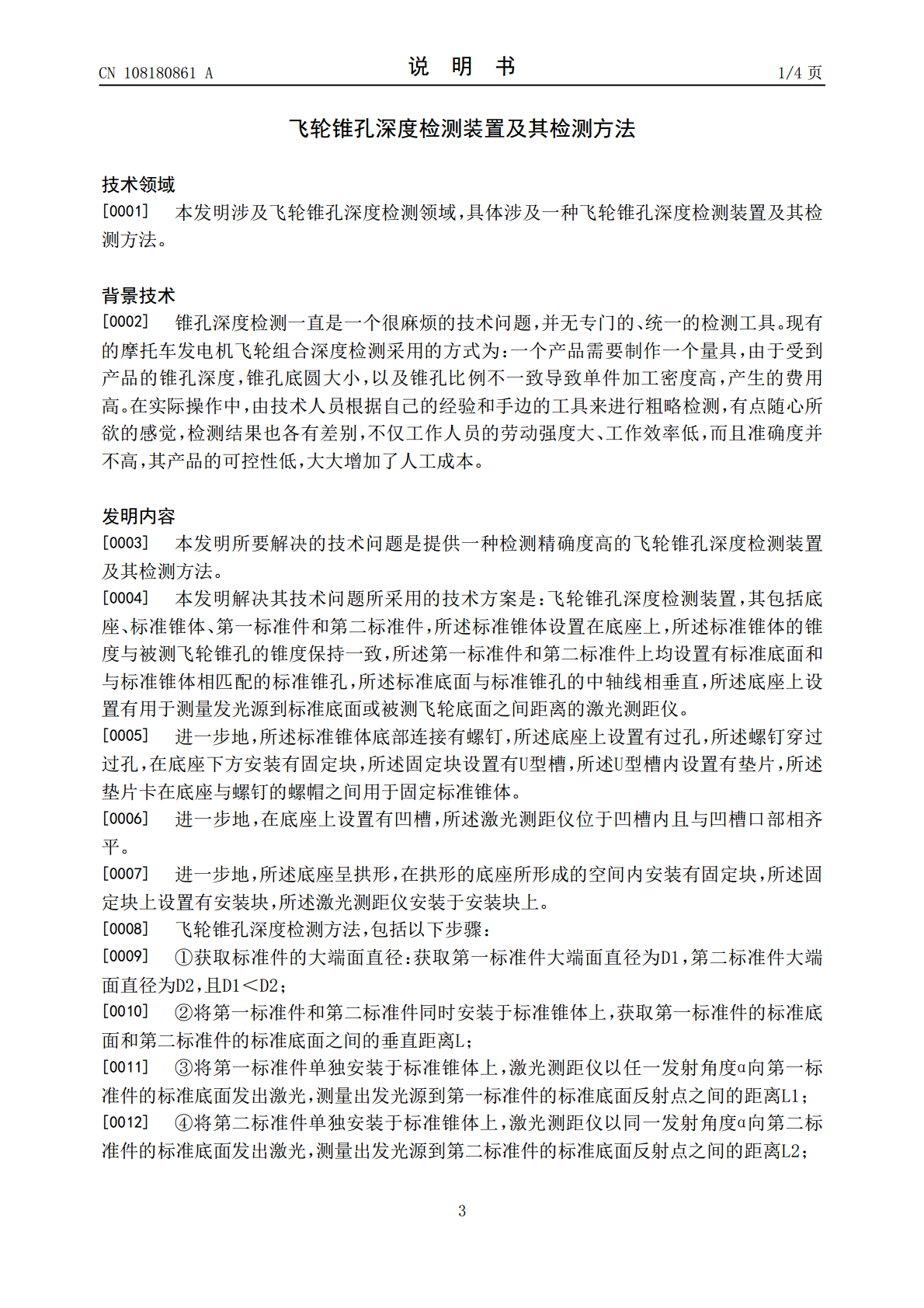
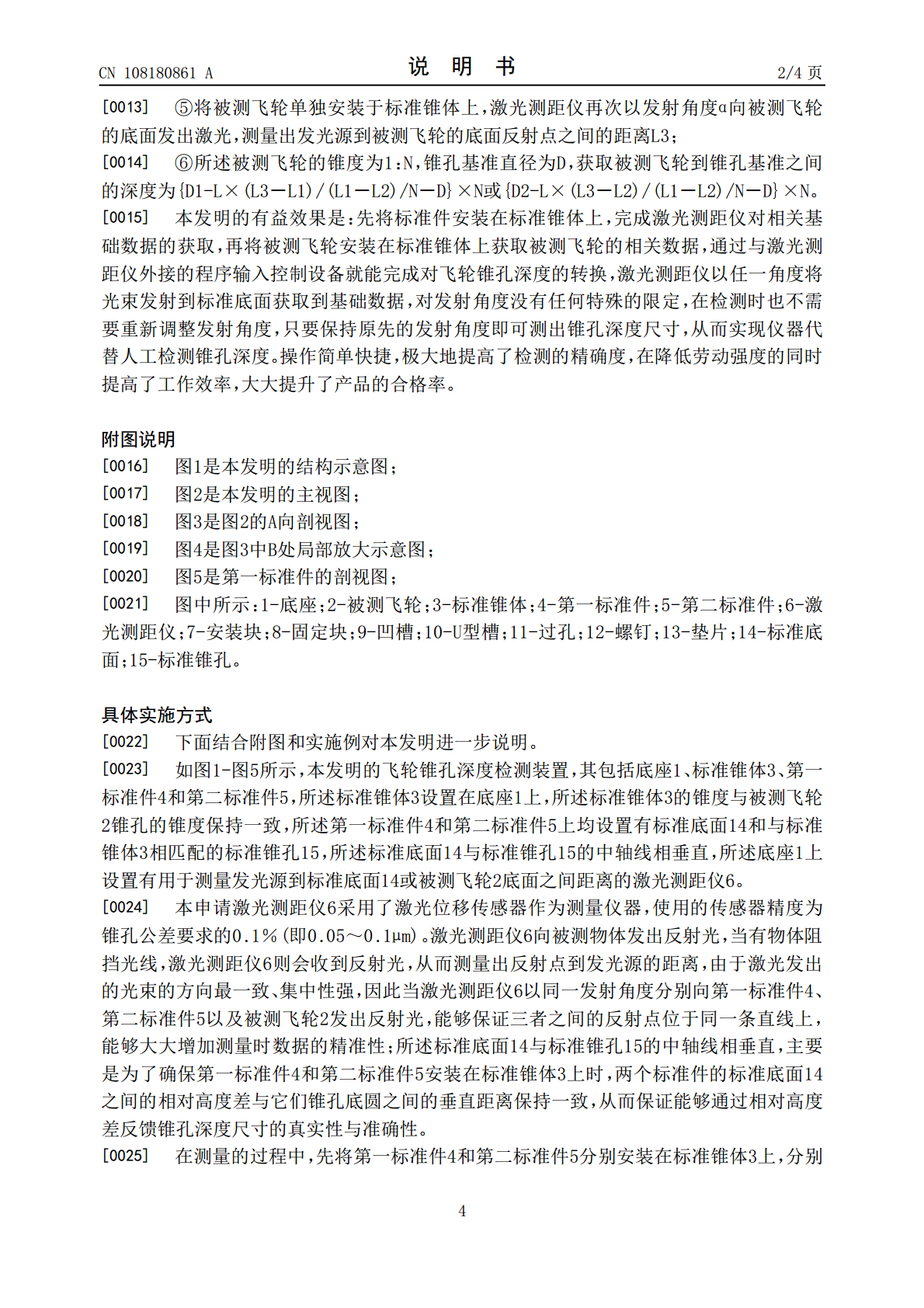
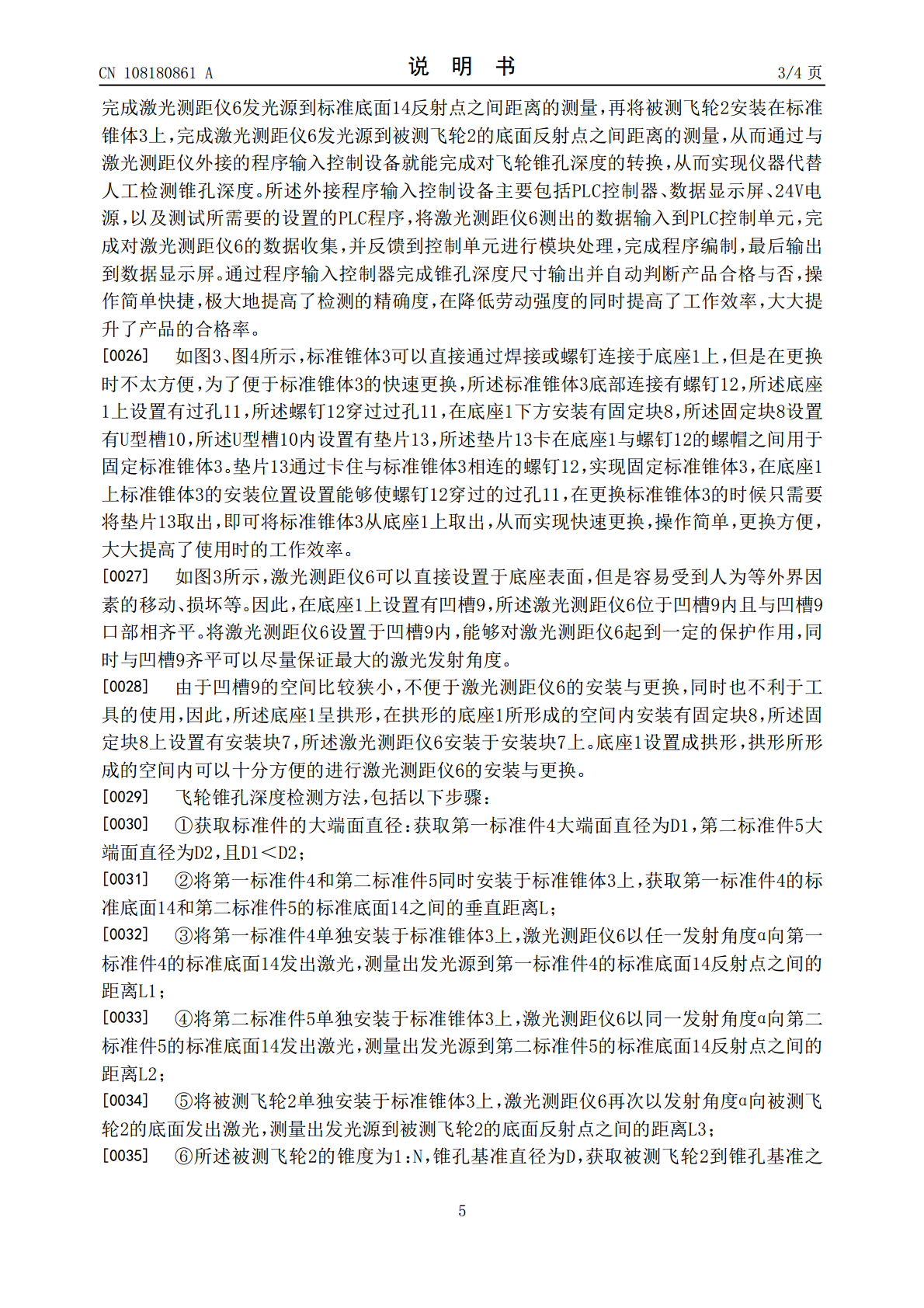
本发明公开了一种飞轮锥孔深度检测装置及其检测方法,具体涉及飞轮锥孔深度检测领域,其提供了一种检测精确度高的飞轮锥孔深度检测装置及其检测方法。所述标准锥体设置在底座上,所述标准锥体的锥度与被测飞轮锥孔的锥度保持一致,所述第一标准件和第二标准件上均设置有标准底面和与标准锥体相匹配的标准锥孔,所述标准底面与标准锥孔的中轴线相垂直,所述底座上设置有用于测量发光源到标准底面或被测飞轮底面之间距离的激光测距仪。实现了仪器代替人工检测锥孔深度,操作简单快捷,极大地提高了检测的精确度,在降低劳动强度的同时提高了工作效率,

基于深度学习的孔心检测方法及其孔心检测装置.pdf
本发明公开了一种基于深度学习的孔心检测方法及其孔心检测装置,所述基于深度学习的孔心检测方法,包括:获取待检测工件的目标图像数据,其中,所述目标图像数据为所述待检测工件中目标零件孔的图像数据;将所述目标图像数据输入卷积神经网络模型以生成所述目标零件孔的目标特征参数;根据所述目标特征参数确定所述目标零件孔的孔心位置。采用该孔心检测方法可以实现鲁棒、快速、准确的定位零件孔心的目的。

一种锥孔检测塞规及其检测方法.pdf
本发明提供了一种锥孔检测塞规,包括塞规本体,所述塞规本体包括检测部和手持部,所述检测部和手持部位于所述塞规本体的两端,所述检测部为锥形,所述检测部和手持部中间设有凸起,使检测部与手持部分隔开,所述检测部表面设有多条第一凹槽,所述第一凹槽为环形并且相邻的第一凹槽之间距离相同。本发明所述的一种锥孔检测塞规及其检测方法通过第一凹槽和第二凹槽形成的网格,能够更准确快速的确定洋红颜料的面积,从而判断锥孔的锥度是否合格。

内孔水平度检测装置及其检测方法.docx
内孔水平度检测装置及其检测方法论文题目:内孔水平度检测装置及其检测方法摘要:内孔水平度是表征零件内孔几何形状与理想轴线之间的偏差程度,对于要求装配精度较高的零件而言,其内孔水平度的控制显得尤为重要。本文设计了一种基于传感器技术的内孔水平度检测装置,并提出了相应的检测方法。该装置能够精确测量内孔的水平度,并且具有操作简便、灵敏度高、可靠性好等优点,可广泛应用于机械制造、航空航天、汽车制造等领域。关键词:内孔水平度、传感器、检测装置、检测方法一、引言在工程实践中,零件的装配精度是评价产品质量的重要指标之一。而

纳米孔制备和检测方法及其检测装置.pdf
提供一种纳米孔制备和检测方法及其检测装置。该方法采用多个蛋白单体聚集形成纳米孔,其中纳米孔的通道狭窄部分形成所述纳米孔的信号检测区域;在所述纳米孔的信号检测区域形成正电荷簇,所述正电荷簇与通过所述纳米孔的带负电荷的单分子分析物之间的电荷相互作用能够延长所述单分子分析物在所述纳米孔内的停留时间。实现了在单分子水平上对分析物的有效检测,使得因为和纳米孔相互作用时间太短而无法产生有效检测信号的单分子分析物可以被有效检测,显著提高单分子分析物的检出率,并且适用不同的分析物和检测需求。