
一种齿轮齿面喷丸强化精整方法.pdf

Th****84

1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种齿轮齿面喷丸强化精整方法.pdf
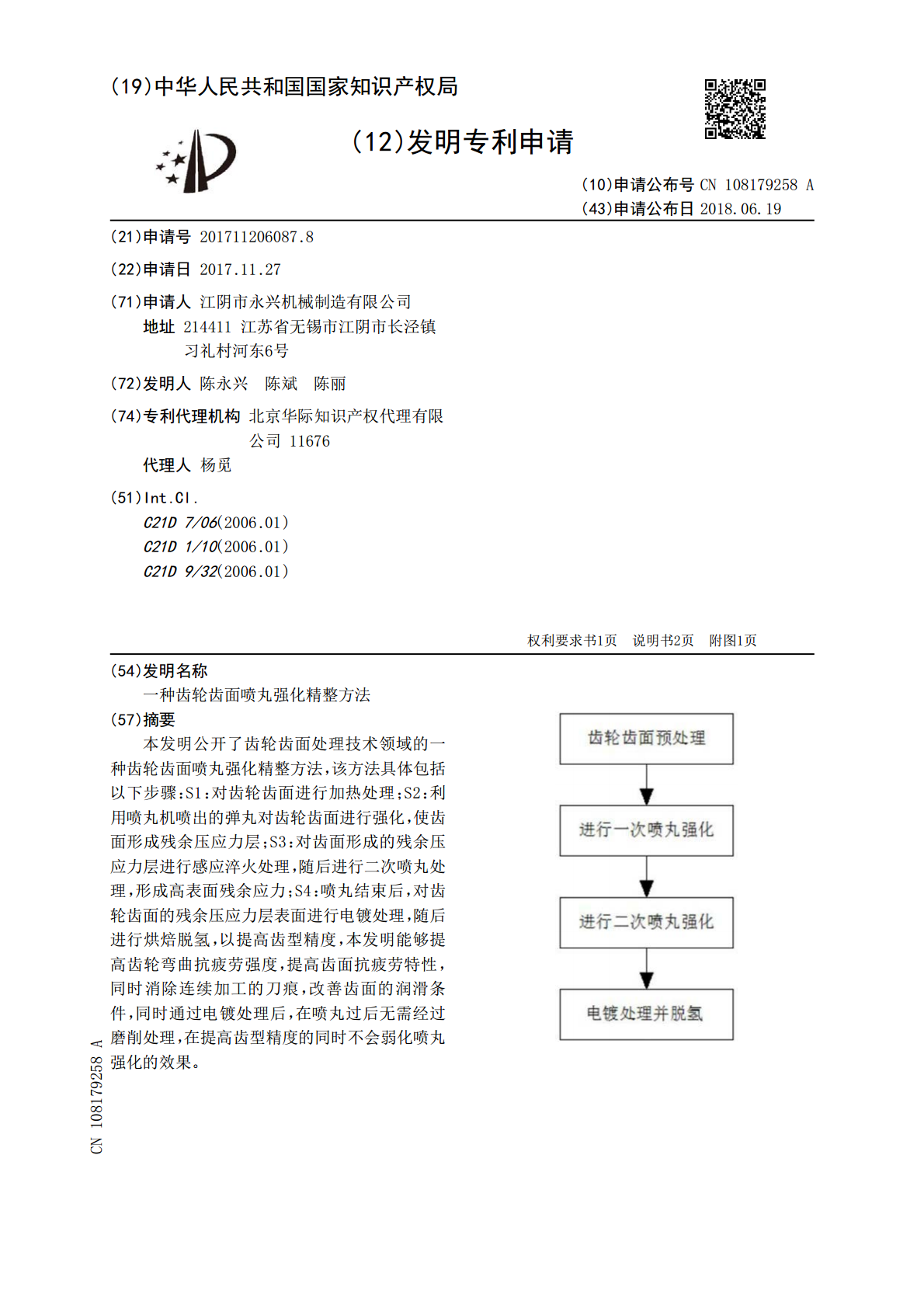
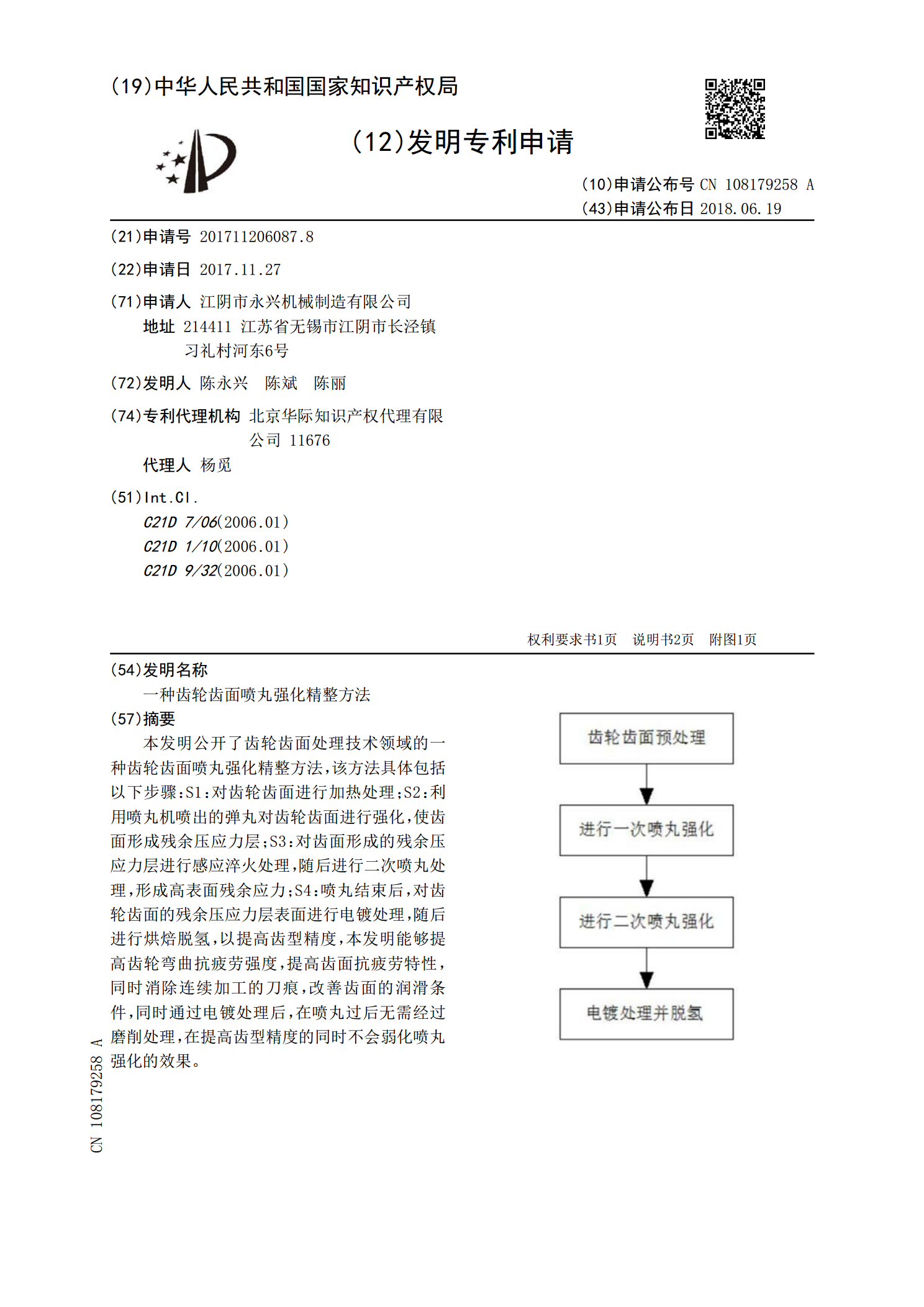
本发明公开了齿轮齿面处理技术领域的一种齿轮齿面喷丸强化精整方法,该方法具体包括以下步骤:S1:对齿轮齿面进行加热处理;S2:利用喷丸机喷出的弹丸对齿轮齿面进行强化,使齿面形成残余压应力层;S3:对齿面形成的残余压应力层进行感应淬火处理,随后进行二次喷丸处理,形成高表面残余应力;S4:喷丸结束后,对齿轮齿面的残余压应力层表面进行电镀处理,随后进行烘焙脱氢,以提高齿型精度,本发明能够提高齿轮弯曲抗疲劳强度,提高齿面抗疲劳特性,同时消除连续加工的刀痕,改善齿面的润滑条件,同时通过电镀处理后,在喷丸过后无需经过磨

一种螺旋锥齿轮的齿面喷丸强化方法.pdf
本发明公开了一种螺旋锥齿轮的齿面喷丸强化方法,包括以下步骤:对螺旋锥齿轮零件进行预处理,去除表面杂质;采用试片模拟喷丸实验,得到试片的弧高值确定喷丸强度值;采用保护装置对螺旋锥齿轮零件的非喷丸区域进行保护;对螺旋锥齿轮零件的齿面进行第一次喷丸处理,所述第一次喷丸处理时,空气压力为2.5±0.25Bar,对螺旋锥齿轮零件的齿面进行第二次喷丸处理,所述第二次喷丸处理时,空气压力为1.3±0.25Bar,拆除保护装置,清理螺旋锥齿轮零件。本发明经过两次喷丸处理后齿面粗糙度符合要求。

齿轮齿面喷丸强化研究现状与展望.docx
齿轮齿面喷丸强化研究现状与展望齿轮是机械装置中常用的传动元件之一,其主要作用是将功率从一个旋转轴传递到另一个旋转轴上。齿轮传动的可靠性和寿命直接影响到机械设备的性能和使用寿命。而齿轮齿面喷丸强化技术作为一种有效的表面强化方法,可以提高齿轮的抗疲劳性能和耐磨性能,从而延长齿轮的使用寿命。本文将综述齿轮齿面喷丸强化技术的研究现状,并展望其未来的发展方向。一、齿轮齿面喷丸强化技术的研究现状1.技术原理齿面喷丸强化技术基于气体或液体喷射介质对齿面进行冲击清理和表面改性的原理。在喷丸过程中,高速喷射介质的冲击力会清

齿轮齿面喷丸强化研究现状与展望.pptx
汇报人:目录PARTONEPARTTWO喷丸强化技术的原理喷丸强化技术的应用范围喷丸强化技术的作用PARTTHREE国内外研究现状研究热点与难点现有研究成果及其实践应用PARTFOUR技术发展趋势技术创新方向未来研究重点PARTFIVE技术发展面临的挑战技术发展带来的机遇应对挑战与机遇的策略PARTSIX在工业领域的应用前景在新兴领域的应用前景对未来工业发展的影响THANKYOU
一种齿根齿面超声辅助振动喷丸强化工艺方法.pdf
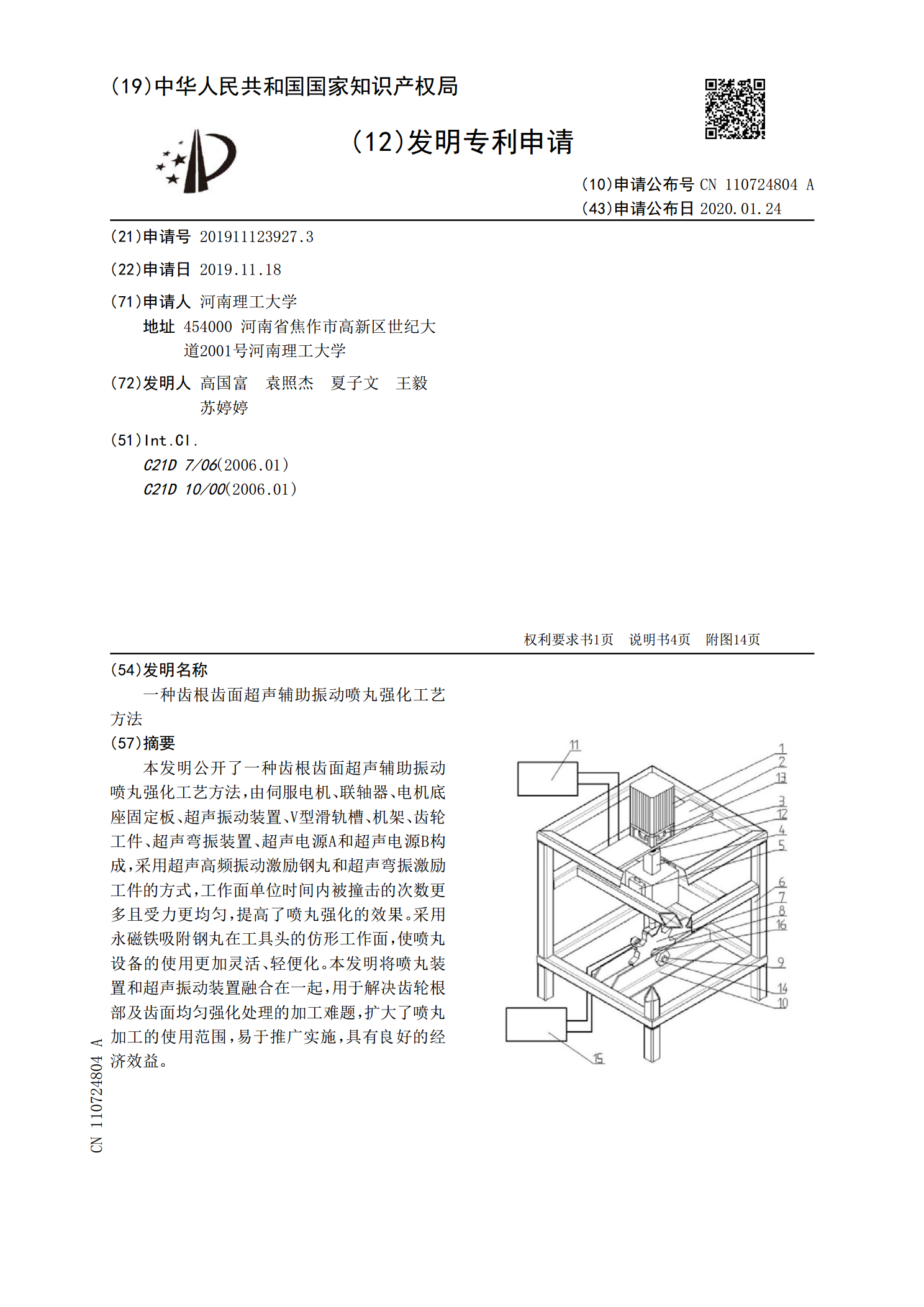
本发明公开了一种齿根齿面超声辅助振动喷丸强化工艺方法,由伺服电机、联轴器、电机底座固定板、超声振动装置、V型滑轨槽、机架、齿轮工件、超声弯振装置、超声电源A和超声电源B构成,采用超声高频振动激励钢丸和超声弯振激励工件的方式,工作面单位时间内被撞击的次数更多且受力更均匀,提高了喷丸强化的效果。采用永磁铁吸附钢丸在工具头的仿形工作面,使喷丸设备的使用更加灵活、轻便化。本发明将喷丸装置和超声振动装置融合在一起,用于解决齿轮根部及齿面均匀强化处理的加工难题,扩大了喷丸加工的使用范围,易于推广实施,具有良好的经济效