
一种轮胎模具内表面DLC涂层的制备方法.pdf

是立****92


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种轮胎模具内表面DLC涂层的制备方法.pdf
本发明涉及一种轮胎模具内表面DLC涂层的制备方法,采用等离子体增强化学气相沉积法在轮胎模具上沉积DLC涂层;步骤一:按照轮胎模具的加工工艺进行制备45#钢模具试件基体;步骤二:镀膜前使用溶剂型清洗介质对试件进行清洗、烘干处理;步骤三:采用溅射沉积的方法在基体表面沉积Cr和WC作为金属过渡层,采用等离子体增强化学气相沉积法沉积制备DLC涂层;该方法制备的涂覆DLC涂层的轮胎模具表面形貌光整具有良好的疏水性,摩擦性能较好、纳米硬度高,为轮胎模具内表面涂层的制备提供了更多的选择空间。
一种轮胎模具内表面自润滑涂层的制备方法.pdf
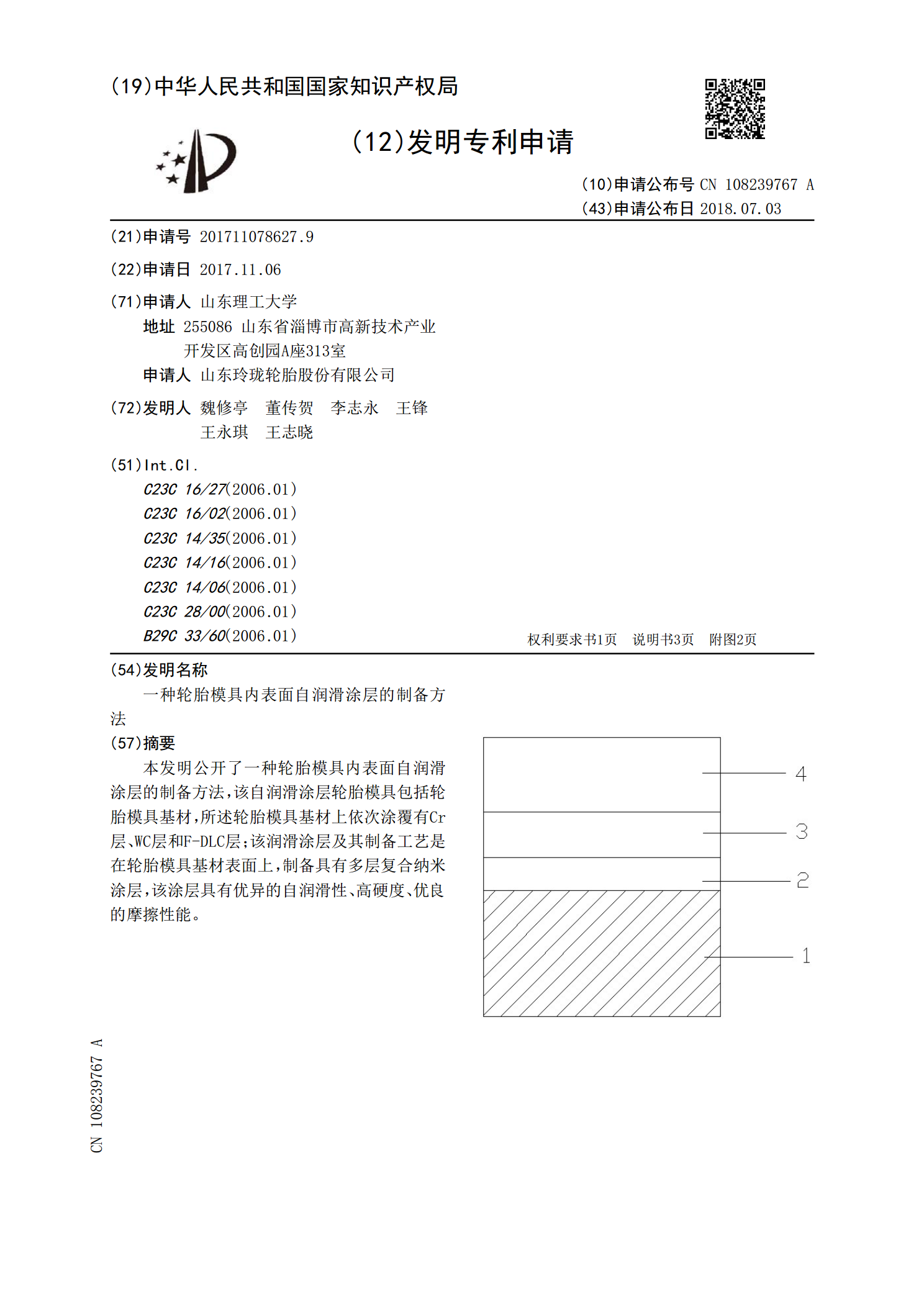
本发明公开了一种轮胎模具内表面自润滑涂层的制备方法,该自润滑涂层轮胎模具包括轮胎模具基材,所述轮胎模具基材上依次涂覆有Cr层、WC层和F‑DLC层;该润滑涂层及其制备工艺是在轮胎模具基材表面上,制备具有多层复合纳米涂层,该涂层具有优异的自润滑性、高硬度、优良的摩擦性能。
模具表面涂层制备装置及其使用方法.pdf
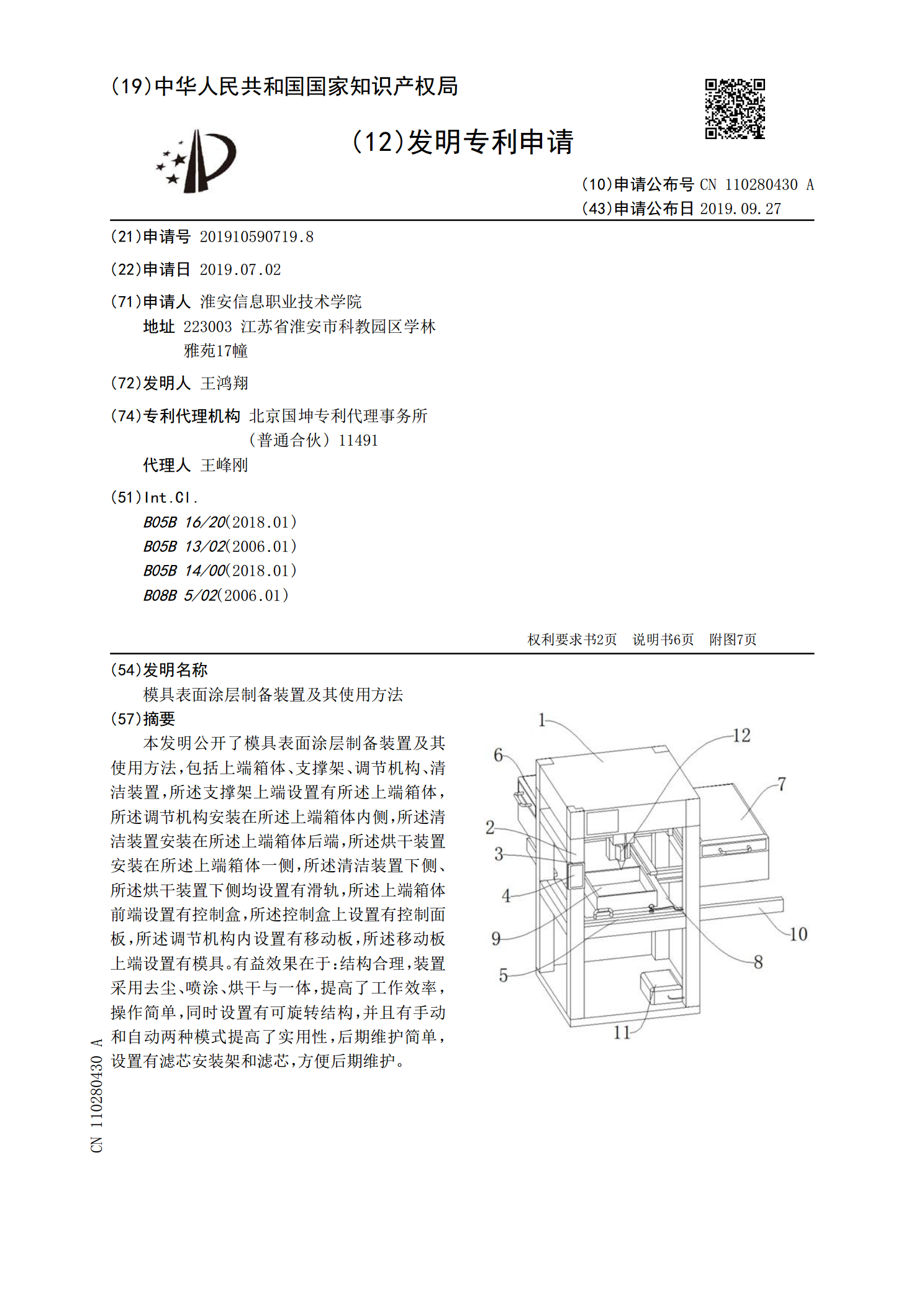
本发明公开了模具表面涂层制备装置及其使用方法,包括上端箱体、支撑架、调节机构、清洁装置,所述支撑架上端设置有所述上端箱体,所述调节机构安装在所述上端箱体内侧,所述清洁装置安装在所述上端箱体后端,所述烘干装置安装在所述上端箱体一侧,所述清洁装置下侧、所述烘干装置下侧均设置有滑轨,所述上端箱体前端设置有控制盒,所述控制盒上设置有控制面板,所述调节机构内设置有移动板,所述移动板上端设置有模具。有益效果在于:结构合理,装置采用去尘、喷涂、烘干与一体,提高了工作效率,操作简单,同时设置有可旋转结构,并且有手动和自动

热压铸模具表面涂层的制备方法.pdf
本发明涉及热压铸模具表面涂层的制备方法,将热压铸模具表面喷砂及清洗处理后,放入电弧离子镀设备内,以矩形Ti靶作为底层的Ti来源,矩形Ti靶安置在炉体左内壁上,通过矩形Ti靶电弧电源的电流控制矩形Ti靶的蒸发率,在热压铸模具表面制备Ti底层;然后以圆形CrAl靶作为制备CrAlN涂层的Cr、Al元素来源,其中Cr、Al元素的原子成分比例为Cr/Al=70/30,通过圆形CrAl靶电弧电源的电流控制CrAl靶的蒸发率;采用高纯N

一种低粘附轮胎模具的多层复合涂层及其制备方法.pdf
本发明公开了一种低粘附轮胎模具的多层复合涂层及其制备方法,由模具基体到表面依次包括Cr粘结层、Cr/CrN纳米多层结构的过渡层和CrNiN工作层,所述Cr粘结层涂覆在模具基体上,所述CrNiN工作层中,按照原子数百分比计,包括Cr30~45%,Ni15~25%,N35~50%。用电弧离子镀技术在轮胎的模具基体表面依次沉积得到Cr粘结层、Cr/CrN纳米多层结构的过渡层和CrNiN工作层,各层界面相互匹配,涂层具有较好的结合力和韧性,增强了整个轮胎模具的耐磨性能、耐腐蚀性能和抗粘附性能,提高了其使用寿命。轮