
一种淬火槽盘条输送装置.pdf

星菱****23

1/8
2/8

3/8

4/8

5/8

6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种淬火槽盘条输送装置.pdf
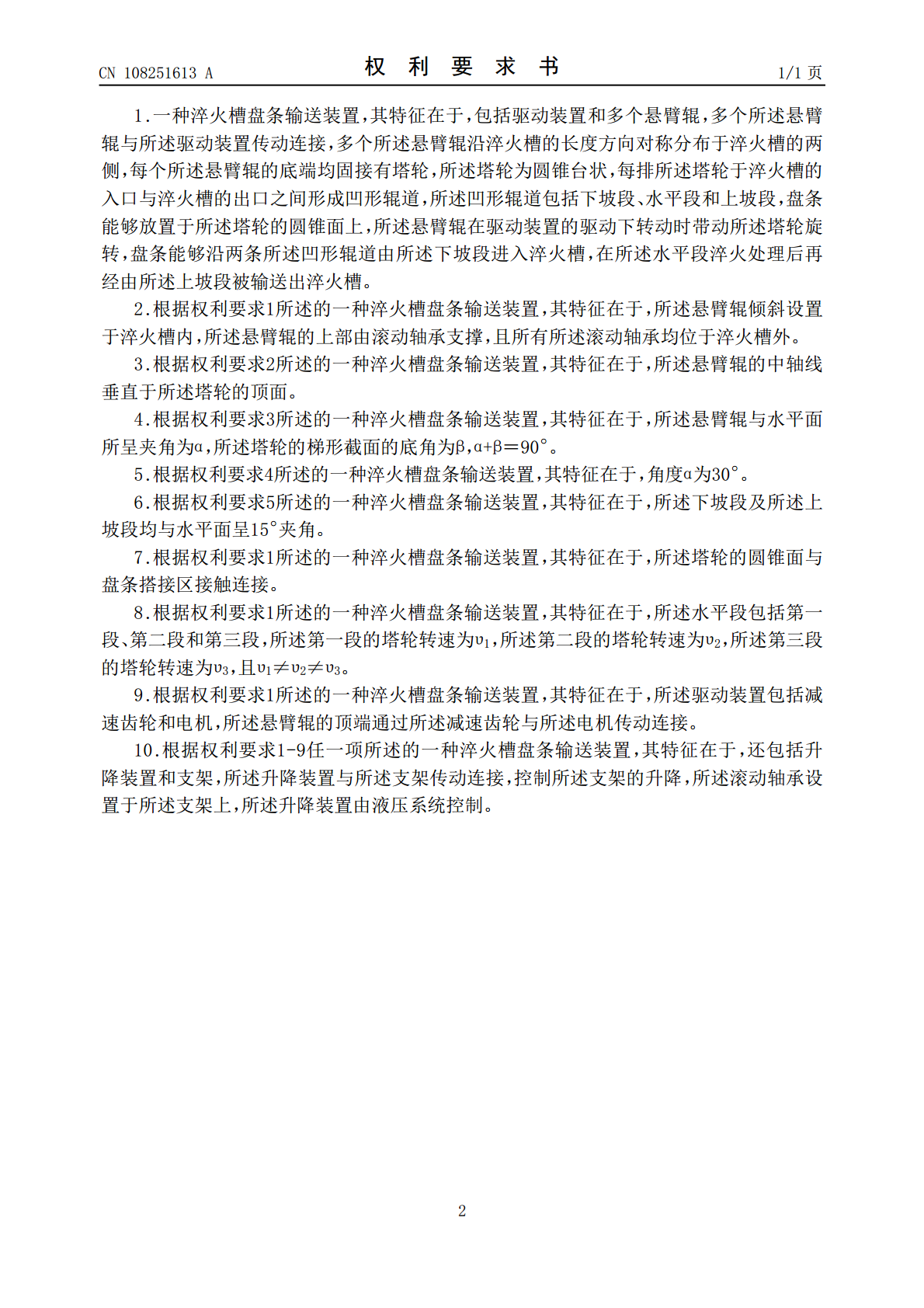
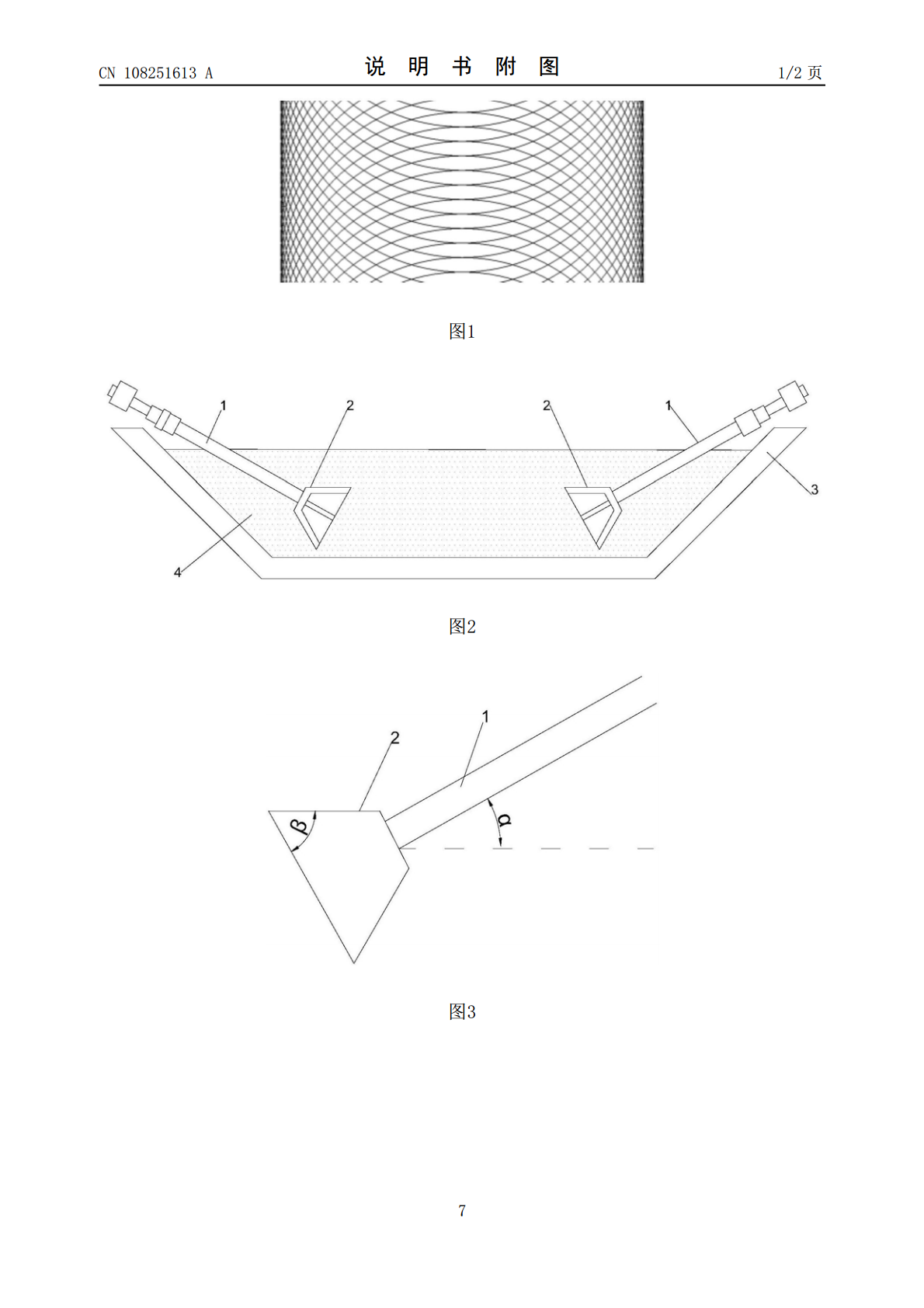
本发明提供了一种淬火槽盘条输送装置,涉及盐浴热处理技术领域,解决了盘条进出盐浴槽输送难度大的技术问题。该装置包括驱动装置和多个悬臂辊,多个所述悬臂辊与所述驱动装置传动连接,多个所述悬臂辊沿淬火槽的长度方向对称分布于淬火槽的两侧,每个所述悬臂辊的底端均固接有塔轮,所述塔轮为圆锥台状,每排所述塔轮于淬火槽的入口与淬火槽的出口之间形成凹形辊道,所述凹形辊道包括下坡段、水平段和上坡段,盘条能够放置于所述塔轮的圆锥面上,所述悬臂辊在驱动装置的驱动下转动时带动所述塔轮旋转,盘条能够沿两条所述凹形辊道由所述下坡段进入淬

一种淬火槽装置.pdf
本发明涉及一种淬火槽装置,包括炉体(1),炉体(1)上连接有落料通道(2),移动平台(3),油槽(4)、水槽(5)、长方形盒体(6)和罩体(7)。长方形盒体(6)内有第一落料口(60)和第二落料口(61),空槽(8)内填充有密封物质(9);第一落料口(60)与油槽(4)相连通,第二落料口(61)与水槽(5)相连通;罩体(7)覆盖设置在第一落料口(60)和第二落料口(61)上,罩体(7)上有罩体上口(70)、中空的空腔(71)和罩体下口(72);罩体上口(70)与落料端(20)相通,罩体下口(72)伸入至密
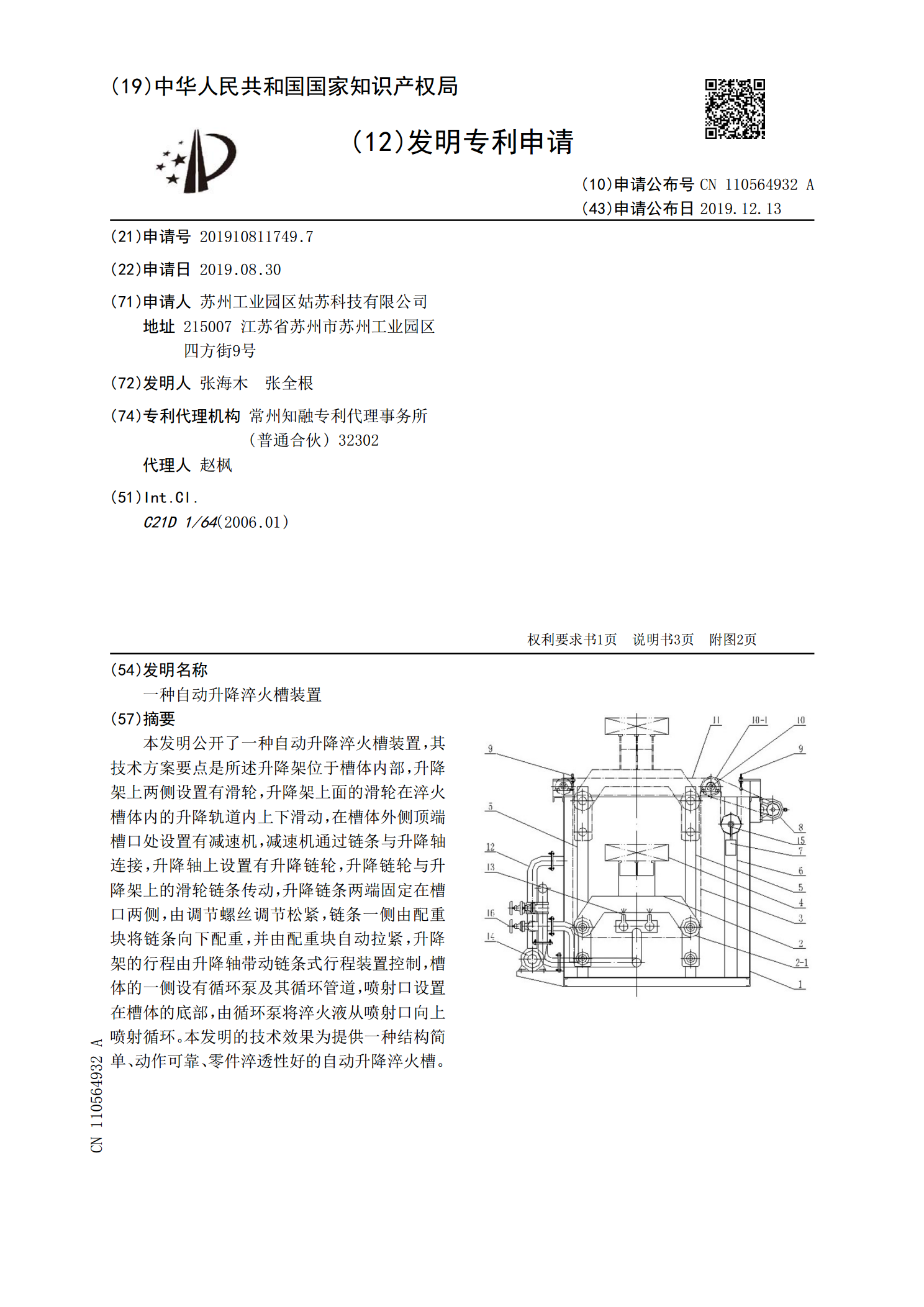
一种自动升降淬火槽装置.pdf
本发明公开了一种自动升降淬火槽装置,其技术方案要点是所述升降架位于槽体内部,升降架上两侧设置有滑轮,升降架上面的滑轮在淬火槽体内的升降轨道内上下滑动,在槽体外侧顶端槽口处设置有减速机,减速机通过链条与升降轴连接,升降轴上设置有升降链轮,升降链轮与升降架上的滑轮链条传动,升降链条两端固定在槽口两侧,由调节螺丝调节松紧,链条一侧由配重块将链条向下配重,并由配重块自动拉紧,升降架的行程由升降轴带动链条式行程装置控制,槽体的一侧设有循环泵及其循环管道,喷射口设置在槽体的底部,由循环泵将淬火液从喷射口向上喷射循环。
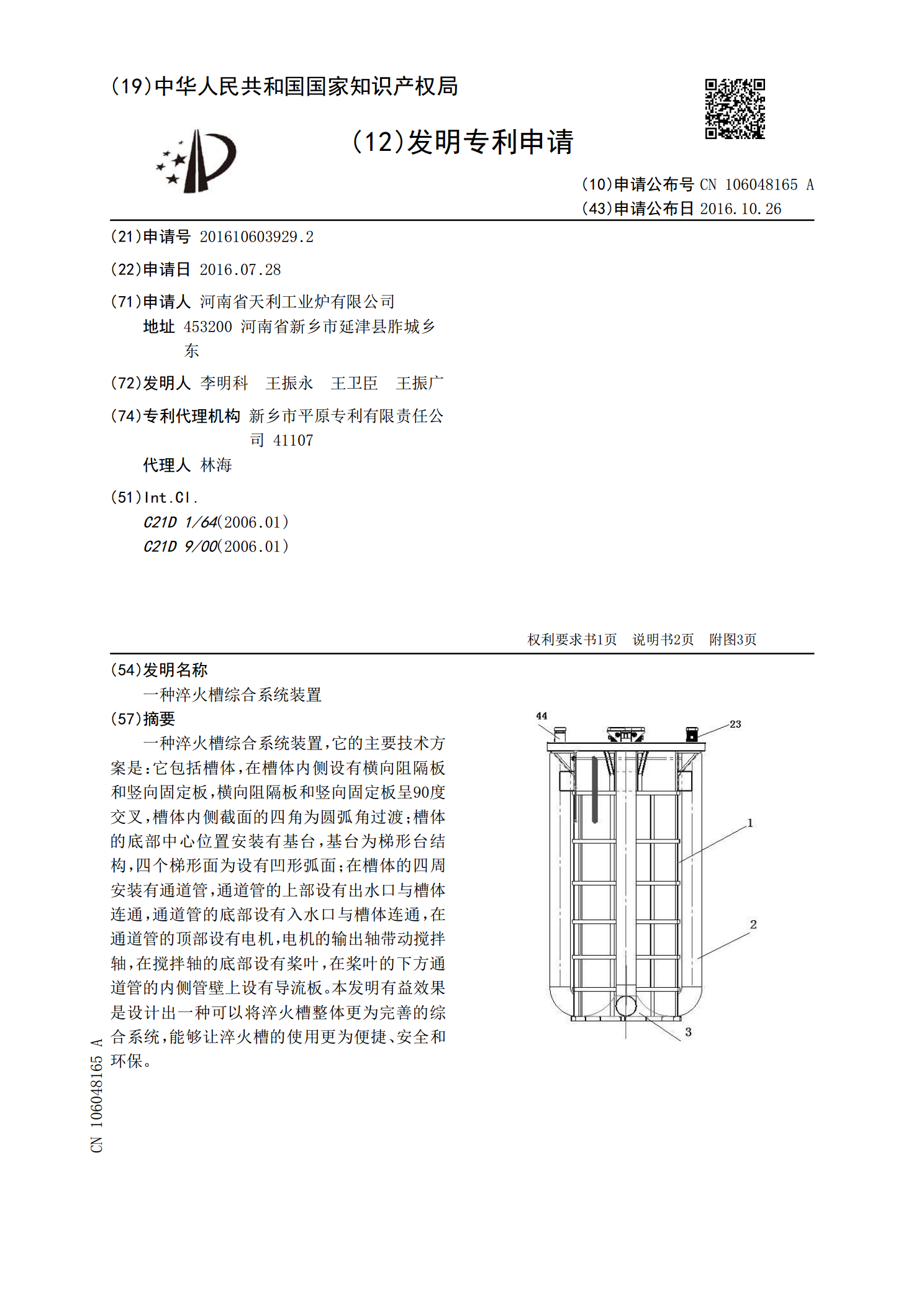
一种淬火槽综合系统装置.pdf
一种淬火槽综合系统装置,它的主要技术方案是:它包括槽体,在槽体内侧设有横向阻隔板和竖向固定板,横向阻隔板和竖向固定板呈90度交叉,槽体内侧截面的四角为圆弧角过渡;槽体的底部中心位置安装有基台,基台为梯形台结构,四个梯形面为设有凹形弧面;在槽体的四周安装有通道管,通道管的上部设有出水口与槽体连通,通道管的底部设有入水口与槽体连通,在通道管的顶部设有电机,电机的输出轴带动搅拌轴,在搅拌轴的底部设有桨叶,在桨叶的下方通道管的内侧管壁上设有导流板。本发明有益效果是设计出一种可以将淬火槽整体更为完善的综合系统,能够

一种淬火槽烟气收集装置.pdf
一种淬火槽烟气收集装置,本发明的目的是设计一种结构合理、使用效果好的淬火槽烟气收集装置。本发明的技术方案是,它包括烟囱,鼓风机,烟囱的下部设有鼓风机,鼓风机通过风道与槽体上的出风口连通,槽体的内圈设有上、下两层环形整流风圈,环形整流风圈为圈体,在圈体上开有通风孔,所述的上层环形整流风圈的通风孔小于下层环形整流风圈的通风孔。所述的烟囱顶部设有防回风装置。所述的烟囱顶部设有除尘装置。本发明结构合理,能够更好、更精准的调整淬火槽的排风量,并且环保效果好。