
一种用于陶瓷膏料光固化3D打印机成型进料一体机构.pdf

梦影****主a

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种用于陶瓷膏料光固化3D打印机成型进料一体机构.pdf
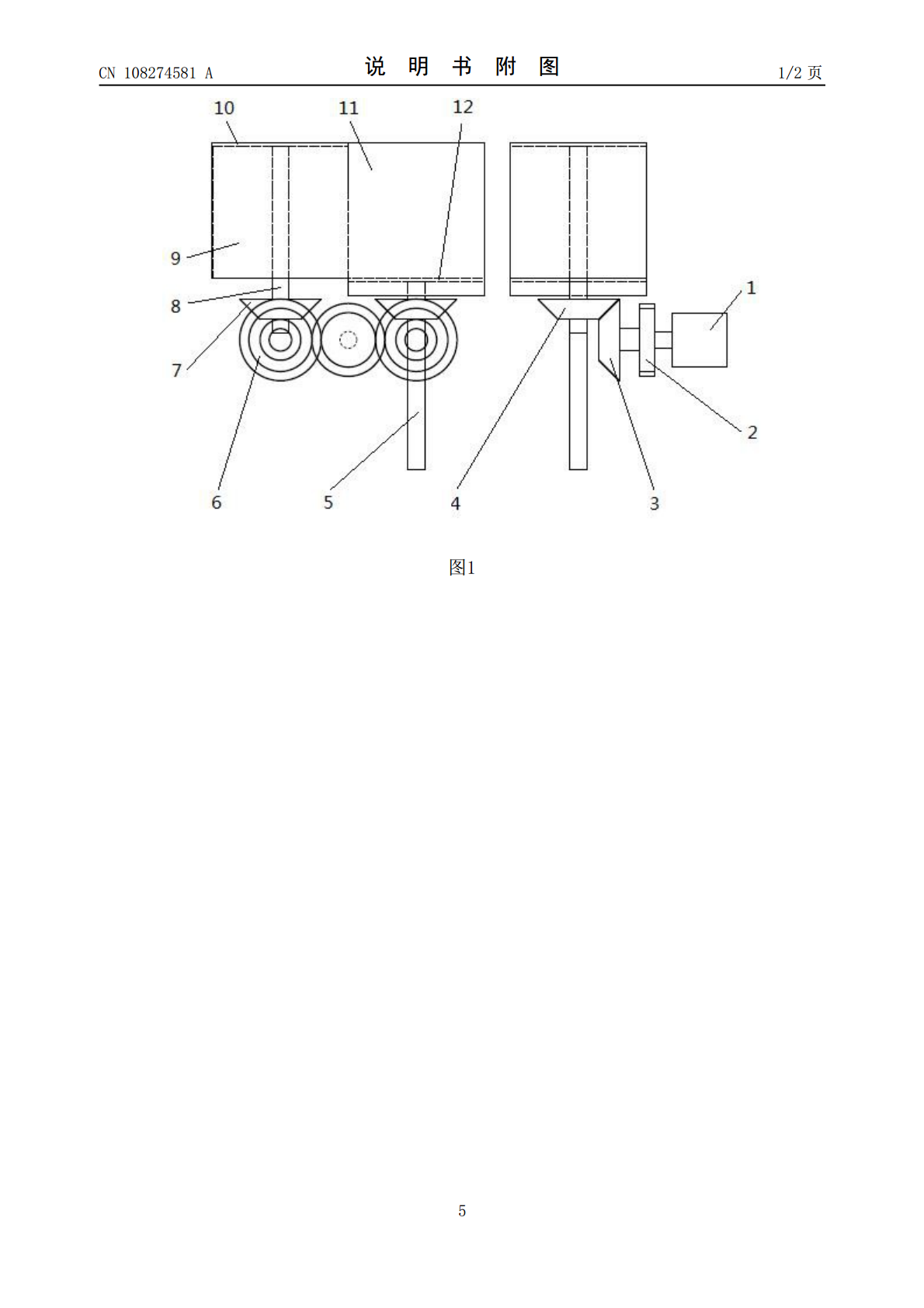
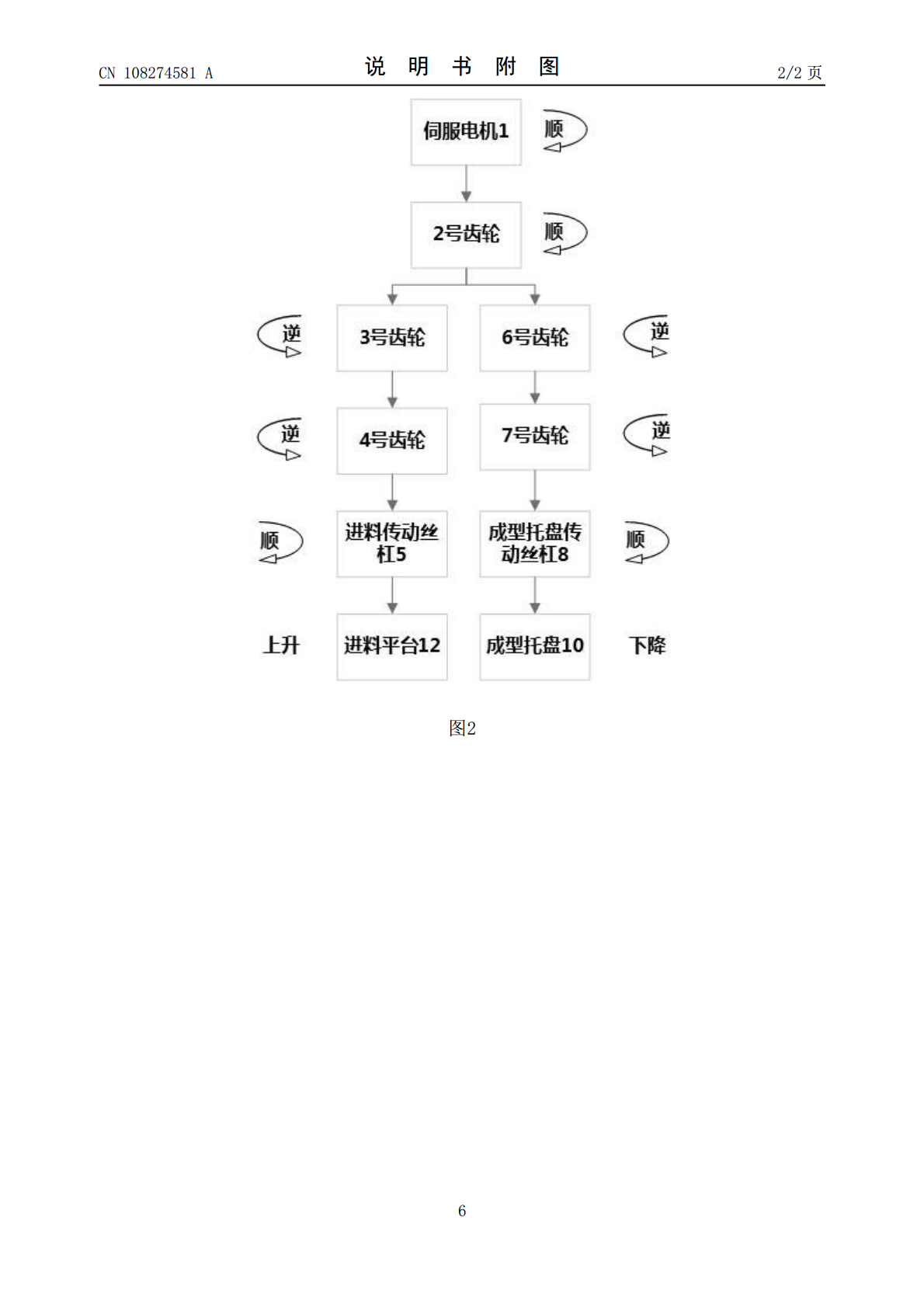
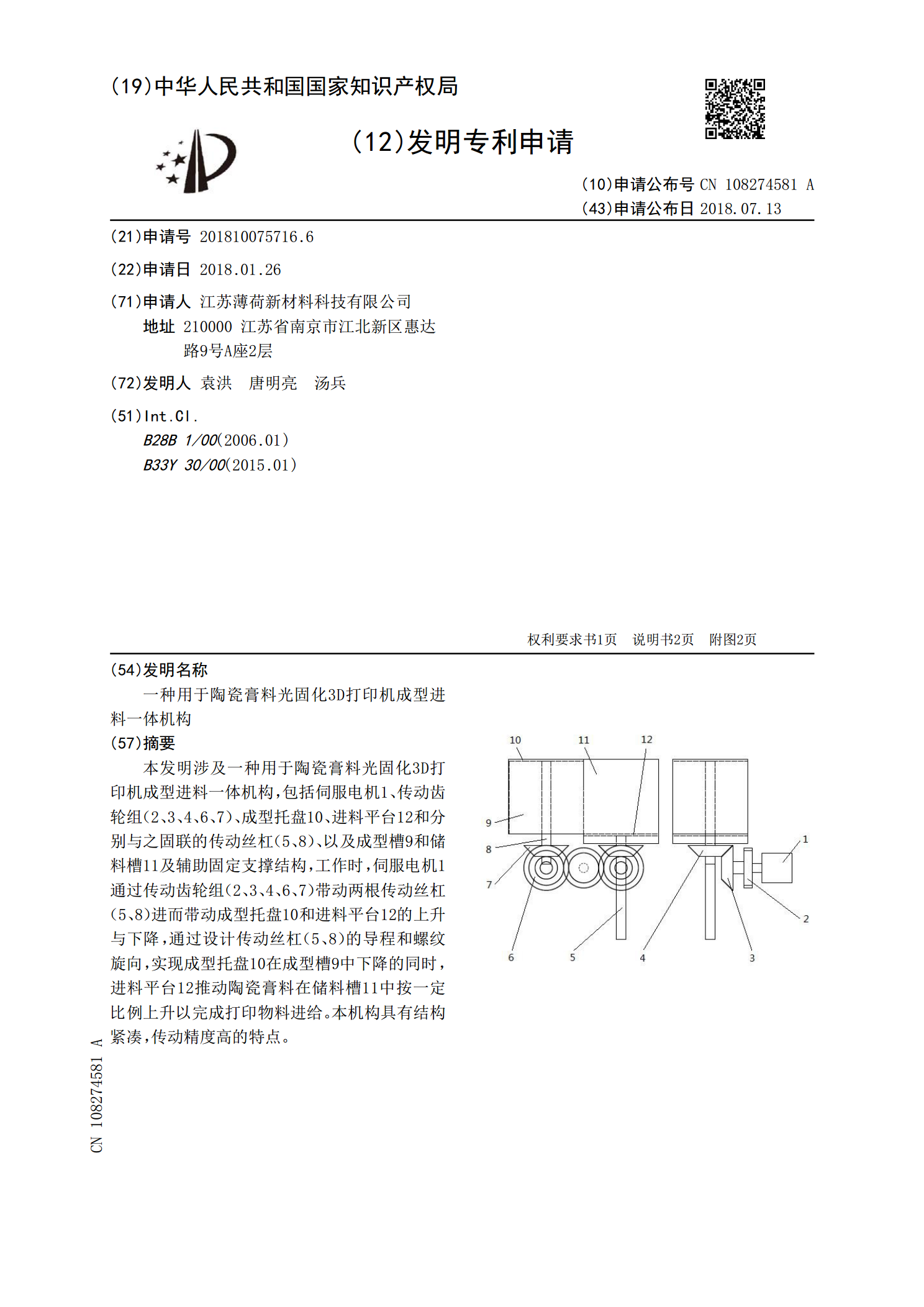
本发明涉及一种用于陶瓷膏料光固化3D打印机成型进料一体机构,包括伺服电机1、传动齿轮组(2、3、4、6、7)、成型托盘10、进料平台12和分别与之固联的传动丝杠(5、8)、以及成型槽9和储料槽11及辅助固定支撑结构,工作时,伺服电机1通过传动齿轮组(2、3、4、6、7)带动两根传动丝杠(5、8)进而带动成型托盘10和进料平台12的上升与下降,通过设计传动丝杠(5、8)的导程和螺纹旋向,实现成型托盘10在成型槽9中下降的同时,进料平台12推动陶瓷膏料在储料槽11中按一定比例上升以完成打印物料进给。本机构具有
一种3D打印机进料机构.pdf
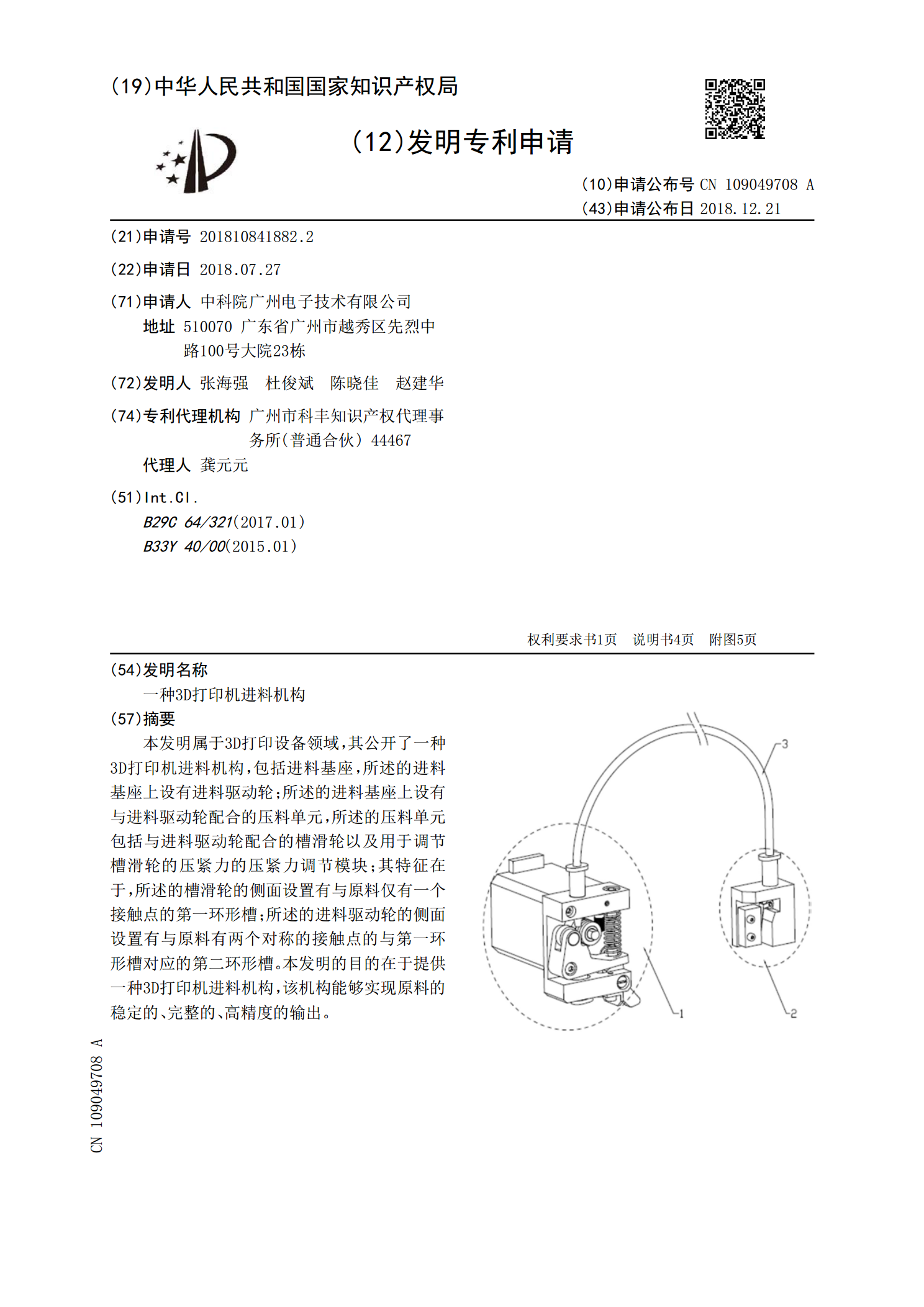
本发明属于3D打印设备领域,其公开了一种3D打印机进料机构,包括进料基座,所述的进料基座上设有进料驱动轮;所述的进料基座上设有与进料驱动轮配合的压料单元,所述的压料单元包括与进料驱动轮配合的槽滑轮以及用于调节槽滑轮的压紧力的压紧力调节模块;其特征在于,所述的槽滑轮的侧面设置有与原料仅有一个接触点的第一环形槽;所述的进料驱动轮的侧面设置有与原料有两个对称的接触点的与第一环形槽对应的第二环形槽。本发明的目的在于提供一种3D打印机进料机构,该机构能够实现原料的稳定的、完整的、高精度的输出。
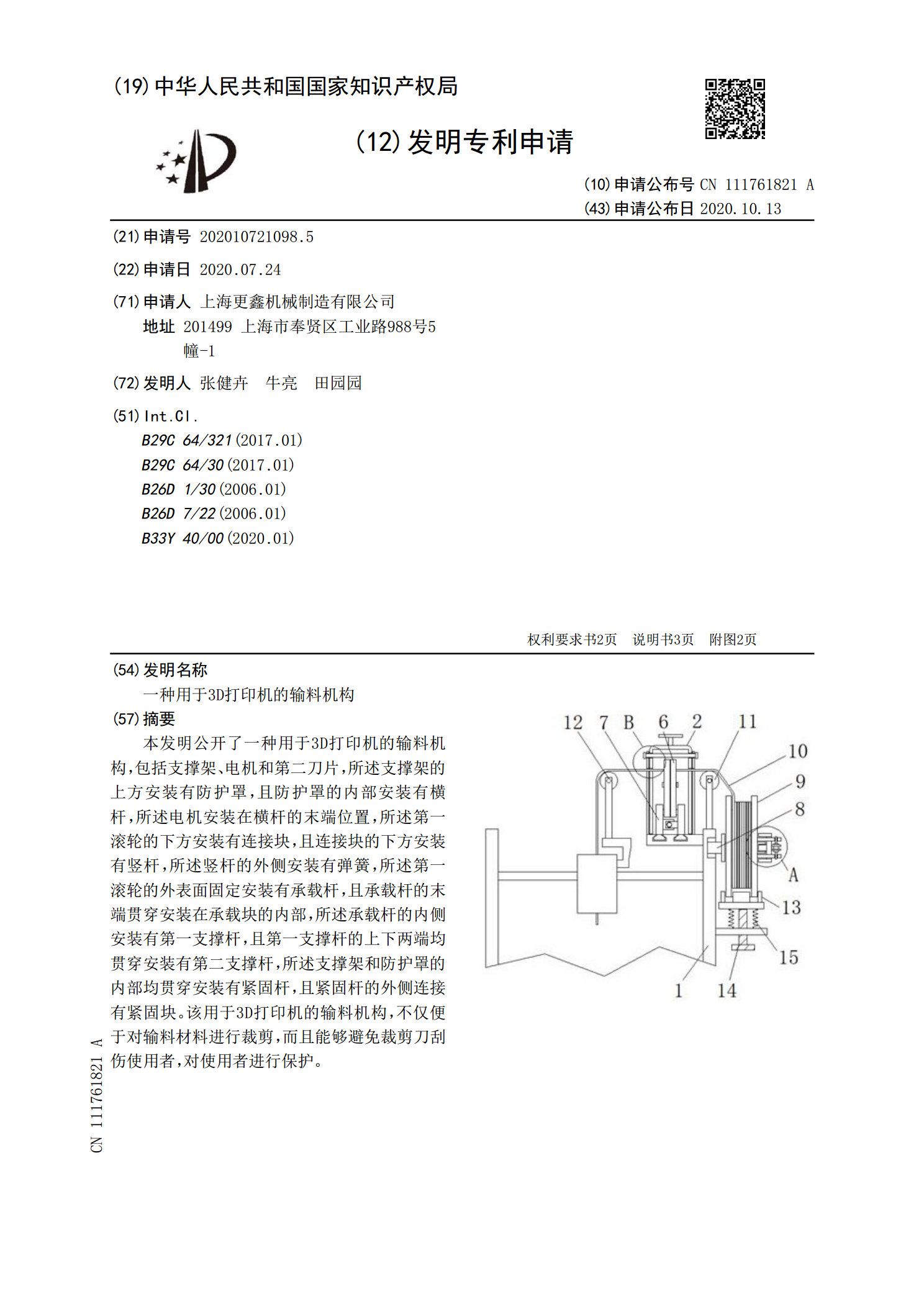
一种用于3D打印机的输料机构.pdf
本发明公开了一种用于3D打印机的输料机构,包括支撑架、电机和第二刀片,所述支撑架的上方安装有防护罩,且防护罩的内部安装有横杆,所述电机安装在横杆的末端位置,所述第一滚轮的下方安装有连接块,且连接块的下方安装有竖杆,所述竖杆的外侧安装有弹簧,所述第一滚轮的外表面固定安装有承载杆,且承载杆的末端贯穿安装在承载块的内部,所述承载杆的内侧安装有第一支撑杆,且第一支撑杆的上下两端均贯穿安装有第二支撑杆,所述支撑架和防护罩的内部均贯穿安装有紧固杆,且紧固杆的外侧连接有紧固块。该用于3D打印机的输料机构,不仅便于对输料

用于光固化打印机的储料装置及光固化打印机.pdf
本发明公开了一种用于光固化打印机的储料装置及光固化打印机,储料装置包括:载体,其具有一个铺设面;刮刀,与铺设面形成一预留间隙;驱动机构,其用于驱动刮刀以平行于铺设面的方式作往复的直线运动;以及调整机构,其用于调整刮刀以改变刮刀与铺设面之间的预留间隙;其中,刮刀上形成有用于容纳光固化材料的容置槽以及能够使光固化材料流入铺设面上的导流通道,以当驱动机构驱动刮刀作直线运动时,刮刀能够在铺设面上铺设一层对应于预留间隙厚度的光固化层。本发明的储料装置利用刮刀铺设一层打印材料然后打印一层,从而能够防止打印模型出现缩松
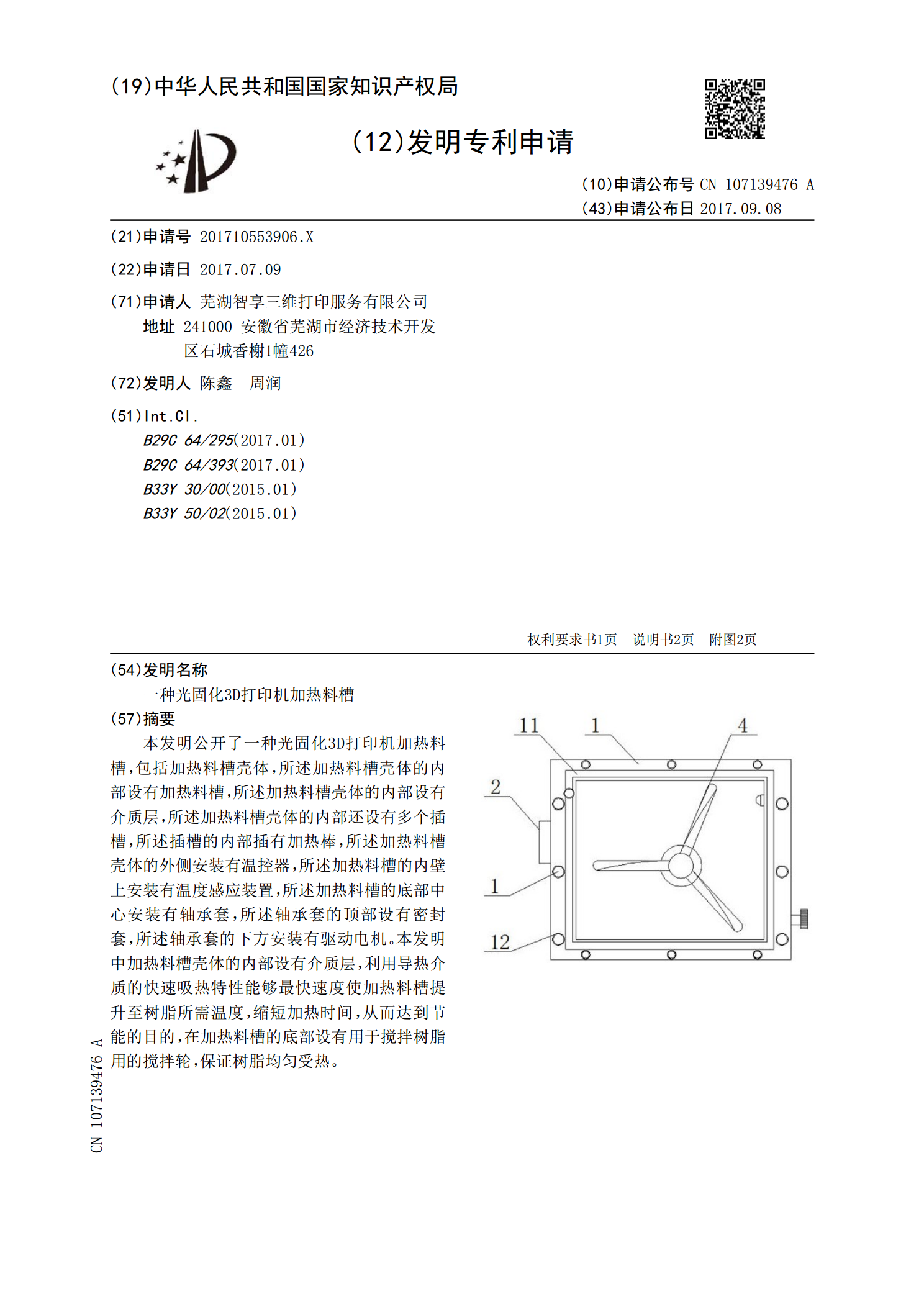
一种光固化3D打印机加热料槽.pdf
本发明公开了一种光固化3D打印机加热料槽,包括加热料槽壳体,所述加热料槽壳体的内部设有加热料槽,所述加热料槽壳体的内部设有介质层,所述加热料槽壳体的内部还设有多个插槽,所述插槽的内部插有加热棒,所述加热料槽壳体的外侧安装有温控器,所述加热料槽的内壁上安装有温度感应装置,所述加热料槽的底部中心安装有轴承套,所述轴承套的顶部设有密封套,所述轴承套的下方安装有驱动电机。本发明中加热料槽壳体的内部设有介质层,利用导热介质的快速吸热特性能够最快速度使加热料槽提升至树脂所需温度,缩短加热时间,从而达到节能的目的,在加