
自动确定齿轮切削机器中刀具几何尺寸的方法.pdf

mm****酱吖

1/10

2/10

3/10
4/10

5/10

6/10
7/10
8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
自动确定齿轮切削机器中刀具几何尺寸的方法.pdf
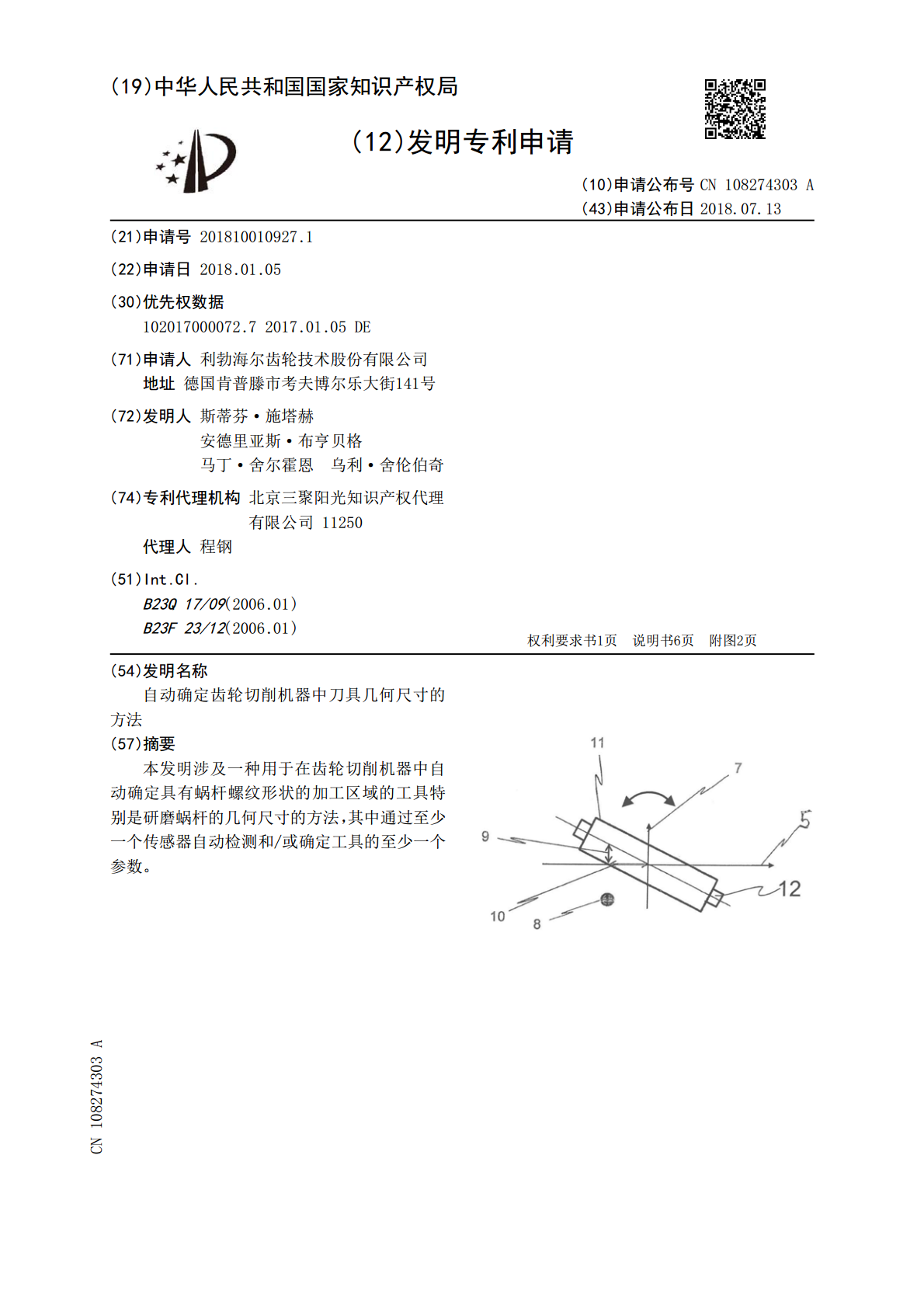
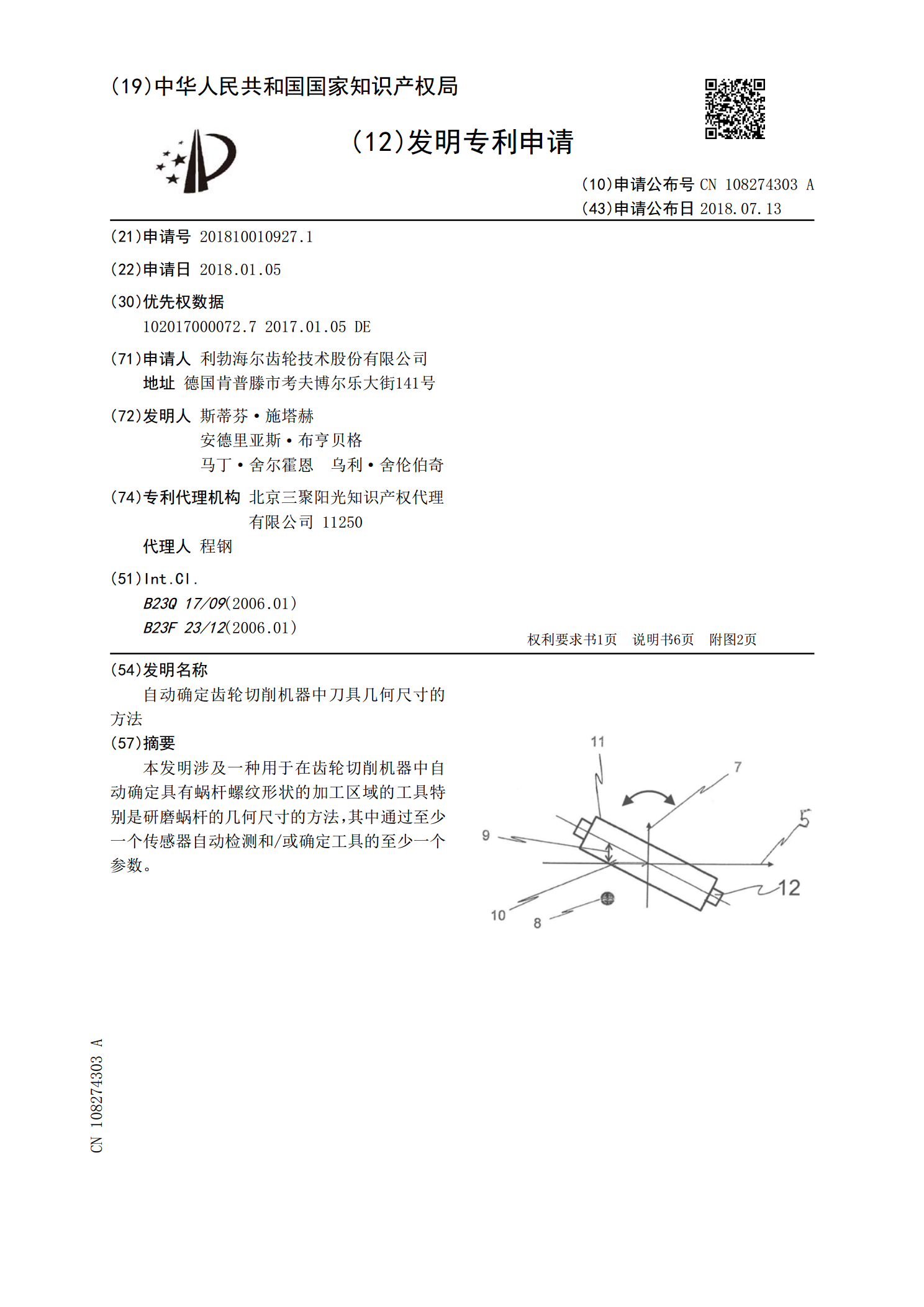
本发明涉及一种用于在齿轮切削机器中自动确定具有蜗杆螺纹形状的加工区域的工具特别是研磨蜗杆的几何尺寸的方法,其中通过至少一个传感器自动检测和/或确定工具的至少一个参数。

用于在齿轮切削机器中更换具有双面轴承的齿轮切削刀具的方法及用于该方法的设备.pdf
本发明涉及一种通过刀具更换器更换刀具库与加工头之间的具有双面轴承的齿轮切削刀具的方法,该方法通过保持齿轮切削刀具沿着垂直的Z轴的垂直对准来实现。根据本发明的方法包括以下步骤:a.通过保持刀具的垂直对准,更换刀具更换器与刀具库或加工头这两种设备中的一个之间的齿轮切削刀具,b.通过保持齿轮切削刀具的垂直对准,移动刀具更换器和加工头与刀具库之间的齿轮切削刀具,或反之亦然。c.通过保持刀具的垂直对准,更换刀具更换器与刀具库或加工头这两种设备中的另一个之间的齿轮切削刀具。

确定齿轮加工切削深度的方法.pdf
本发明公开了一种确定齿轮加工切削深度的方法,包括如下步骤:(1)计算待加工齿轮需切除的总面积S;(2)计算累计切削深度与标准深度H相差h时去除齿轮毛坯的总面积S

刀具切削部分的几何角度.ppt
第二节刀具切削部分的几何角度本节教学要求:刀具的组成刀具的组成刀尖形状刀具几何参数刀具几何参数刀具静止参考系与标注角度刀具静止参考系由基准坐标平面和测量平面组成,基准坐标平面有两个。(a)基面Pr过切削刃上某选定点,垂直于假定主运动方向vc的平面通常,基面应平行或垂直于刀具上便于制造、刃磨和测量的某一安装定位平面或轴线。普通车刀或刨刀的基面Pr:平行于刀具底面。钻头、铣刀和丝锥等旋转类刀具基面:刀具的轴向剖面。(b)切削平面Ps过切削刃上某选定点,与切削刃相切或包含切削刃并垂直于基面Pr的平面。基准坐标平

刀具切削部分几何参数.ppt
第三章金属切削基本知识一、刀具切削部分的构成一、刀具切削部分的构成二、刀具的静态角度二、刀具的静态角度二、刀具的静态角度1.刀具静止参考系图3-3车刀的静止参考系(图中vc表示假定的主运动方向,vf表示假定的进给运动方向)1.刀具静止参考系图3-3车刀的静止参考系(图中vc表示假定的主运动方向,vf表示假定的进给运动方向)1.刀具静止参考系1.刀具静止参考系1.刀具静止参考系图3-3车刀的静止参考系(图中vc表示假定的主运动方向,vf表示假定的进给运动方向)1.刀具静止参考系1.刀具静止参考系图3-3车刀