
一种螺旋锥齿轮的变形补偿加工方法.pdf

Wi****m7

1/5
2/5
3/5

4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种螺旋锥齿轮的变形补偿加工方法.pdf
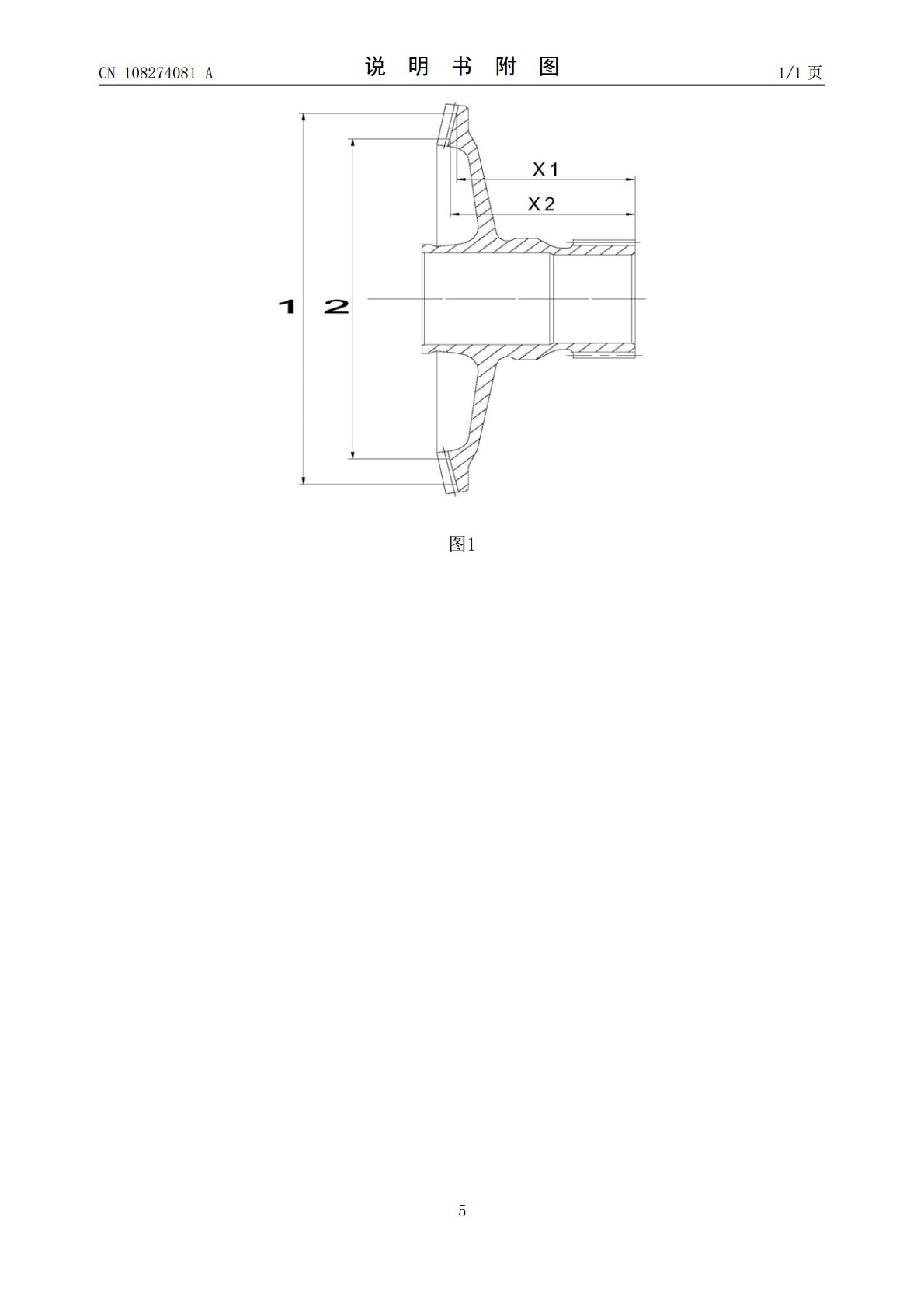
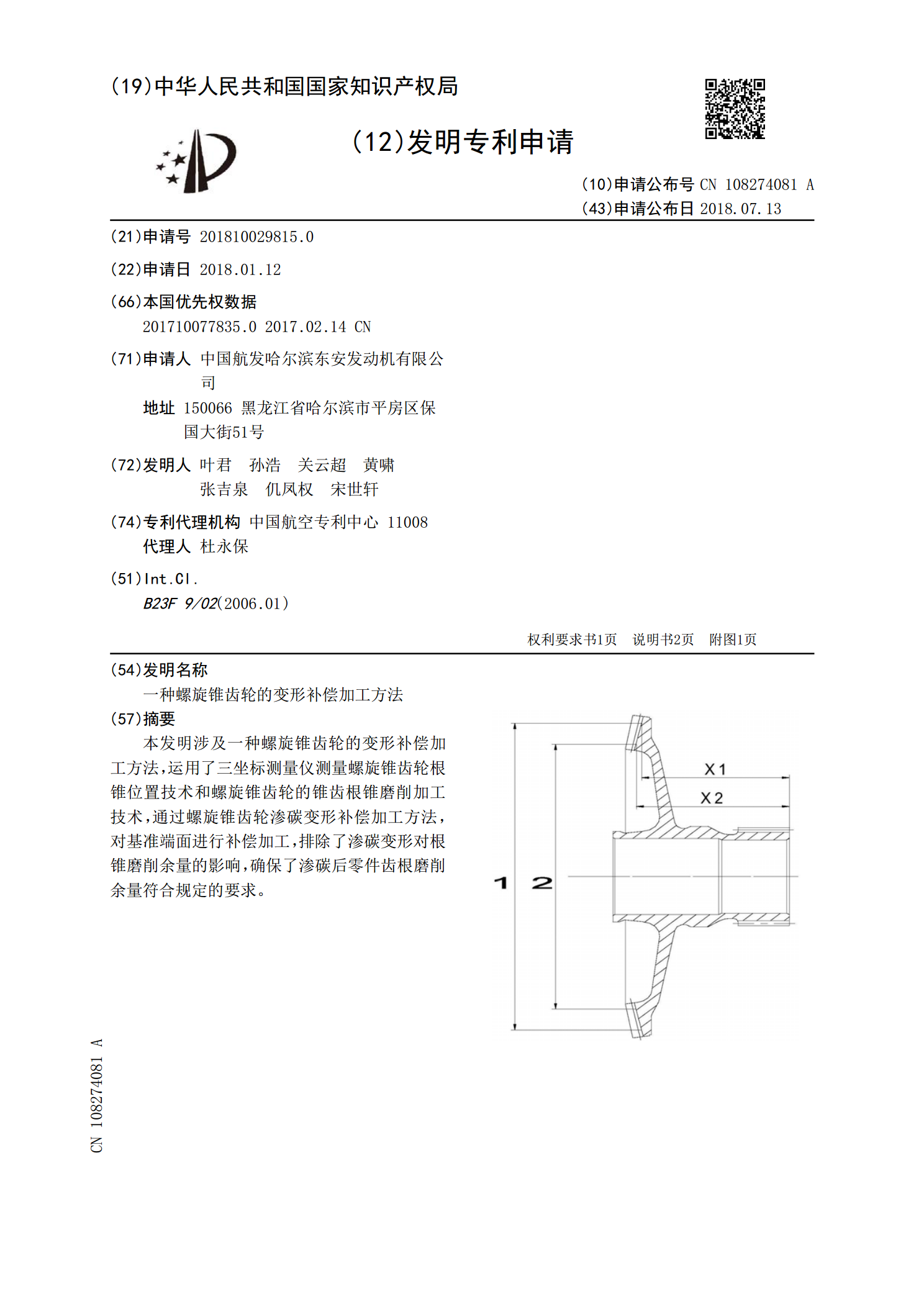
本发明涉及一种螺旋锥齿轮的变形补偿加工方法,运用了三坐标测量仪测量螺旋锥齿轮根锥位置技术和螺旋锥齿轮的锥齿根锥磨削加工技术,通过螺旋锥齿轮渗碳变形补偿加工方法,对基准端面进行补偿加工,排除了渗碳变形对根锥磨削余量的影响,确保了渗碳后零件齿根磨削余量符合规定的要求。
一种螺旋锥齿轮加工方法.pdf
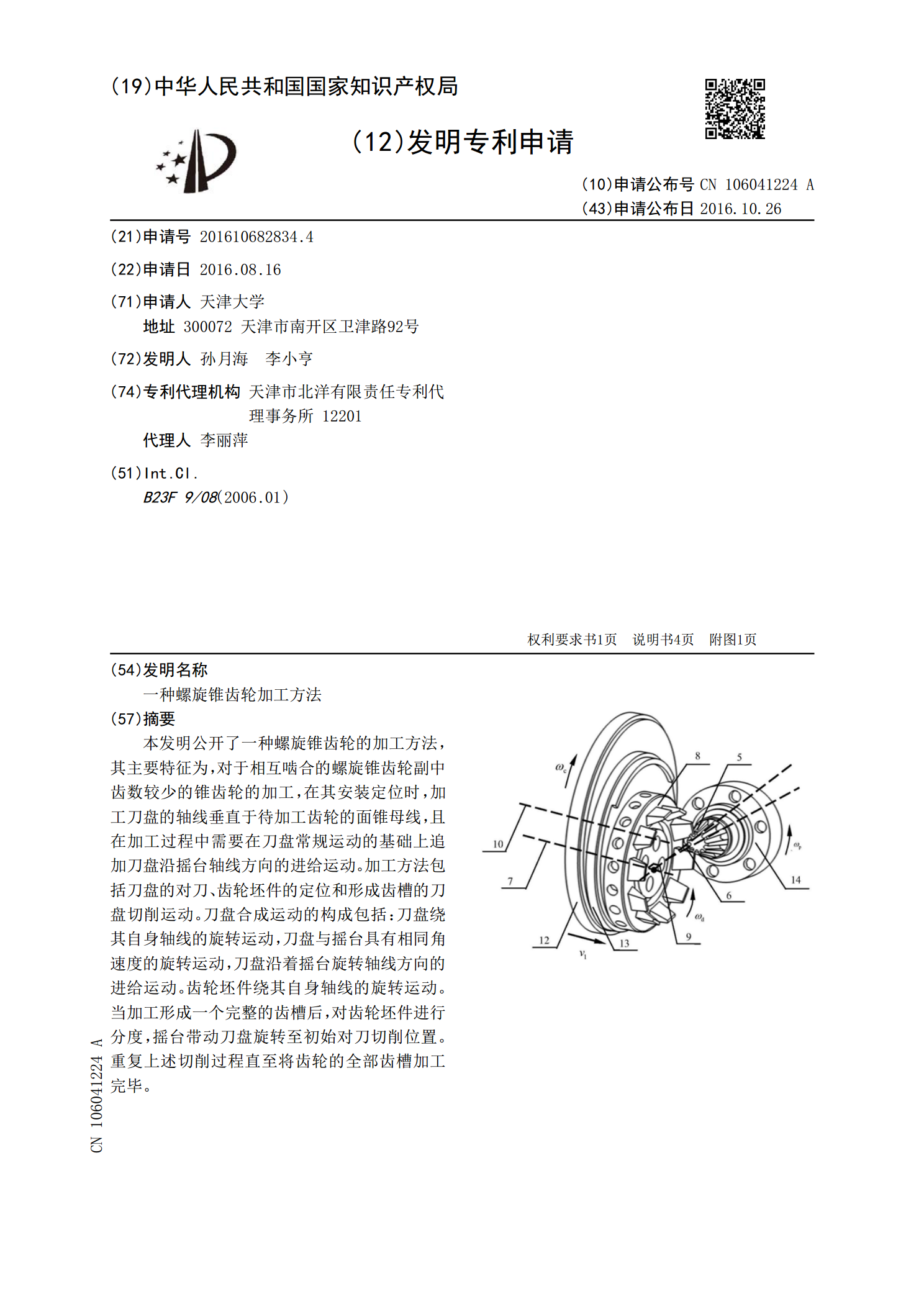
本发明公开了一种螺旋锥齿轮的加工方法,其主要特征为,对于相互啮合的螺旋锥齿轮副中齿数较少的锥齿轮的加工,在其安装定位时,加工刀盘的轴线垂直于待加工齿轮的面锥母线,且在加工过程中需要在刀盘常规运动的基础上追加刀盘沿摇台轴线方向的进给运动。加工方法包括刀盘的对刀、齿轮坯件的定位和形成齿槽的刀盘切削运动。刀盘合成运动的构成包括:刀盘绕其自身轴线的旋转运动,刀盘与摇台具有相同角速度的旋转运动,刀盘沿着摇台旋转轴线方向的进给运动。齿轮坯件绕其自身轴线的旋转运动。当加工形成一个完整的齿槽后,对齿轮坯件进行分度,摇台带

螺旋锥齿轮的加工方法.pdf
本发明公开了一种螺旋锥齿轮的加工方法,包括以下步骤:首先对从动轮进行组加工,加工出螺旋槽;其次,对从动轮进行精加工;第三,对主动轮进行精铣加工,加工出螺旋槽;第四,对主动齿轮进行精铣加工。本发明综合了两刀法和五刀法的优点,以四刀法来加工螺旋锥齿轮。解决了两刀法因没有粗加工而带来的精加工余量太大、刀具不堪重负粗糙度不好的状况;又能够比五刀法减少一台设备和人员,主动轮精加工一次对刀加工出凹、凸两个面,减去了人为的对刀误差,确保了齿轮尺寸的一致性。
螺旋锥齿轮凹模齿面设计方法及螺旋锥齿轮加工方法.pdf
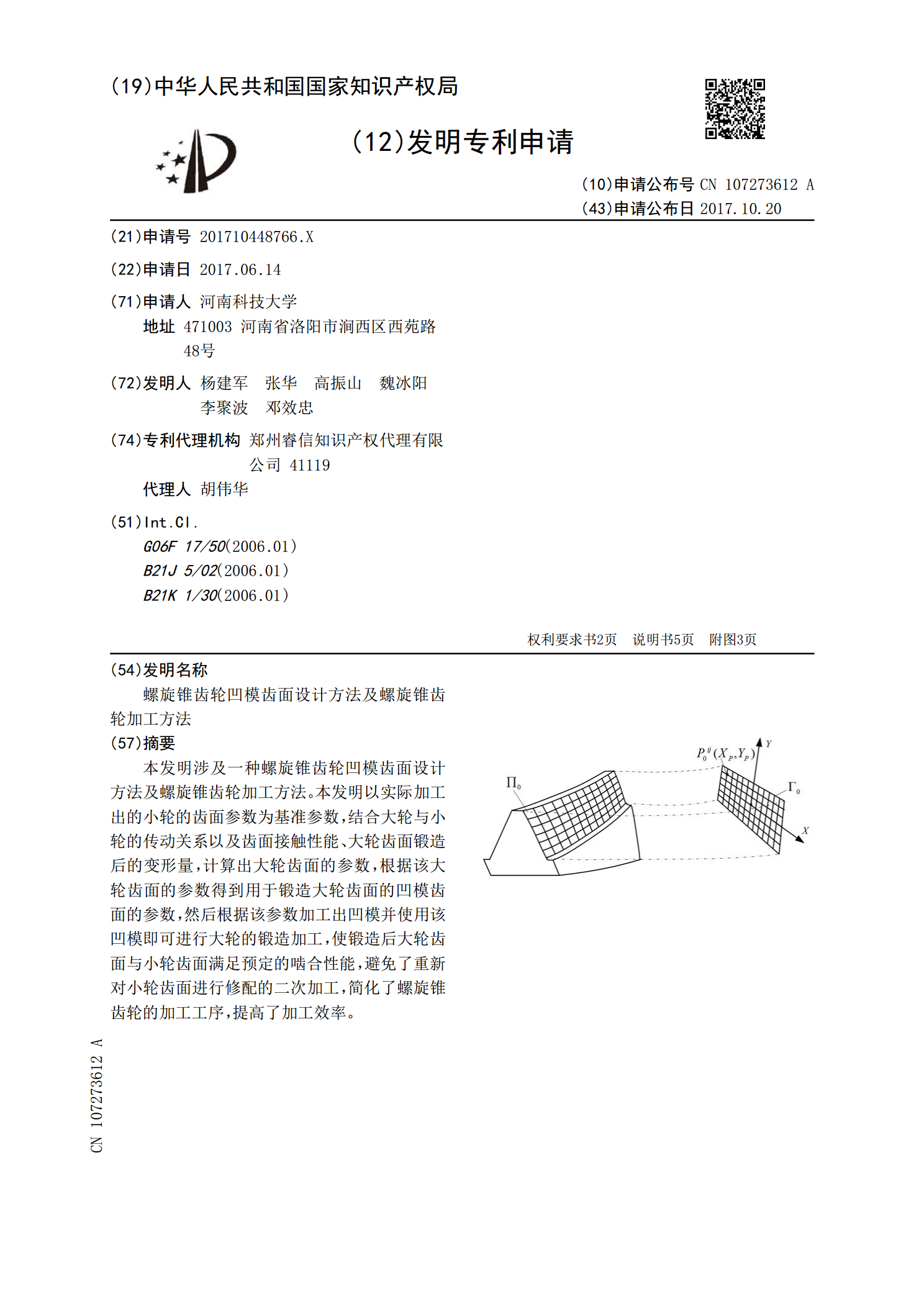
本发明涉及一种螺旋锥齿轮凹模齿面设计方法及螺旋锥齿轮加工方法。本发明以实际加工出的小轮的齿面参数为基准参数,结合大轮与小轮的传动关系以及齿面接触性能、大轮齿面锻造后的变形量,计算出大轮齿面的参数,根据该大轮齿面的参数得到用于锻造大轮齿面的凹模齿面的参数,然后根据该参数加工出凹模并使用该凹模即可进行大轮的锻造加工,使锻造后大轮齿面与小轮齿面满足预定的啮合性能,避免了重新对小轮齿面进行修配的二次加工,简化了螺旋锥齿轮的加工工序,提高了加工效率。
一种利用加工中心加工螺旋锥齿轮的方法.pdf
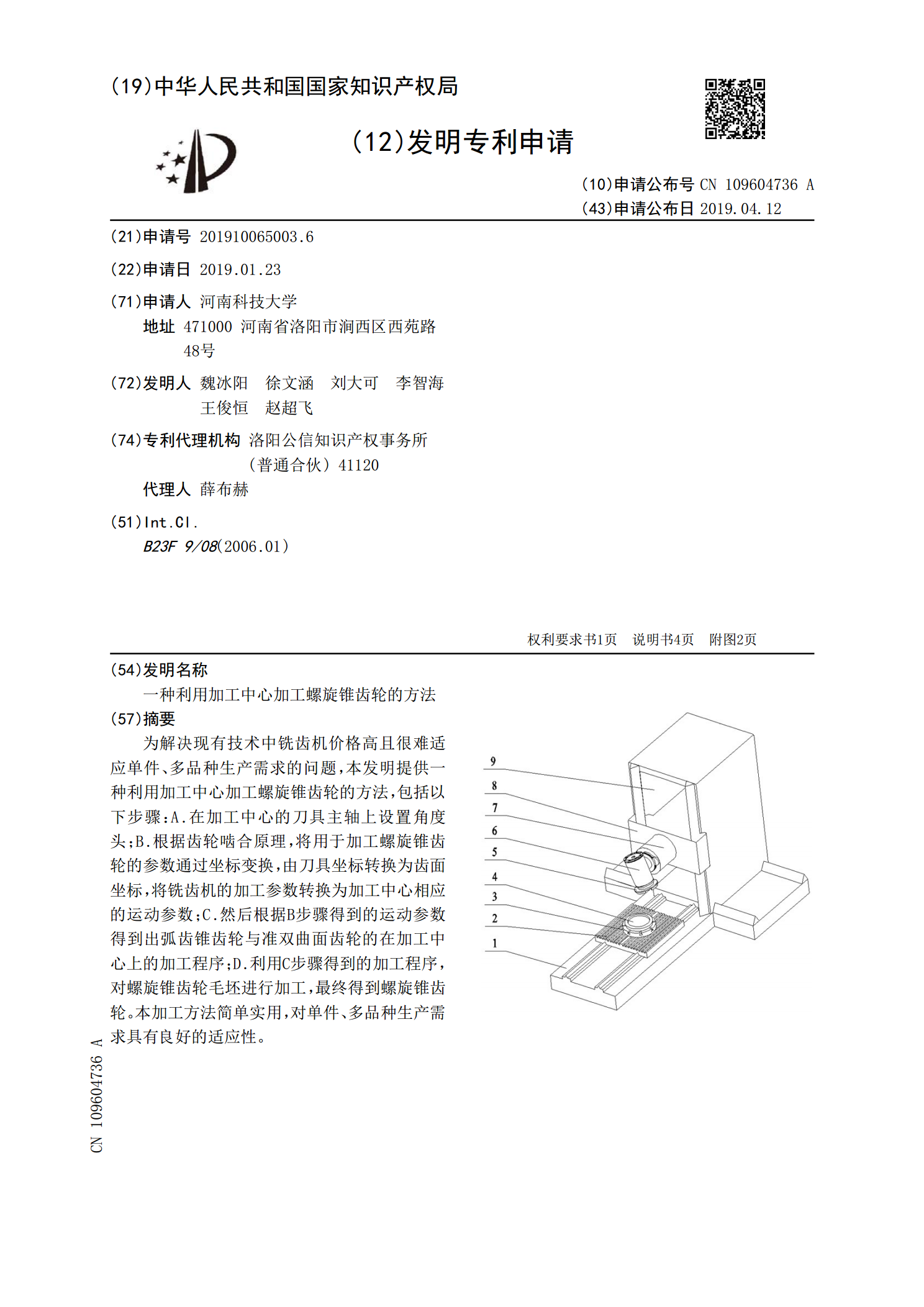
为解决现有技术中铣齿机价格高且很难适应单件、多品种生产需求的问题,本发明提供一种利用加工中心加工螺旋锥齿轮的方法,包括以下步骤:A.在加工中心的刀具主轴上设置角度头;B.根据齿轮啮合原理,将用于加工螺旋锥齿轮的参数通过坐标变换,由刀具坐标转换为齿面坐标,将铣齿机的加工参数转换为加工中心相应的运动参数;C.然后根据B步骤得到的运动参数得到出弧齿锥齿轮与准双曲面齿轮的在加工中心上的加工程序;D.利用C步骤得到的加工程序,对螺旋锥齿轮毛坯进行加工,最终得到螺旋锥齿轮。本加工方法简单实用,对单件、多品种生产需求具