
砂轮修整器用金刚笔快速检测方法和调整方法.pdf

一吃****天材


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
砂轮修整器用金刚笔快速检测方法和调整方法.pdf
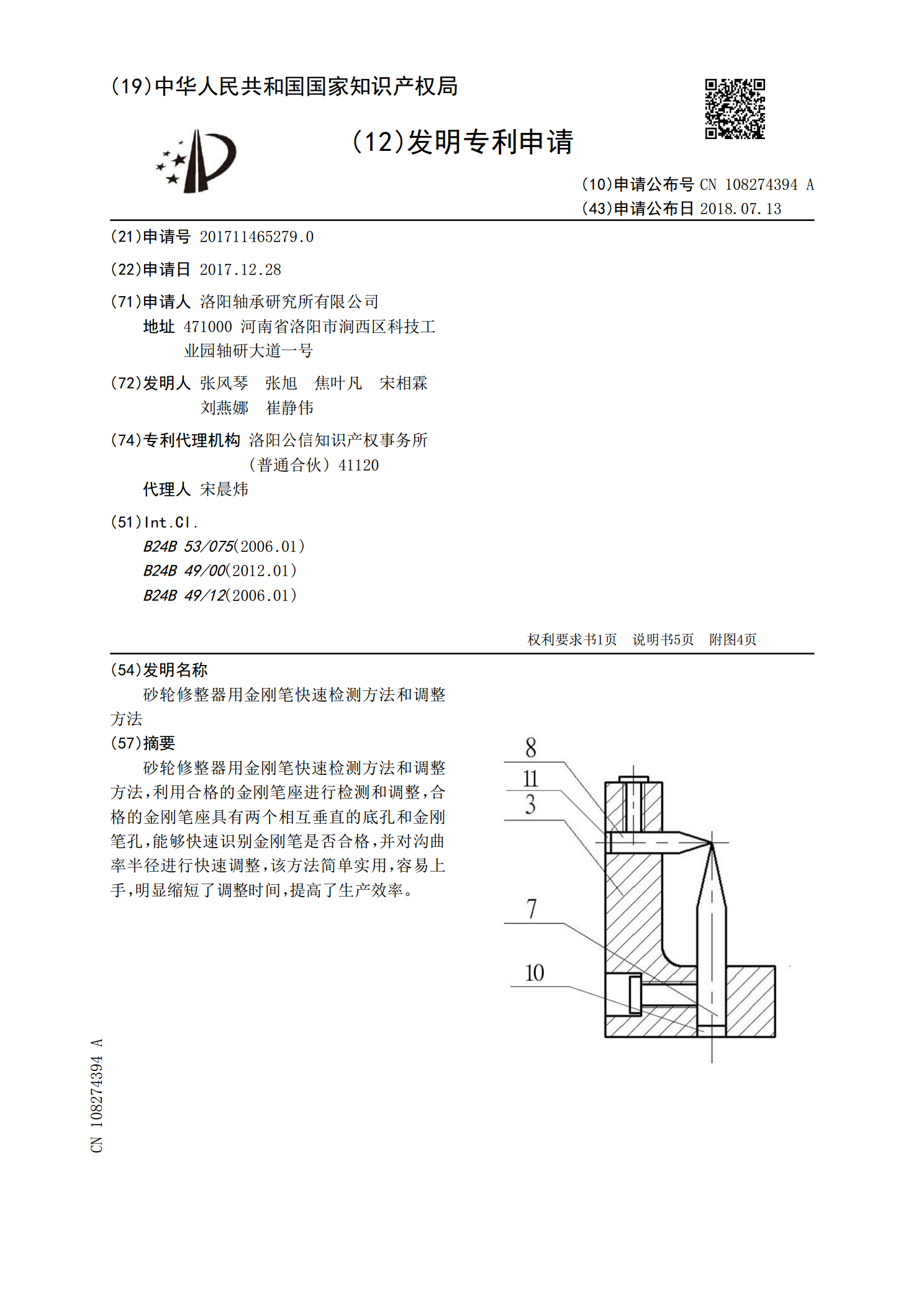
砂轮修整器用金刚笔快速检测方法和调整方法,利用合格的金刚笔座进行检测和调整,合格的金刚笔座具有两个相互垂直的底孔和金刚笔孔,能够快速识别金刚笔是否合格,并对沟曲率半径进行快速调整,该方法简单实用,容易上手,明显缩短了调整时间,提高了生产效率。

金刚砂轮修整工具及修整方法.pdf
本发明公开了一种金刚砂轮修整工具及修整方法。该金刚砂轮修整工具包括:碳化硅砂轮,以及支撑固定碳化硅砂轮的心轴和锁紧螺母;心轴为阶梯轴结构,包括:左侧中径轴和右侧小径螺柱,以及位于左侧中径轴和右侧小径螺柱之间的止挡凸缘;碳化硅砂轮穿设在右侧小径螺柱上,并通过锁紧螺母螺接到右侧小径螺柱上,以将碳化硅砂轮锁紧在止挡凸缘和锁紧螺母之间。该金刚砂轮修整工具结构简单合理、能在生产岗位自行快速修整金刚石砂轮,省去了把金刚石砂轮送往原砂轮专业厂家修复的外委高额成本,修整金刚砂轮效率高、精度高,操作方便。
摆动金刚笔修整砂轮装置.pdf
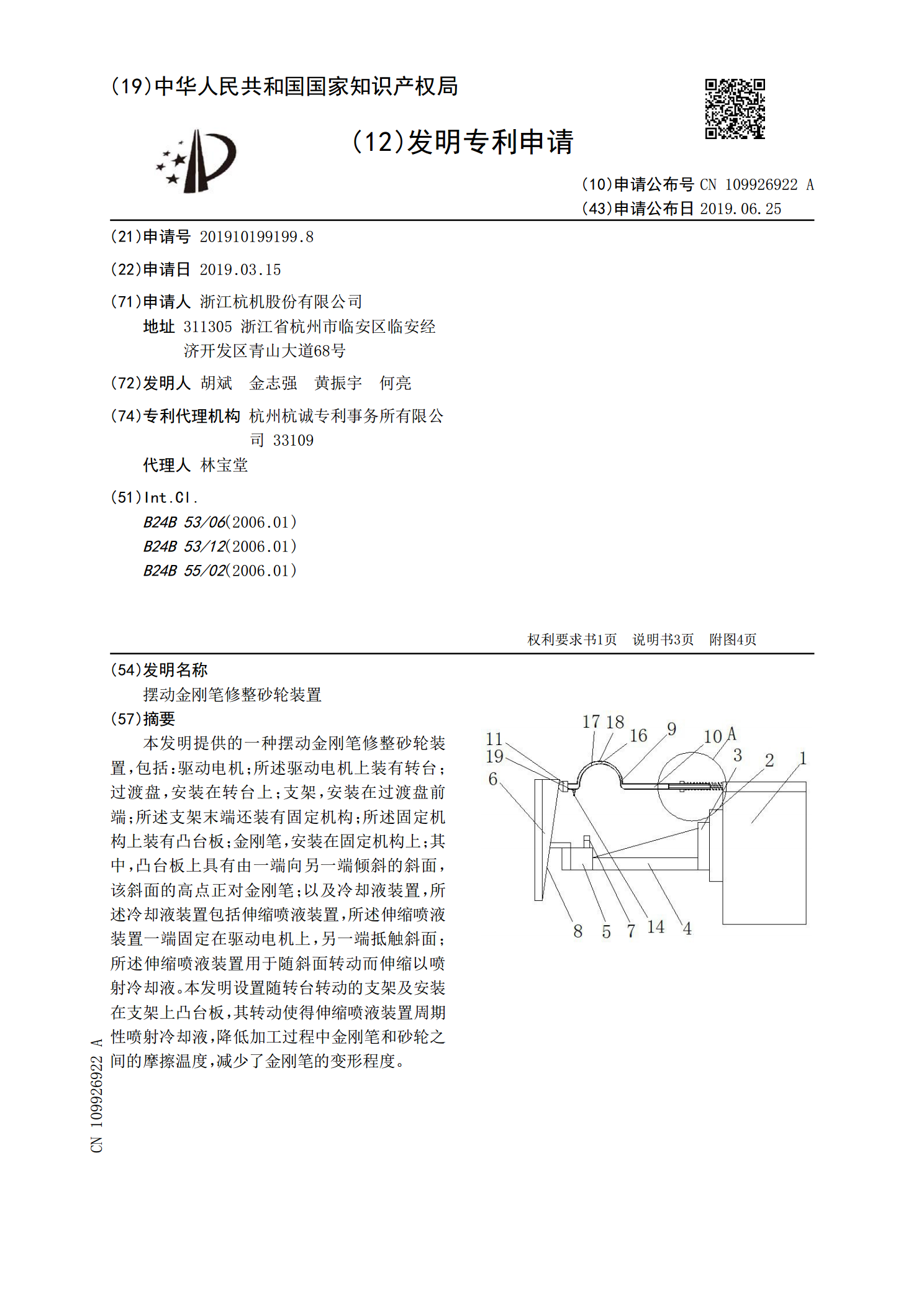
本发明提供的一种摆动金刚笔修整砂轮装置,包括:驱动电机;所述驱动电机上装有转台;过渡盘,安装在转台上;支架,安装在过渡盘前端;所述支架末端还装有固定机构;所述固定机构上装有凸台板;金刚笔,安装在固定机构上;其中,凸台板上具有由一端向另一端倾斜的斜面,该斜面的高点正对金刚笔;以及冷却液装置,所述冷却液装置包括伸缩喷液装置,所述伸缩喷液装置一端固定在驱动电机上,另一端抵触斜面;所述伸缩喷液装置用于随斜面转动而伸缩以喷射冷却液。本发明设置随转台转动的支架及安装在支架上凸台板,其转动使得伸缩喷液装置周期性喷射冷却

一种金刚石砂轮修整方法.pdf
本发明涉及一种金刚石砂轮修整方法,属于磨具技术领域。本发明的金刚石砂轮修整方法,包括如下步骤:用电镀金刚石砂轮与待修整金刚石砂轮对磨,然后将对磨后的待修整砂轮进行表面清理,即得。本发明采用金刚石砂轮与金刚石砂轮对磨来对金刚石砂轮进行修整,避免了现有技术中采用碳化硅砂轮来修整金刚石砂轮时,碳化硅砂轮消耗过快的问题。同时,采用金刚石砂轮作为修整砂轮,其形状保持性好,对于作为待修整砂轮的金刚石砂轮来说,可以采取仿形修整,提高其修整精度。
金刚滚轮砂轮修整器.pdf
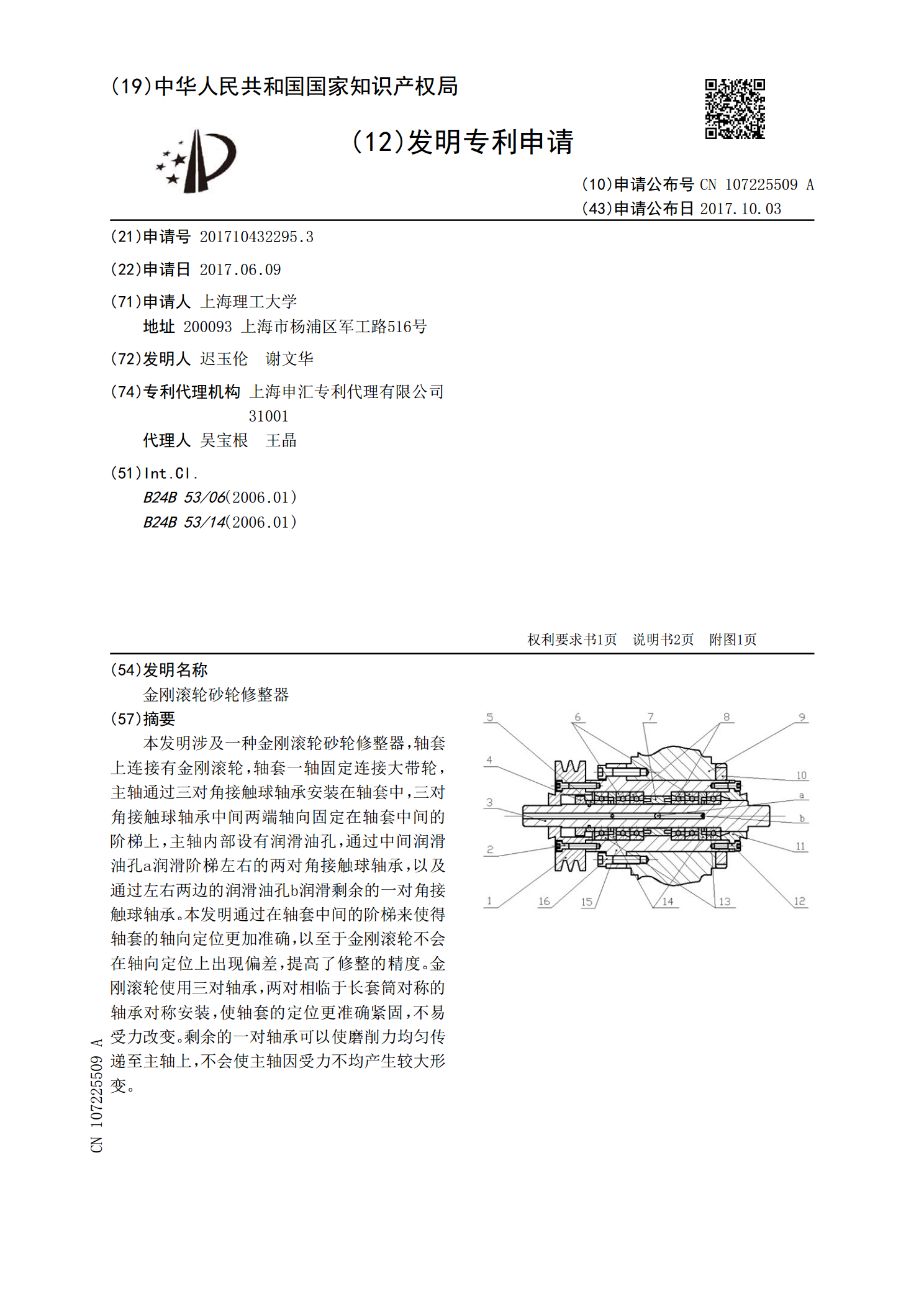
本发明涉及一种金刚滚轮砂轮修整器,轴套上连接有金刚滚轮,轴套一轴固定连接大带轮,主轴通过三对角接触球轴承安装在轴套中,三对角接触球轴承中间两端轴向固定在轴套中间的阶梯上,主轴内部设有润滑油孔,通过中间润滑油孔a润滑阶梯左右的两对角接触球轴承,以及通过左右两边的润滑油孔b润滑剩余的一对角接触球轴承。本发明通过在轴套中间的阶梯来使得轴套的轴向定位更加准确,以至于金刚滚轮不会在轴向定位上出现偏差,提高了修整的精度。金刚滚轮使用三对轴承,两对相临于长套筒对称的轴承对称安装,使轴套的定位更准确紧固,不易受力改变。剩