
用于制造轻金属铸造部件的方法和轻金属铸造部件.pdf

论文****可爱

1/10

2/10

3/10

4/10

5/10

6/10
7/10
8/10

9/10

10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
用于制造轻金属铸造部件的方法和轻金属铸造部件.pdf
本发明涉及由铝铸造合金的熔体生产轻金属铸造部件的方法,各自相对于重量计,所述熔体含有3.5至5.0%的硅、0.2至0.7%的镁、0.07至0.12%的钛、最多0.012%的硼、总计少于1.5%的任选的其他合金元素,剩余的为铝和不可避免的杂质,其中,所述熔体由基础熔体、铝硅合金的第一晶粒细化剂和铝钛合金的第二晶粒细化剂生产,其中,相对于总重量,所述熔体总共包含0.1至5.0%的第一和第二晶粒细化剂;其中,浇铸通过低压方法进行,并且在浇铸之后通过压实对熔体施加作用。
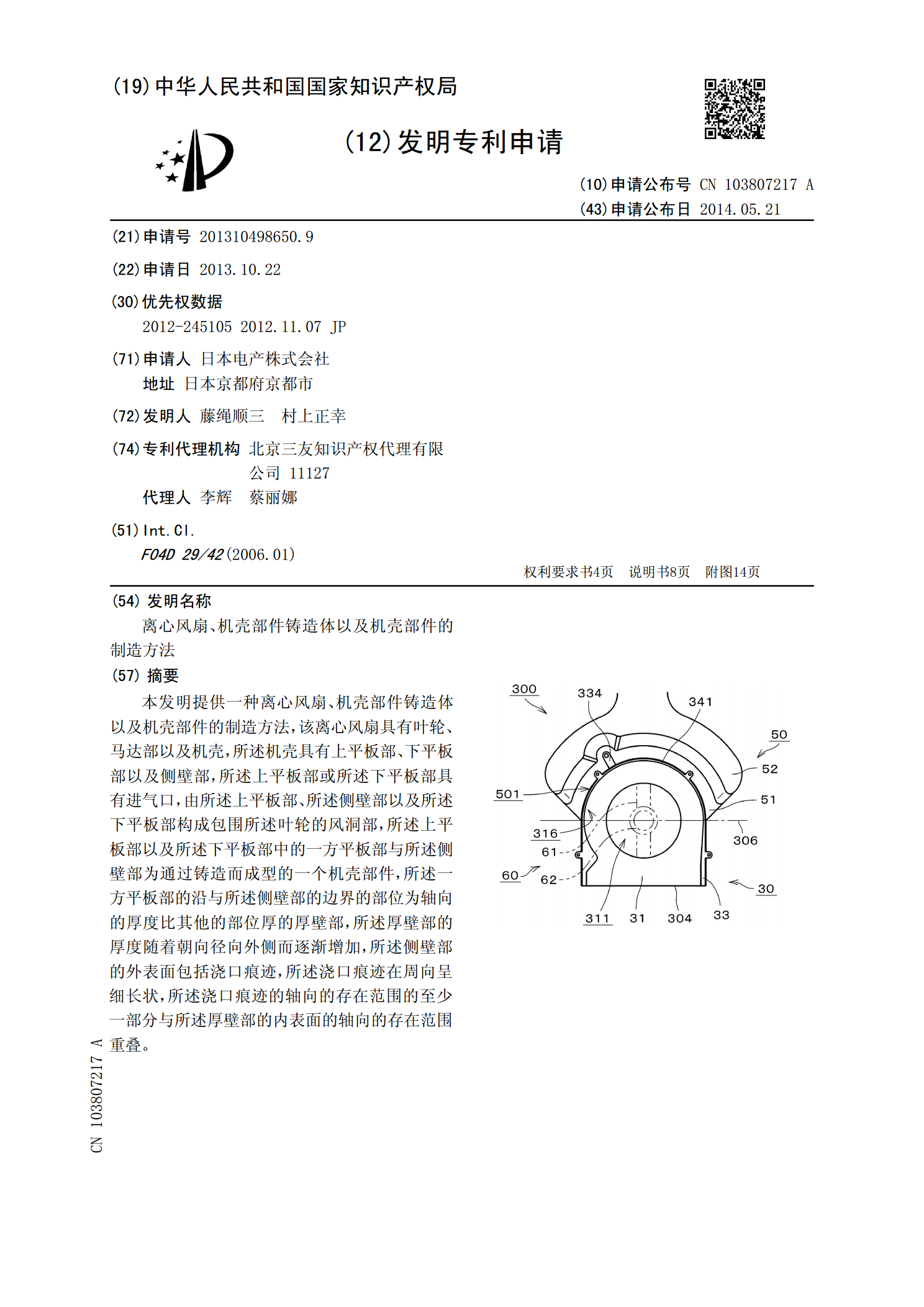
离心风扇、机壳部件铸造体以及机壳部件的制造方法.pdf
本发明提供一种离心风扇、机壳部件铸造体以及机壳部件的制造方法,该离心风扇具有叶轮、马达部以及机壳,所述机壳具有上平板部、下平板部以及侧壁部,所述上平板部或所述下平板部具有进气口,由所述上平板部、所述侧壁部以及所述下平板部构成包围所述叶轮的风洞部,所述上平板部以及所述下平板部中的一方平板部与所述侧壁部为通过铸造而成型的一个机壳部件,所述一方平板部的沿与所述侧壁部的边界的部位为轴向的厚度比其他的部位厚的厚壁部,所述厚壁部的厚度随着朝向径向外侧而逐渐增加,所述侧壁部的外表面包括浇口痕迹,所述浇口痕迹在周向呈细长

用于中空部件的熔模铸造过程.pdf
一种用于中空部件如燃气轮机叶片的熔模铸造过程,使用陶瓷型芯(10),所述陶瓷型芯在柔性模具(24)中利用低压、振动辅助的铸造过程浇铸。柔性模具由主工具(14)浇注形成,主工具由软金属利用相对低精度的加工过程加工而成,通过将高精度形成的插入件(22)结合到主工具中而限定相对高精度的表面。多个相同的柔性模具可由单个主工具形成,以便允许以期望的生产率和以所期望的部件与部件间的精度来制造陶瓷型芯。

耐热铸钢及其制造方法、汽轮机的铸造部件及其制造方法.pdf
本发明提供实施方式的耐热铸钢,以质量%计,含有C:0.05~0.15、Si:0.03~0.2、Mn:0.1~1.5、Ni:0.1~1、Cr:8~10.5、Mo:0.2~1.5、V:0.1~0.3、Co:0.1~5、W:0.1~5、N:0.005~0.03、Nb:0.01~0.2、B:0.002~0.015、Ti:0.01~0.1,残余部分包含Fe以及不可避免的杂质。
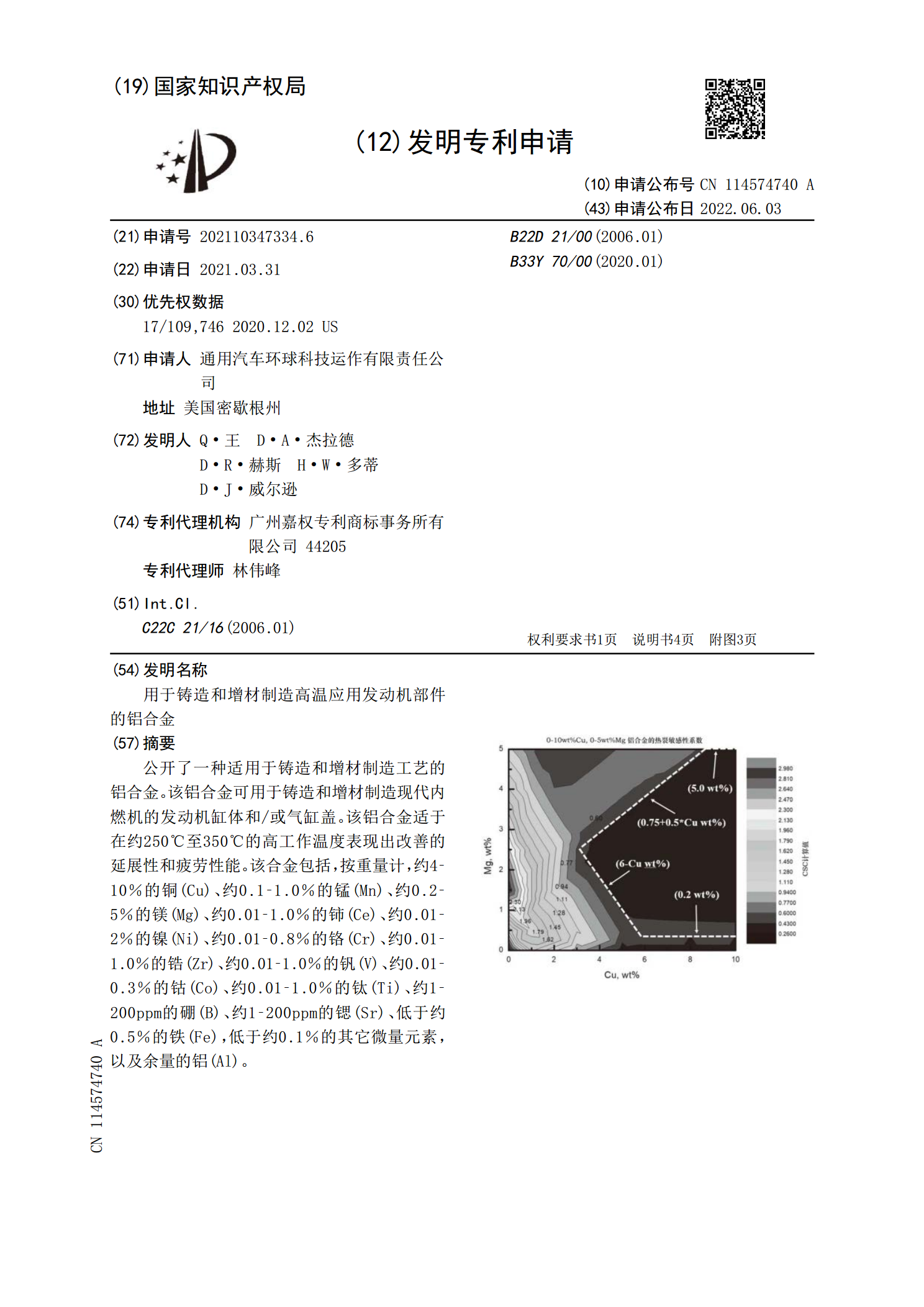
用于铸造和增材制造高温应用发动机部件的铝合金.pdf
公开了一种适用于铸造和增材制造工艺的铝合金。该铝合金可用于铸造和增材制造现代内燃机的发动机缸体和/或气缸盖。该铝合金适于在约250℃至350℃的高工作温度表现出改善的延展性和疲劳性能。该合金包括,按重量计,约4?10%的铜(Cu)、约0.1?1.0%的锰(Mn)、约0.2?5%的镁(Mg)、约0.01?1.0%的铈(Ce)、约0.01?2%的镍(Ni)、约0.01?0.8%的铬(Cr)、约0.01?1.0%的锆(Zr)、约0.01?1.0%的钒(V)、约0.01?0.3%的钴(Co)、约0.01?1.0%