
一种耐高温汽轮机叶片.pdf

一只****写意

1/10
2/10

3/10
4/10
5/10
6/10
7/10

8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种耐高温汽轮机叶片.pdf
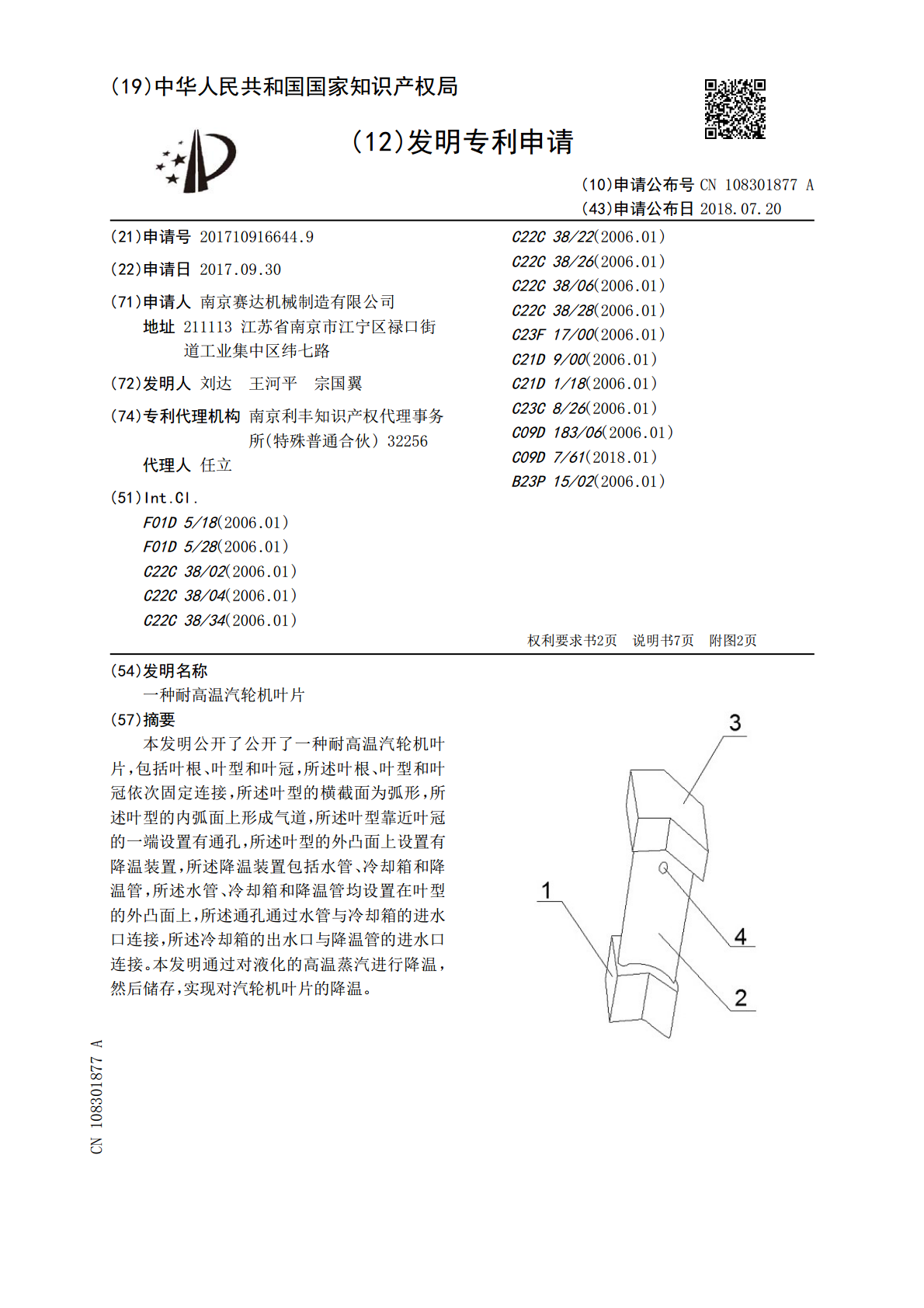
本发明公开了公开了一种耐高温汽轮机叶片,包括叶根、叶型和叶冠,所述叶根、叶型和叶冠依次固定连接,所述叶型的横截面为弧形,所述叶型的内弧面上形成气道,所述叶型靠近叶冠的一端设置有通孔,所述叶型的外凸面上设置有降温装置,所述降温装置包括水管、冷却箱和降温管,所述水管、冷却箱和降温管均设置在叶型的外凸面上,所述通孔通过水管与冷却箱的进水口连接,所述冷却箱的出水口与降温管的进水口连接。本发明通过对液化的高温蒸汽进行降温,然后储存,实现对汽轮机叶片的降温。
一种耐高温钛合金汽轮机叶片.pdf
本发明公开了一种耐高温钛合金汽轮机叶片,包括叶片本体,叶片本体采用钛合金材质,其重量百分比为:Zr:1.56‑3.45%,Re:2.34‑2.87%,Bi:1.25‑1.87%,C:0.01‑0.09%,Si:2.45‑3.46%,Ti:6.68‑8.55%,N:3.78‑4.13%,O:4.78‑6.45%,Mo:3.35‑3.78%,Ni:0.25‑0.68%,Cu:2.23‑3.87%,稀土:0.45‑0,69%。其余的为Fe和其他杂质;稀土中,按重量百分比包含以下组分:Pd:0.16‑0.23%,

一种抗腐蚀耐高温稳定型汽轮机叶片.pdf
一种抗腐蚀耐高温稳定型汽轮机叶片,对于易氧化的材质采用真空浸漆堆积成型的加工工艺在叶片表面施以氧化钛涂层,以60%以上浓度的三氧化二铝作为叶片涂层,以16%的无机高硬度屈服金属钨和35%的抗腐蚀金属铬为基,辅以5%Mo、2%W、3%Nb、2%B、2%Ni等强化元素,利用钨高硬度的物理特性强化材质的硬度,金属铬的作用在于利用其不易被氧化、耐腐蚀稳定的化学性质加强材质的使用寿命,金属钨和铬的结合一方面可以提高材质强度、抗腐蚀性,一方面又可以加强这两点各自的强度系数,益效果是,针对一些对叶片强度要求较高的汽轮机

一种抗腐蚀耐高温强化钢汽轮机叶片.pdf
一种抗腐蚀耐高温强化钢汽轮机叶片,表面施以氧化钛涂层,利用氧化钛抗腐蚀的极稳定的化学性质用于工作强酸、强碱特殊环境下的汽轮机叶片表面处理涂层,以60%以上浓度的三氧化二铝作为叶片涂层,以16%的无机高硬度屈服金属钨和35%的抗腐蚀金属铬为基,辅以5%Mo、2%W、3%Nb、2%B、2%Ni等强化元素,利用钨高硬度的物理特性强化材质的硬度,金属铬的作用在于利用其不易被氧化、耐腐蚀稳定的化学性质加强材质的使用寿命,金属钨和铬的结合一方面可以提高材质强度、抗腐蚀性,一方面又可以加强这两点各自的强度系数,益效果是

一种高硬度耐高温强化钢汽轮机叶片.pdf
一种高硬度耐高温强化钢汽轮机叶片,表面施以氧化铝涂层,利用氧化铝耐高温的物理性质抵抗汽轮机气缸内的高温环境,以60%以上浓度的三氧化二铝作为叶片涂层,以16%的无机高硬度屈服金属钨和35%的抗腐蚀金属铬为基,辅以5%Mo、2%W、3%Nb、2%B、2%Ni等强化元素,利用钨高硬度的物理特性强化材质的硬度,金属铬的作用在于利用其不易被氧化、耐腐蚀稳定的化学性质加强材质的使用寿命,金属钨和铬的结合一方面可以提高材质强度、抗腐蚀性,一方面又可以加强这两点各自的强度系数,益效果是,针对一些对叶片强度要求较高的汽轮