
一种叶轮和制造叶轮的夹具.pdf

论文****可爱


1/7

2/7

3/7
4/7

5/7
6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种叶轮和制造叶轮的夹具.pdf
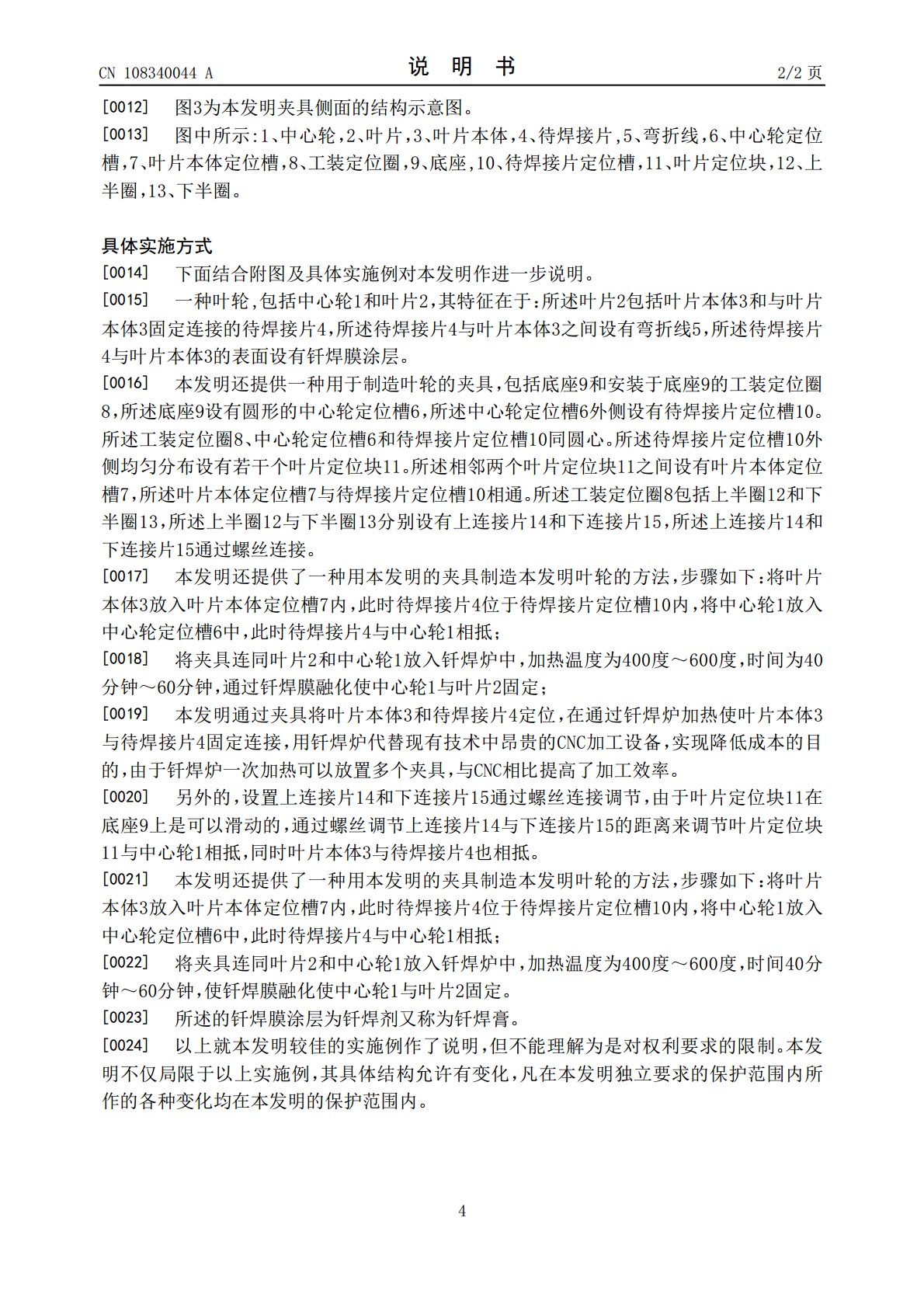
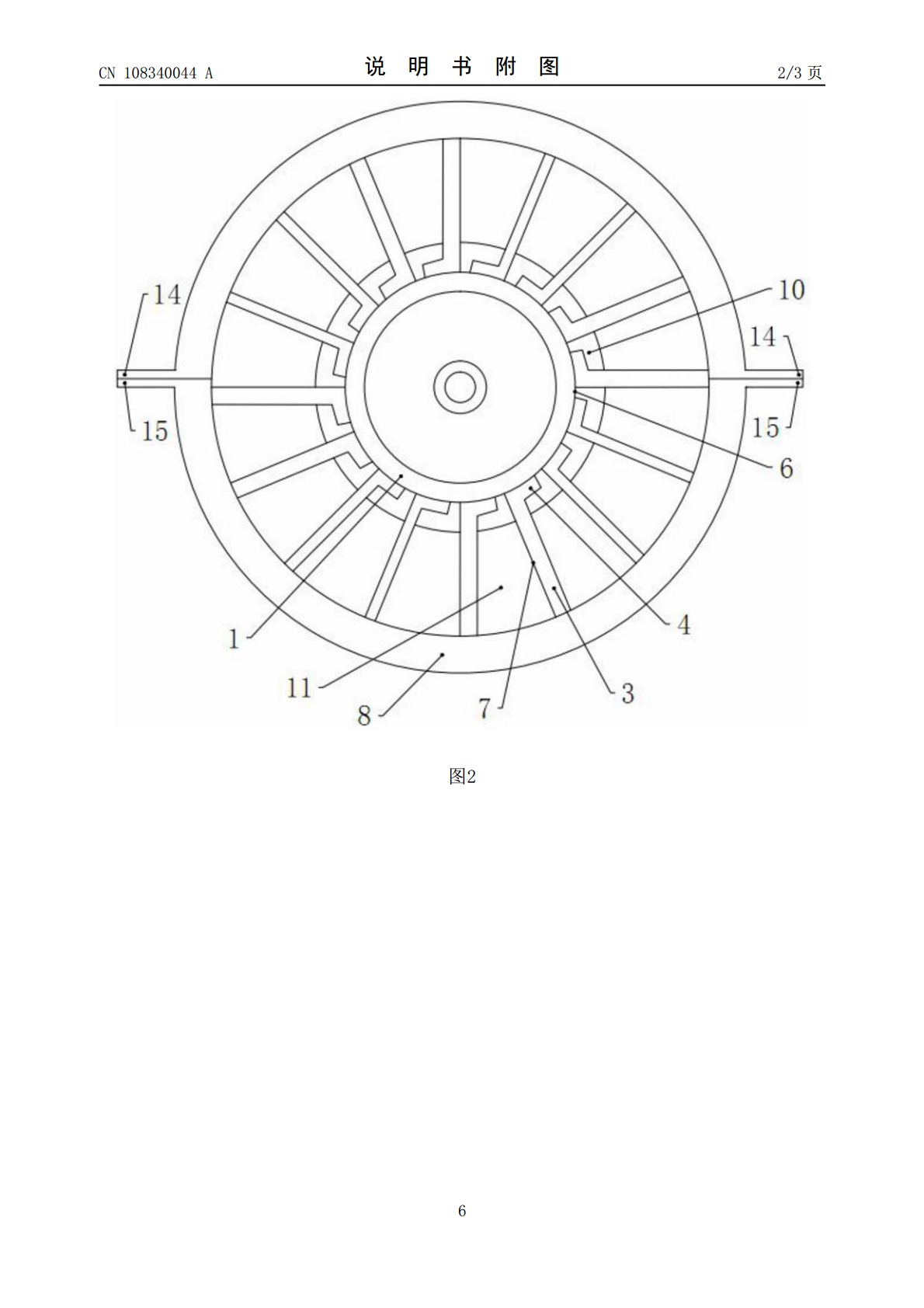
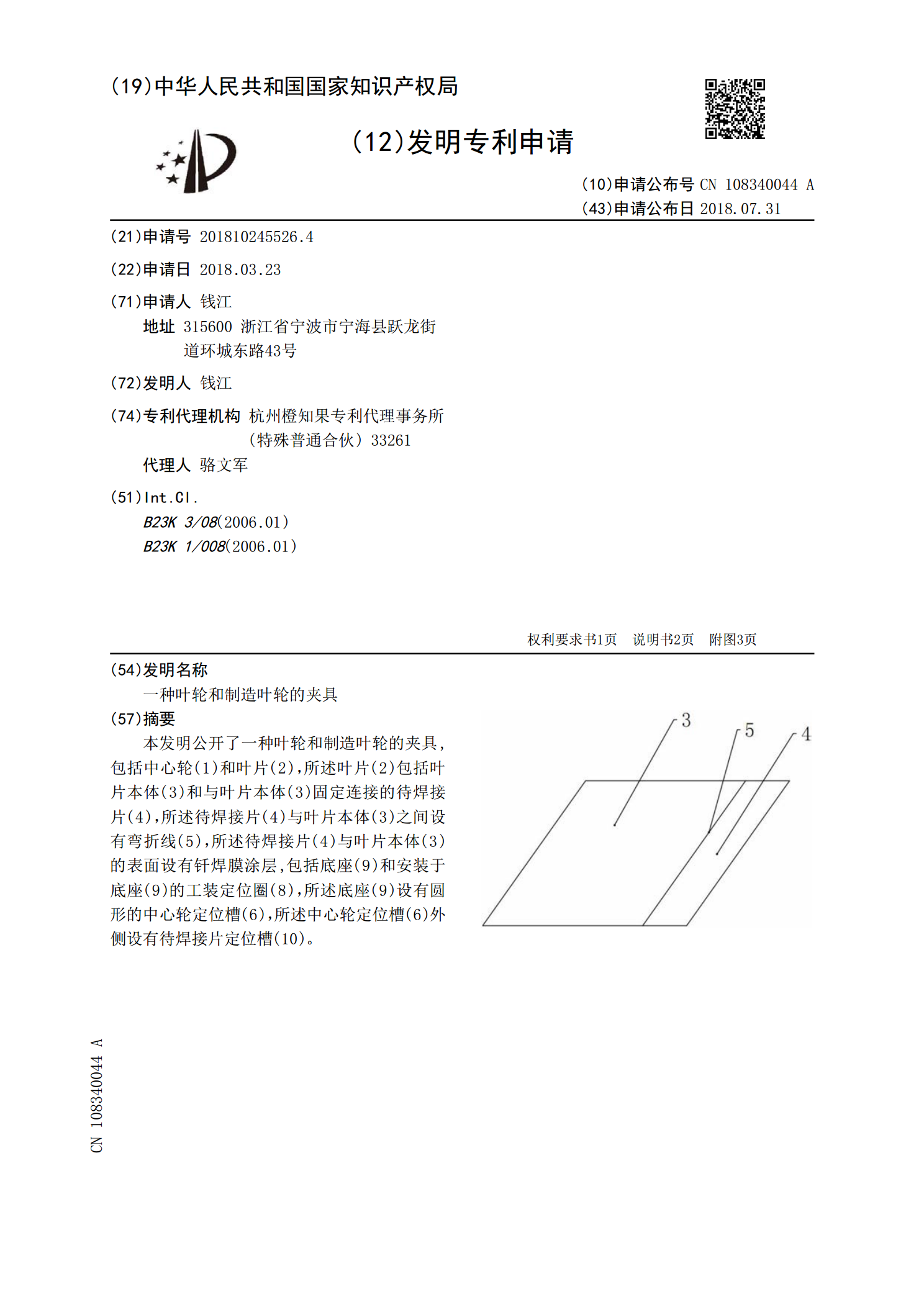
本发明公开了一种叶轮和制造叶轮的夹具,包括中心轮(1)和叶片(2),所述叶片(2)包括叶片本体(3)和与叶片本体(3)固定连接的待焊接片(4),所述待焊接片(4)与叶片本体(3)之间设有弯折线(5),所述待焊接片(4)与叶片本体(3)的表面设有钎焊膜涂层,包括底座(9)和安装于底座(9)的工装定位圈(8),所述底座(9)设有圆形的中心轮定位槽(6),所述中心轮定位槽(6)外侧设有待焊接片定位槽(10)。
一种叶轮制造用夹具.pdf
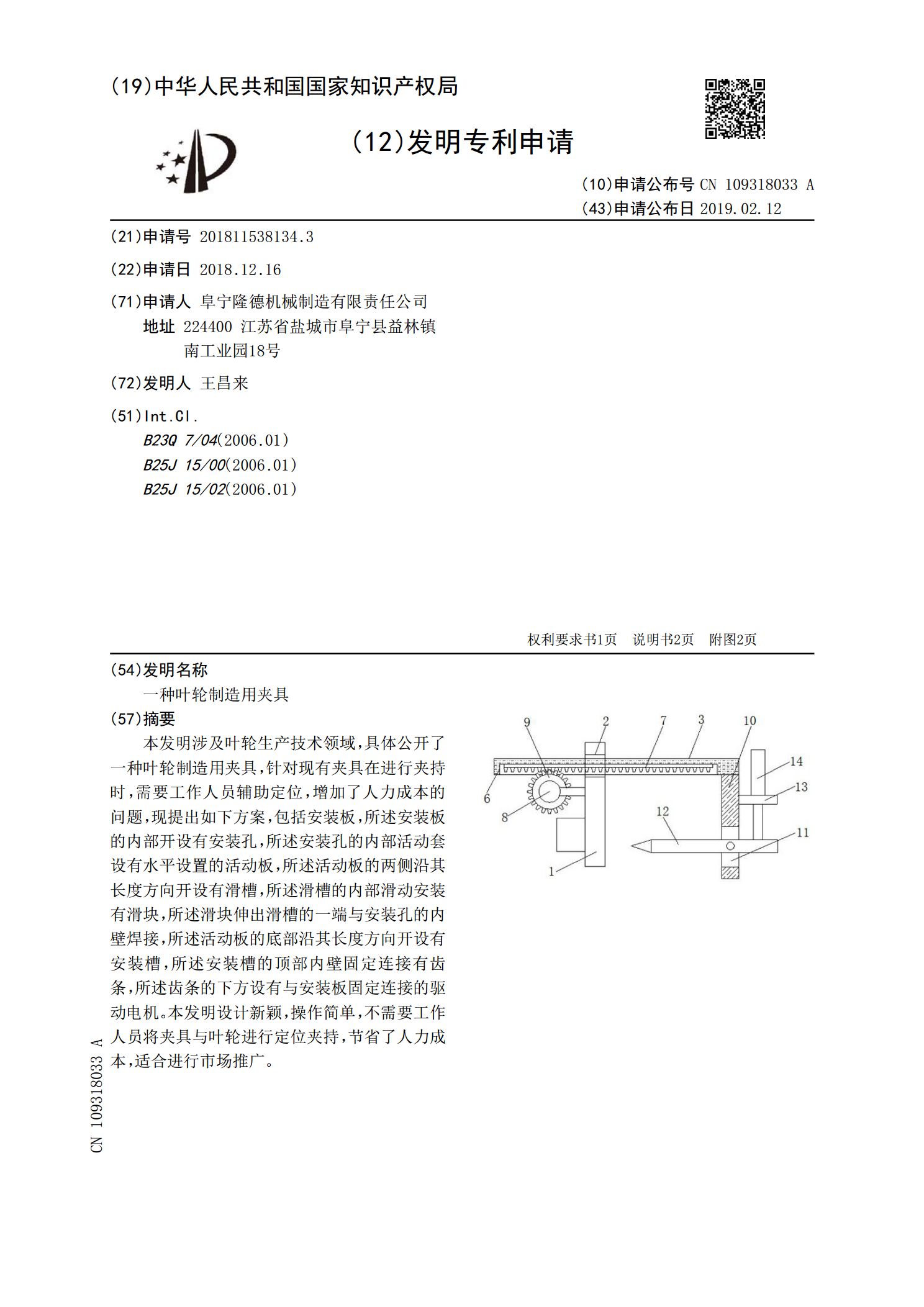
本发明涉及叶轮生产技术领域,具体公开了一种叶轮制造用夹具,针对现有夹具在进行夹持时,需要工作人员辅助定位,增加了人力成本的问题,现提出如下方案,包括安装板,所述安装板的内部开设有安装孔,所述安装孔的内部活动套设有水平设置的活动板,所述活动板的两侧沿其长度方向开设有滑槽,所述滑槽的内部滑动安装有滑块,所述滑块伸出滑槽的一端与安装孔的内壁焊接,所述活动板的底部沿其长度方向开设有安装槽,所述安装槽的顶部内壁固定连接有齿条,所述齿条的下方设有与安装板固定连接的驱动电机。本发明设计新颖,操作简单,不需要工作人员将夹

叶轮的制造方法和叶轮.pdf
不使用滑动型芯而是将能用由型芯和型腔组合而成的普通模具形成的部件接合来制造叶轮,由此提供廉价的树脂制叶轮。通过如下步骤来制造叶轮:通过成型来形成包括具有俯视时为圆环状的第1圆环面的基部的第1部件;通过成型来形成第2部件,上述第2部件包括:护罩,其具有仰视时为内径比第1圆环面的内径大的圆环状的第2圆环面;以及主叶片部,其以相对于护罩的轴心倾斜的状态比护罩的内周面向径向内侧延伸,具有俯视时无相互重叠部分的薄板状的多个倾斜部分;以及在使第1圆环面和第2圆环面相对的状态下将第1部件和第2部件接合。

叶轮、使用叶轮的风扇装置和制造叶轮的方法.pdf
本发明提供了叶轮、使用叶轮的风扇装置和制造该叶轮的方法。该叶轮包括支撑部分、多个转子叶片和连接构件。连接构件是基本上环形的构件,被设置用于加固转子叶片以对抗离心力的影响,并且沿着定心于中心轴线上的圆周在周向上延伸,从而使转子叶片相互连接。在每个转子叶片中,转子叶片的前缘与转子叶片的径向外端的相交点相对于前缘与支撑部分外表面的相交点关于旋转方向靠前定位。连接构件位于每个转子叶片的径向外端的径向内侧。
叶轮和用于制造叶轮的方法.pdf
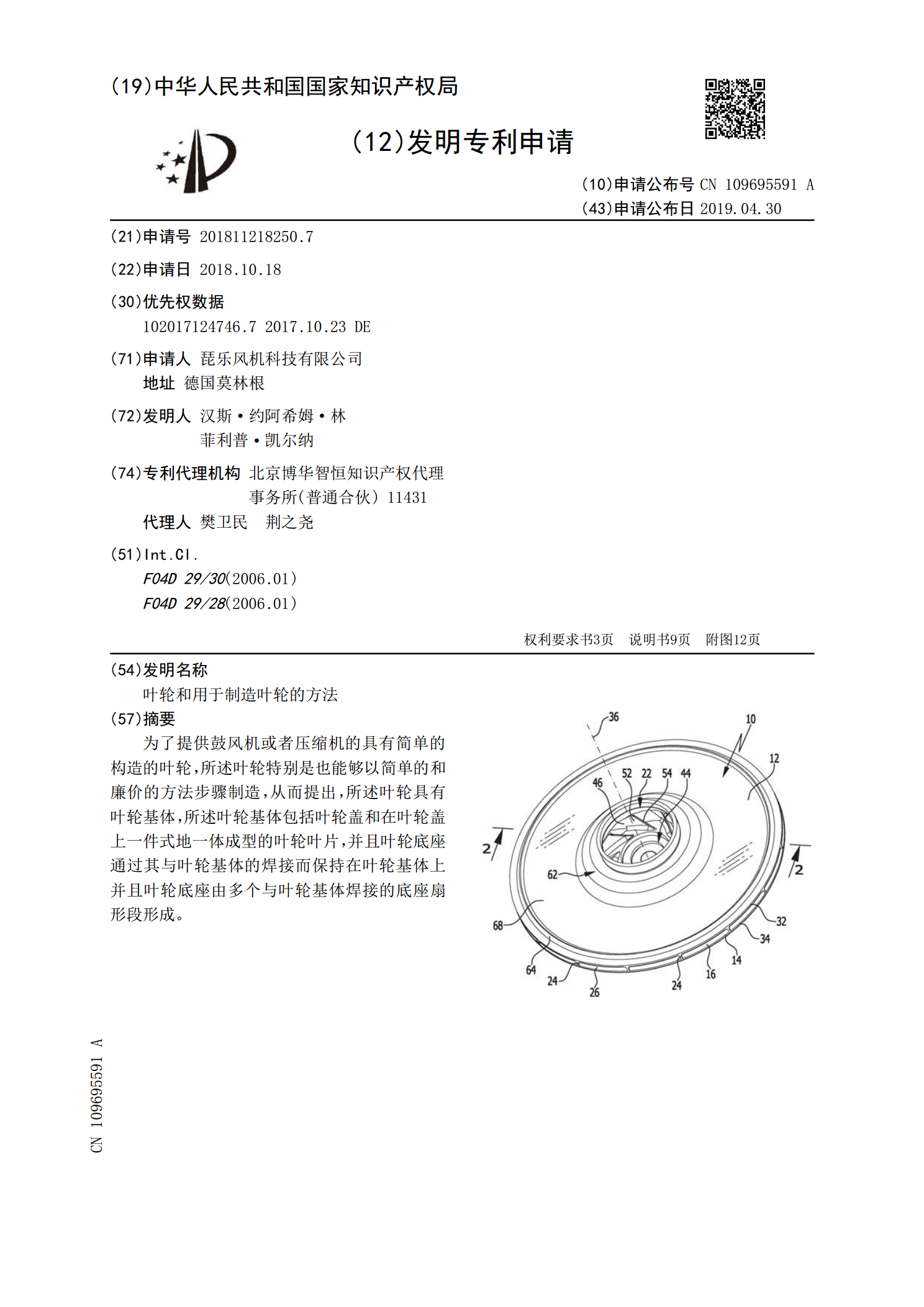
为了提供鼓风机或者压缩机的具有简单的构造的叶轮,所述叶轮特别是也能够以简单的和廉价的方法步骤制造,从而提出,所述叶轮具有叶轮基体,所述叶轮基体包括叶轮盖和在叶轮盖上一件式地一体成型的叶轮叶片,并且叶轮底座通过其与叶轮基体的焊接而保持在叶轮基体上并且叶轮底座由多个与叶轮基体焊接的底座扇形段形成。