
用于薄板搅拌摩擦焊接的跟随式压紧装置及压紧方法.pdf

志玉****爱啊

1/9
2/9
3/9

4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
用于薄板搅拌摩擦焊接的跟随式压紧装置及压紧方法.pdf
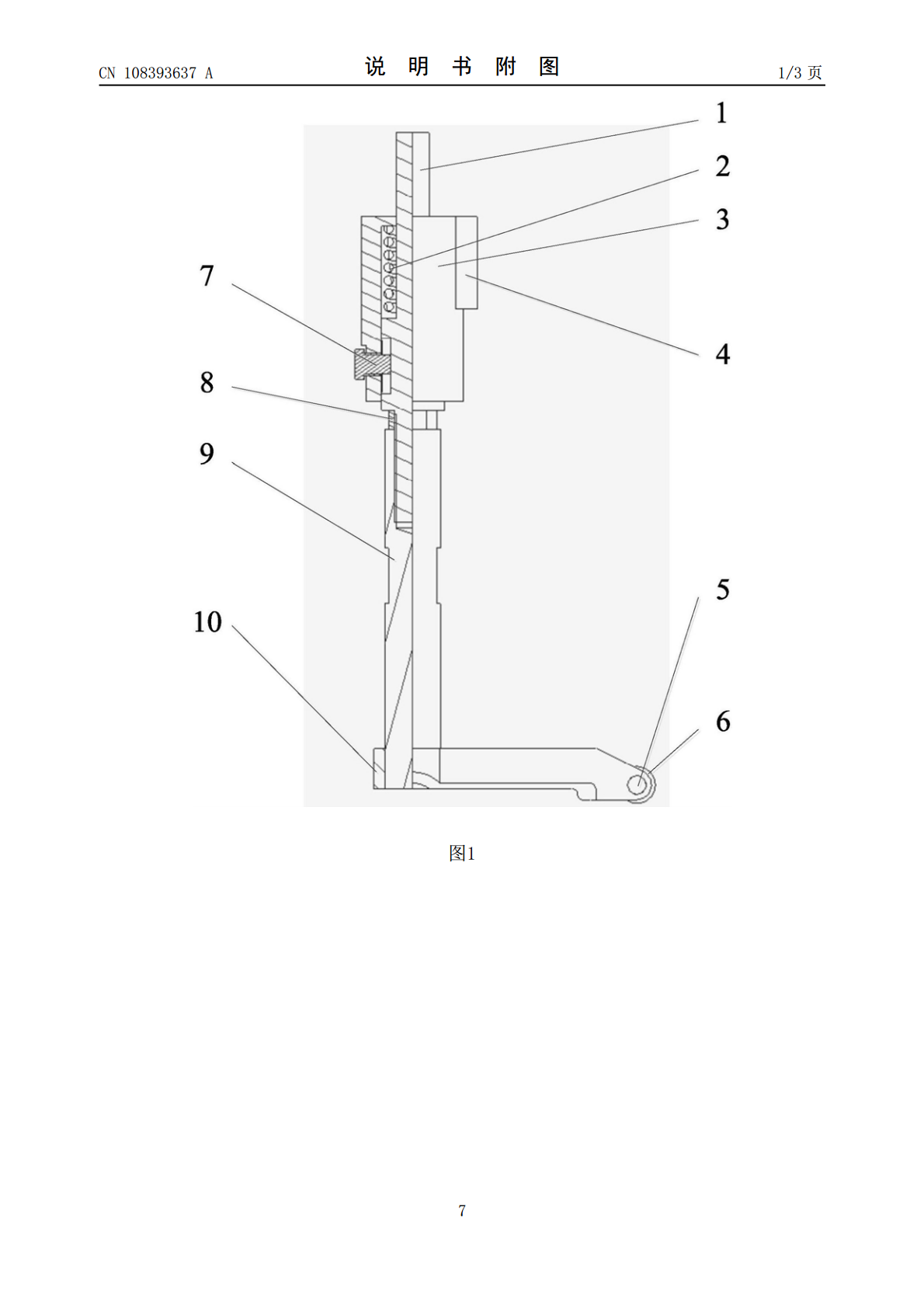
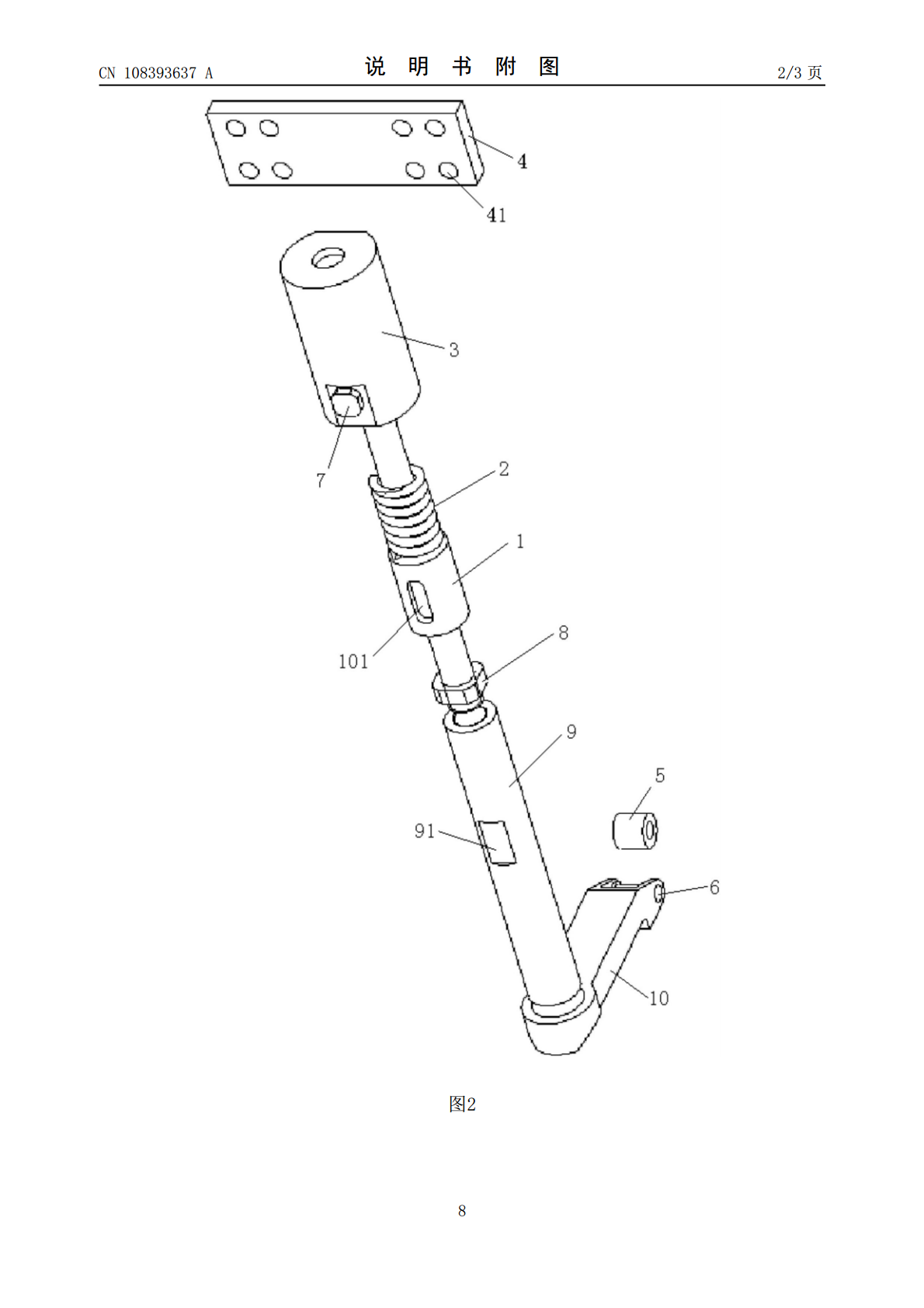
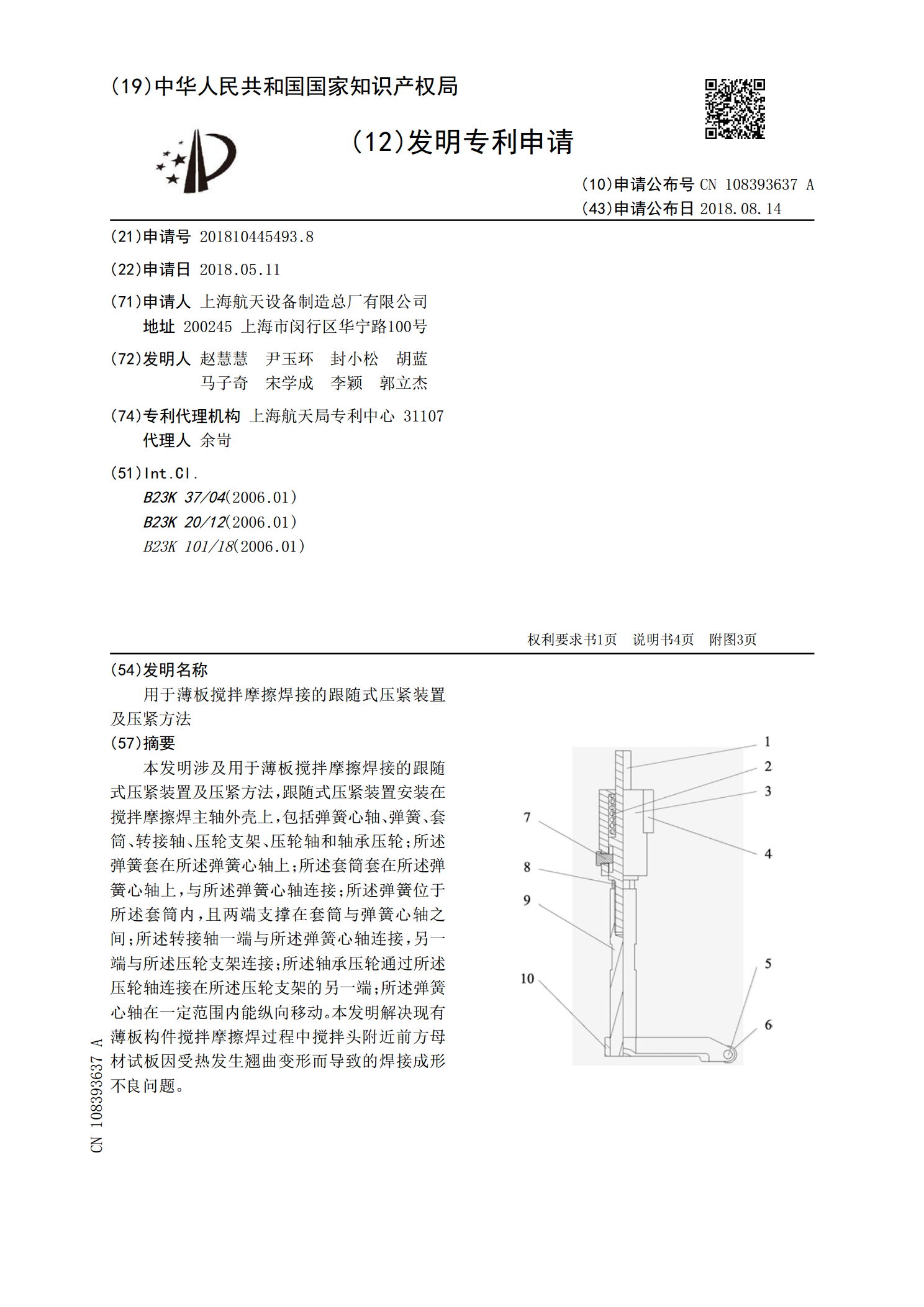
本发明涉及用于薄板搅拌摩擦焊接的跟随式压紧装置及压紧方法,跟随式压紧装置安装在搅拌摩擦焊主轴外壳上,包括弹簧心轴、弹簧、套筒、转接轴、压轮支架、压轮轴和轴承压轮;所述弹簧套在所述弹簧心轴上;所述套筒套在所述弹簧心轴上,与所述弹簧心轴连接;所述弹簧位于所述套筒内,且两端支撑在套筒与弹簧心轴之间;所述转接轴一端与所述弹簧心轴连接,另一端与所述压轮支架连接;所述轴承压轮通过所述压轮轴连接在所述压轮支架的另一端;所述弹簧心轴在一定范围内能纵向移动。本发明解决现有薄板构件搅拌摩擦焊过程中搅拌头附近前方母材试板因受热
一种搅拌摩擦焊压紧装置及方法.pdf
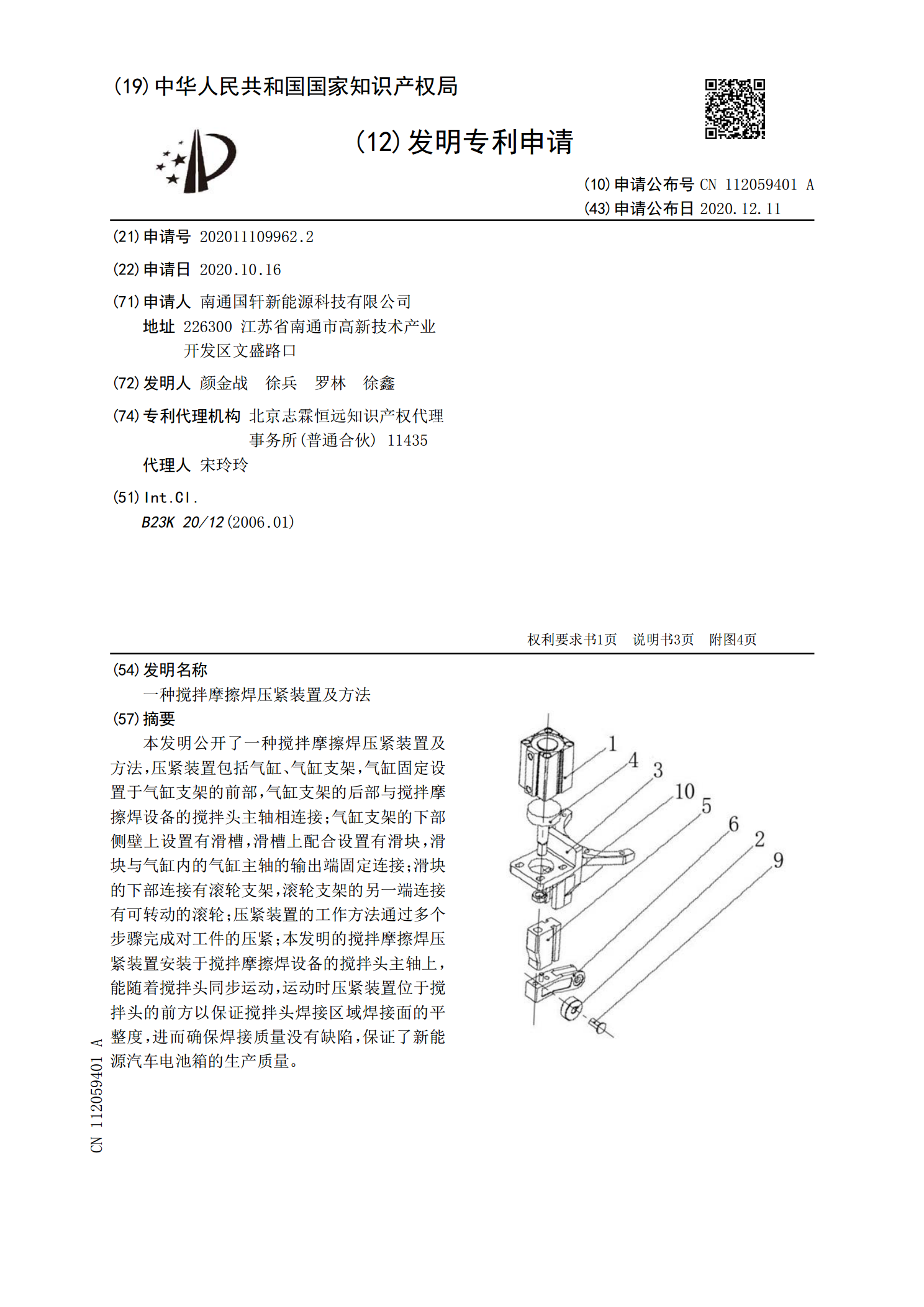
本发明公开了一种搅拌摩擦焊压紧装置及方法,压紧装置包括气缸、气缸支架,气缸固定设置于气缸支架的前部,气缸支架的后部与搅拌摩擦焊设备的搅拌头主轴相连接;气缸支架的下部侧壁上设置有滑槽,滑槽上配合设置有滑块,滑块与气缸内的气缸主轴的输出端固定连接;滑块的下部连接有滚轮支架,滚轮支架的另一端连接有可转动的滚轮;压紧装置的工作方法通过多个步骤完成对工件的压紧;本发明的搅拌摩擦焊压紧装置安装于搅拌摩擦焊设备的搅拌头主轴上,能随着搅拌头同步运动,运动时压紧装置位于搅拌头的前方以保证搅拌头焊接区域焊接面的平整度,进而确

用于压紧齿条的压紧装置.pdf
一种用于将齿条压紧到与该齿条啮合的小齿轮上的压紧装置,尤其是用于机动车的转向器,该压紧装置具有朝齿条方向能通过压力弹簧(16)加载的、在壳体(12)中能移动地引导的受压件(13)和用于补偿在转向器中出现的间隙的调整装置(14)。在调整装置(14)与受压件(13)之间布置弹性垫圈(22),在弹性垫圈(22)的区域中,调整装置(14)具有突起(24)而受压件(13)具有凹部(23)或者受压件(13)具有突起而调整装置(14)具有凹部(23)。调整装置(14)此外具有两个能相对转动的调节盘(20、21),所述两

一种用于引线框架的压紧装置及压紧方法.pdf
本发明公开了一种用于引线框架的压紧装置及压紧方法,属于电子元件加工技术领域,包括固定块,所述固定块内啮合套接有丝杆一,所述丝杆一的另一端转动连接有压紧机构,且固定块的底端两侧均固接有夹板一,所述夹板一内滑动套接有导杆,所述导杆的底端固接有夹板二,所述夹板二内啮合套接有丝杆二,所述丝杆二的顶面开设有槽道,所述槽道内卡接有固定机构。该压紧装置能够提高安装或拆卸效率,从而利于压紧装置的位置调整,避免了引线框架的固定死板,保障了引线框架的正常生产,且能够充分压紧引线框架,提高了压紧装置的压紧效果,使得引线框架在加
压紧装置及无动力压紧方法.pdf
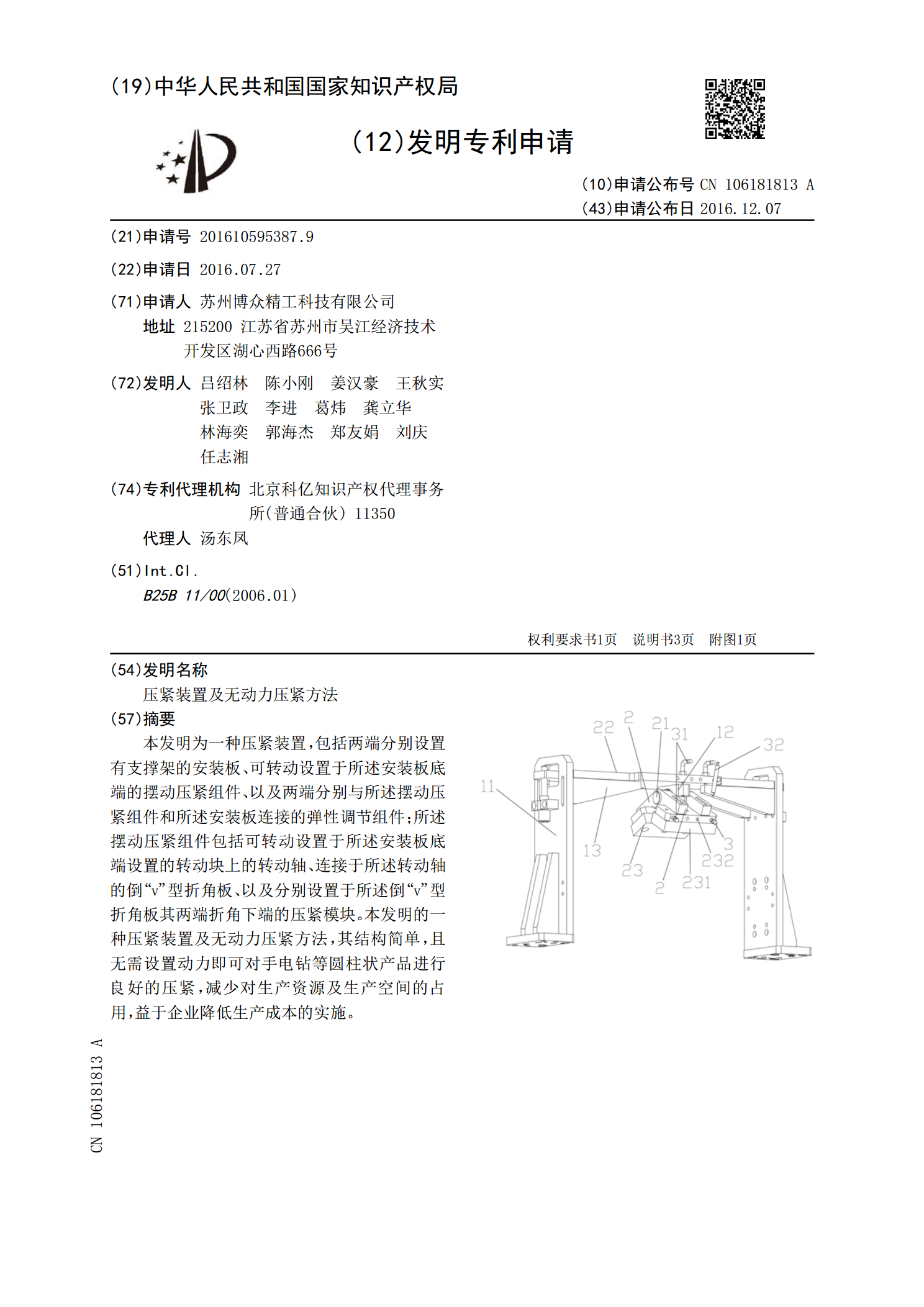
本发明为一种压紧装置,包括两端分别设置有支撑架的安装板、可转动设置于所述安装板底端的摆动压紧组件、以及两端分别与所述摆动压紧组件和所述安装板连接的弹性调节组件;所述摆动压紧组件包括可转动设置于所述安装板底端设置的转动块上的转动轴、连接于所述转动轴的倒“v”型折角板、以及分别设置于所述倒“v”型折角板其两端折角下端的压紧模块。本发明的一种压紧装置及无动力压紧方法,其结构简单,且无需设置动力即可对手电钻等圆柱状产品进行良好的压紧,减少对生产资源及生产空间的占用,益于企业降低生产成本的实施。