
一种满足多个加工工序的制动轮缸液压夹具.pdf

光誉****君哥

1/7
2/7
3/7

4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种满足多个加工工序的制动轮缸液压夹具.pdf
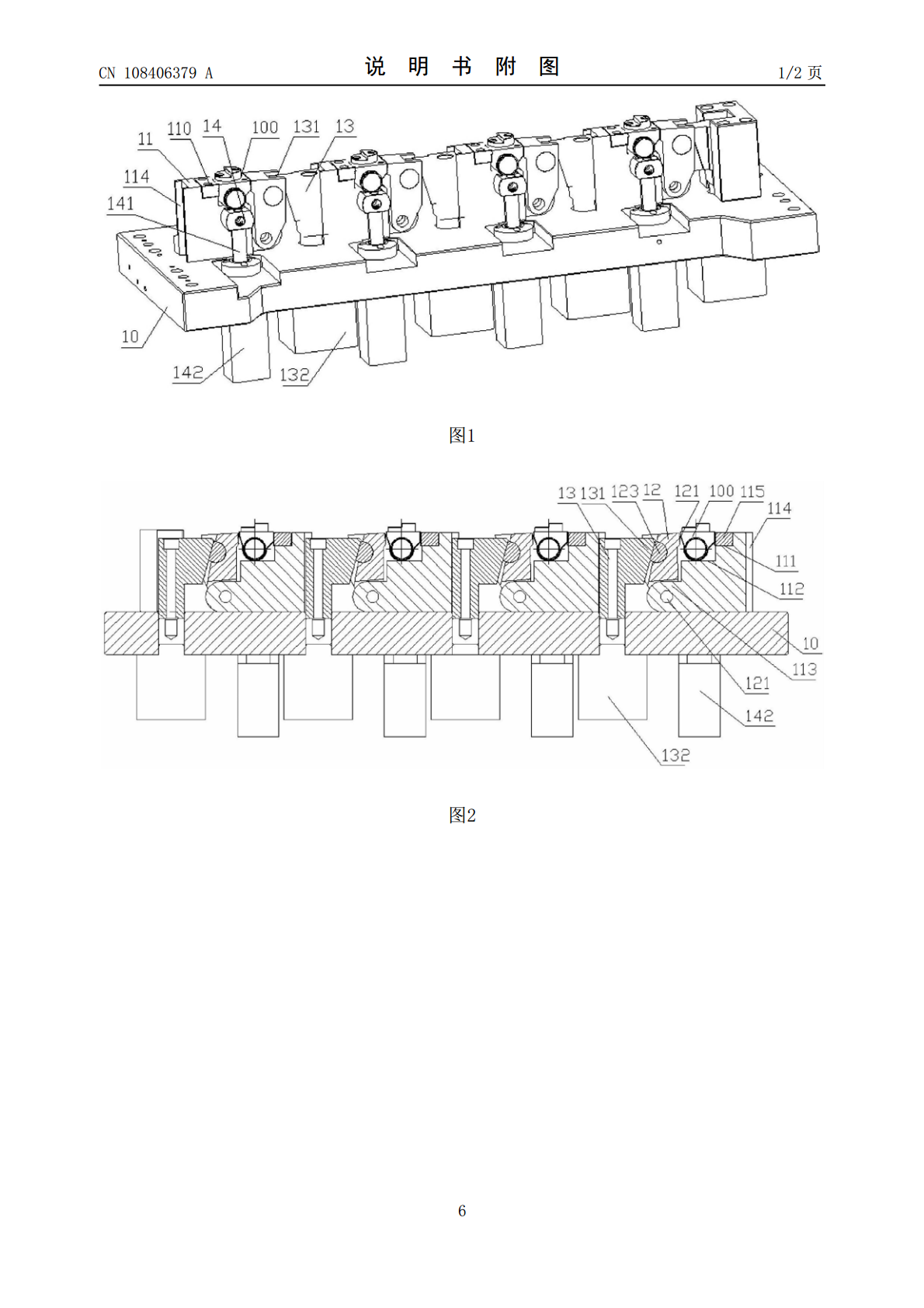
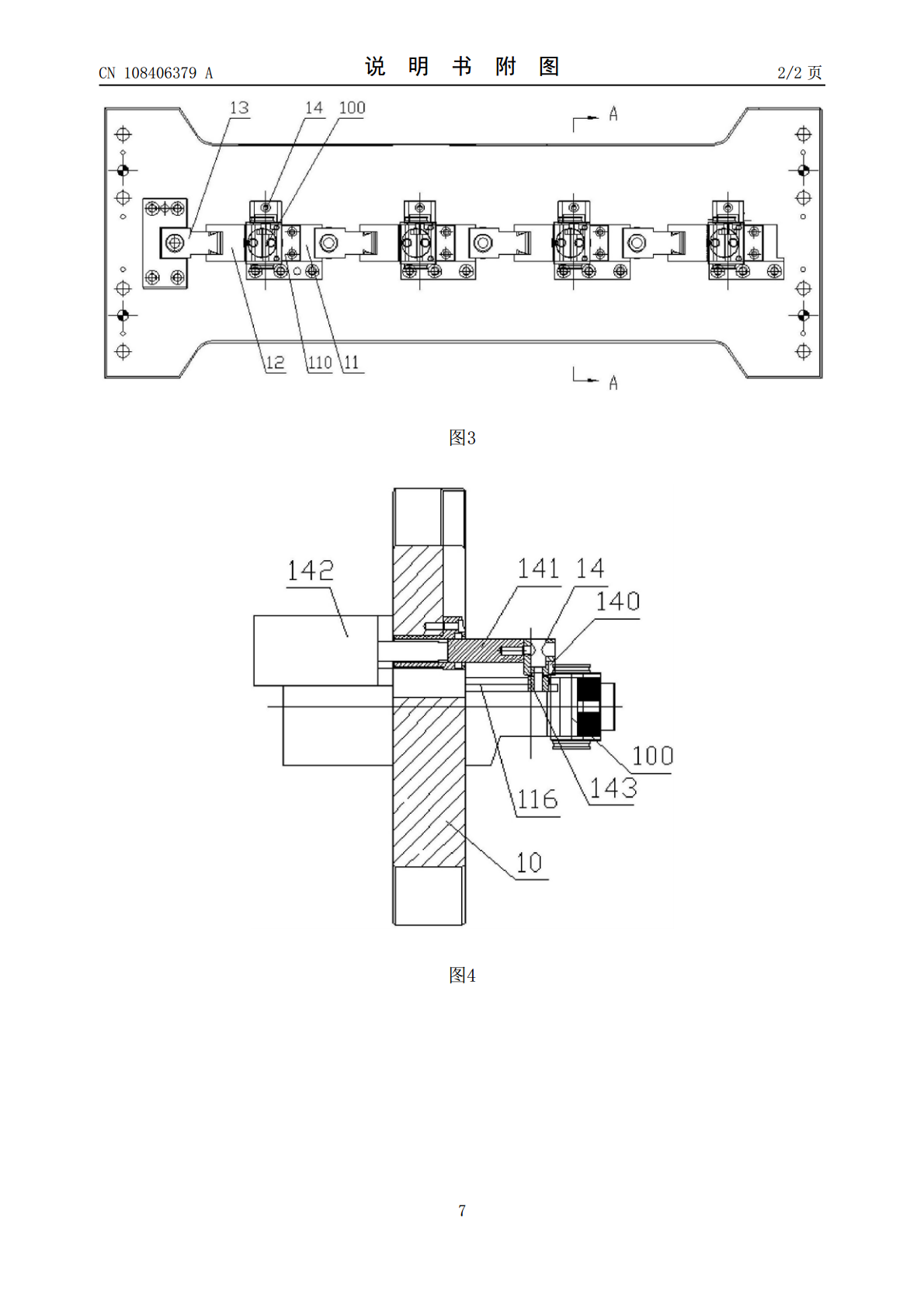
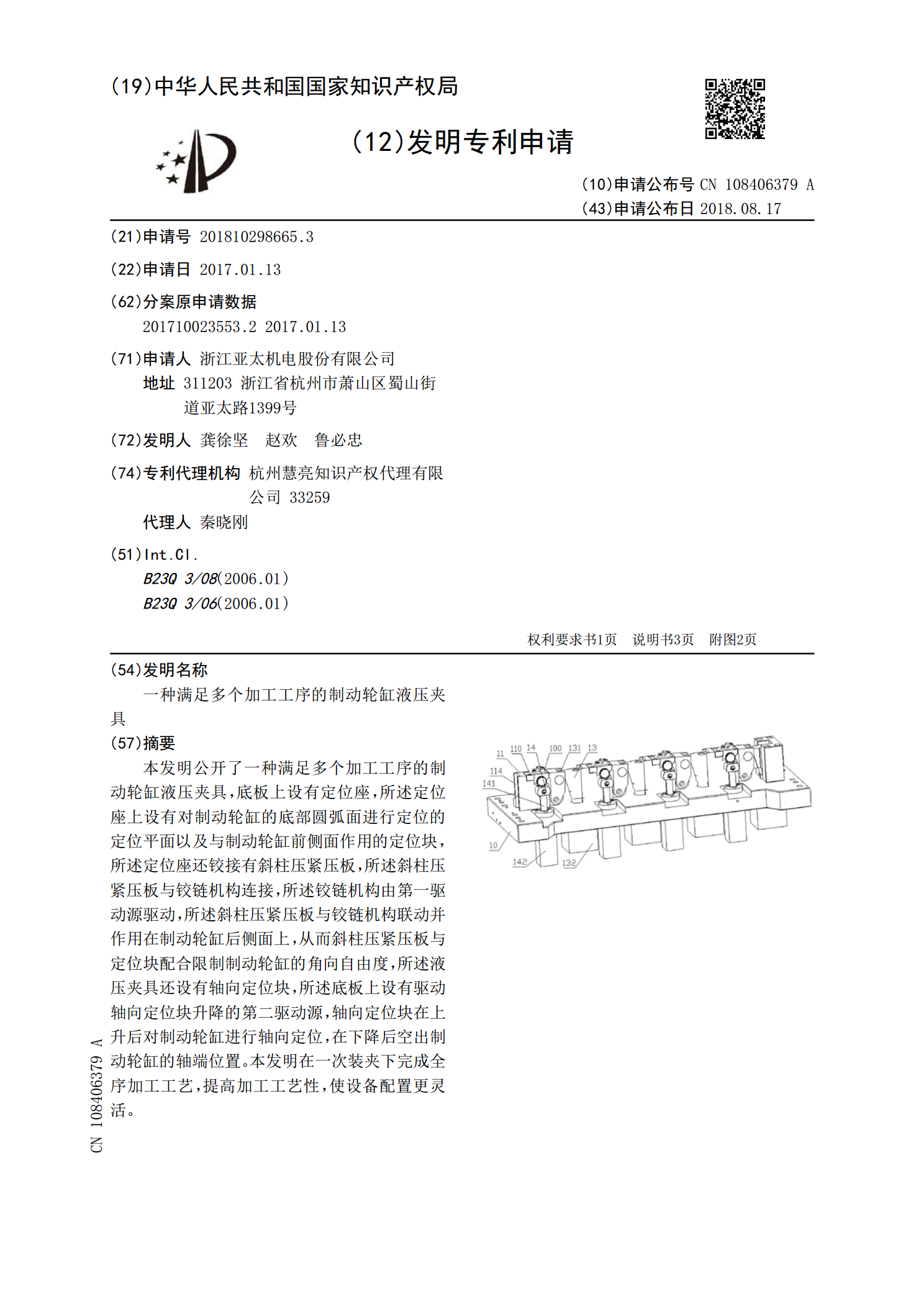
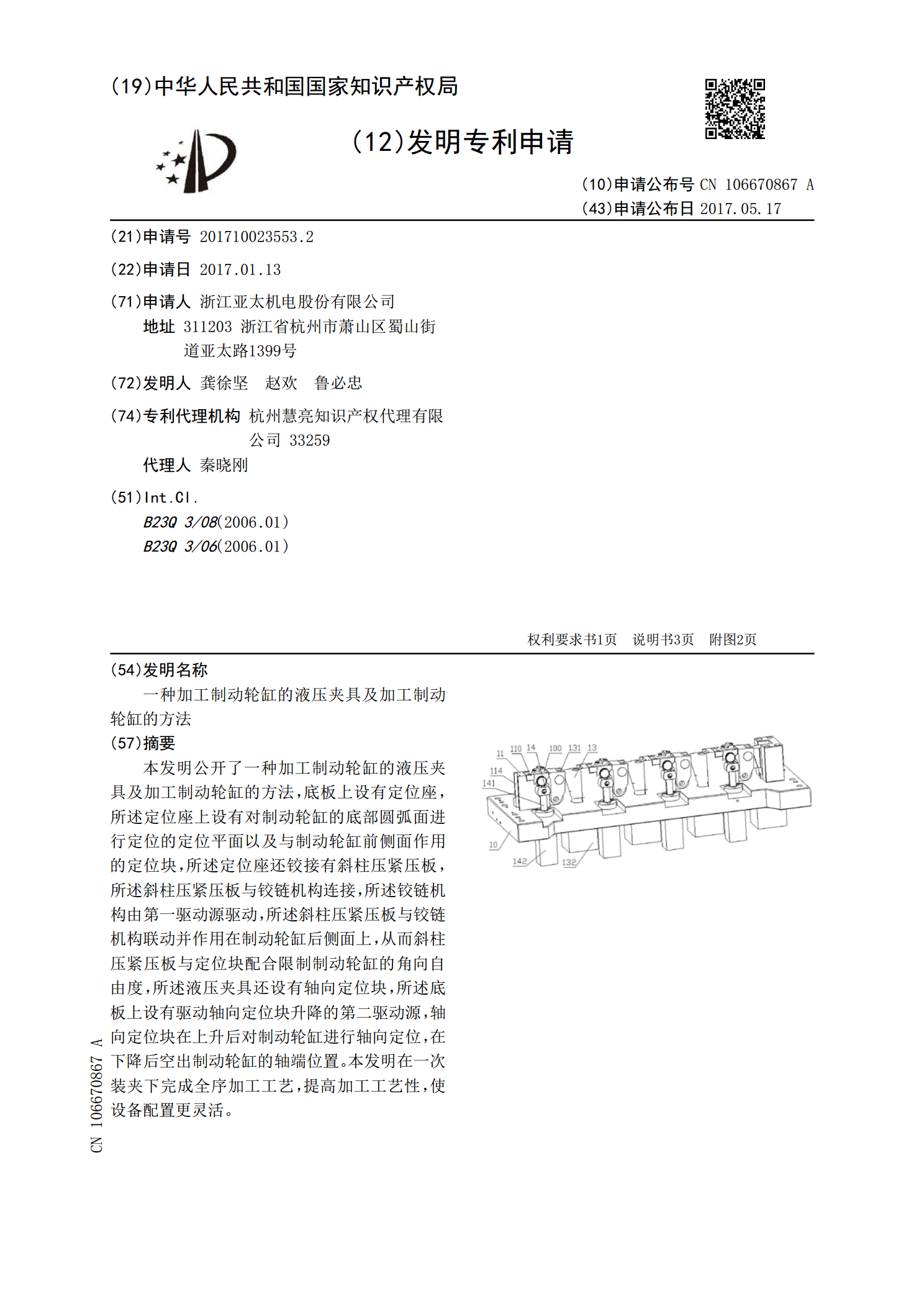
本发明公开了一种满足多个加工工序的制动轮缸液压夹具,底板上设有定位座,所述定位座上设有对制动轮缸的底部圆弧面进行定位的定位平面以及与制动轮缸前侧面作用的定位块,所述定位座还铰接有斜柱压紧压板,所述斜柱压紧压板与铰链机构连接,所述铰链机构由第一驱动源驱动,所述斜柱压紧压板与铰链机构联动并作用在制动轮缸后侧面上,从而斜柱压紧压板与定位块配合限制制动轮缸的角向自由度,所述液压夹具还设有轴向定位块,所述底板上设有驱动轴向定位块升降的第二驱动源,轴向定位块在上升后对制动轮缸进行轴向定位,在下降后空出制动轮缸的轴端位
一种加工制动轮缸的液压夹具及加工制动轮缸的方法.pdf
本发明公开了一种加工制动轮缸的液压夹具及加工制动轮缸的方法,底板上设有定位座,所述定位座上设有对制动轮缸的底部圆弧面进行定位的定位平面以及与制动轮缸前侧面作用的定位块,所述定位座还铰接有斜柱压紧压板,所述斜柱压紧压板与铰链机构连接,所述铰链机构由第一驱动源驱动,所述斜柱压紧压板与铰链机构联动并作用在制动轮缸后侧面上,从而斜柱压紧压板与定位块配合限制制动轮缸的角向自由度,所述液压夹具还设有轴向定位块,所述底板上设有驱动轴向定位块升降的第二驱动源,轴向定位块在上升后对制动轮缸进行轴向定位,在下降后空出制动轮缸
一种液压制动轮缸.pdf
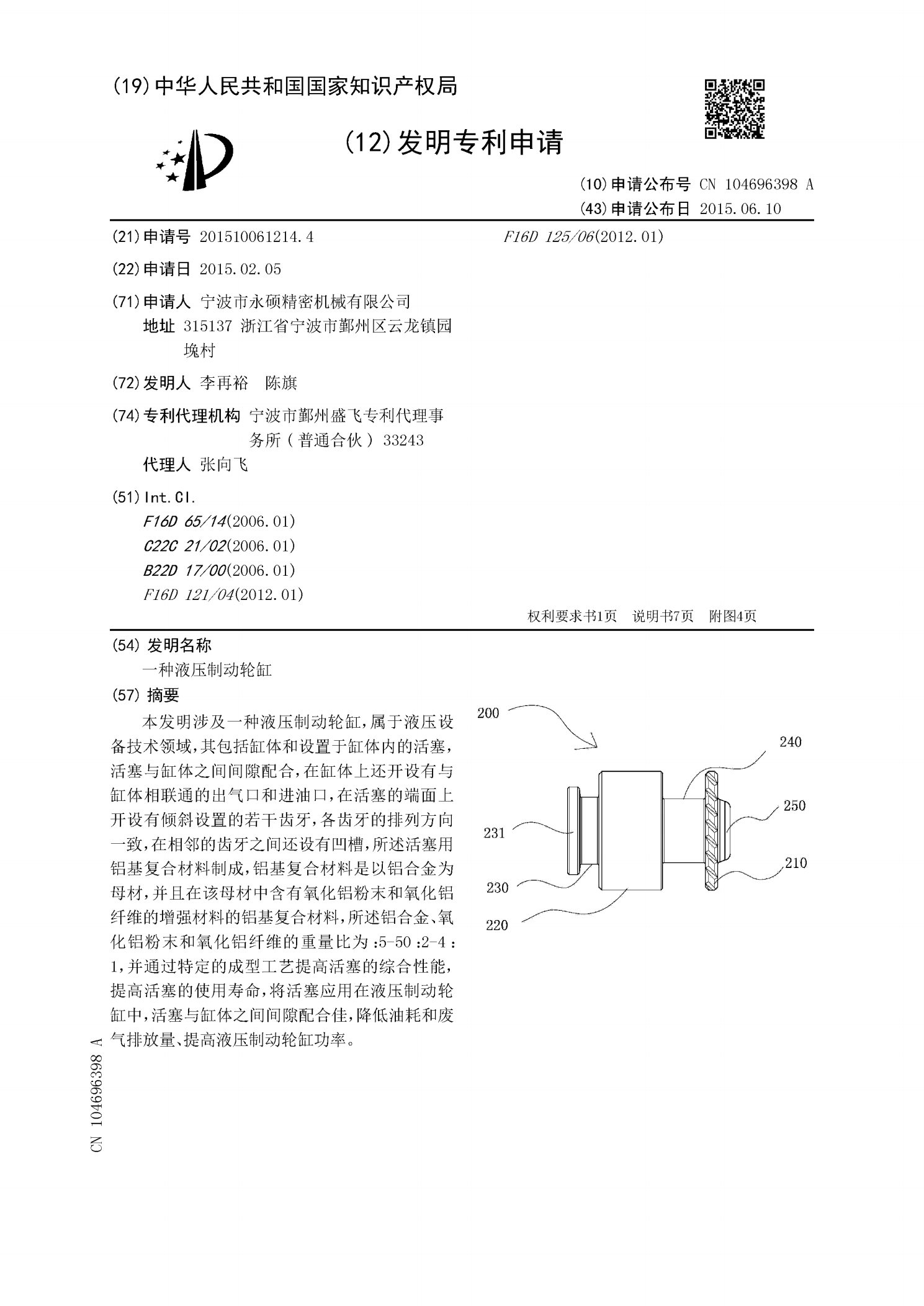
本发明涉及一种液压制动轮缸,属于液压设备技术领域,其包括缸体和设置于缸体内的活塞,活塞与缸体之间间隙配合,在缸体上还开设有与缸体相联通的出气口和进油口,在活塞的端面上开设有倾斜设置的若干齿牙,各齿牙的排列方向一致,在相邻的齿牙之间还设有凹槽,所述活塞用铝基复合材料制成,铝基复合材料是以铝合金为母材,并且在该母材中含有氧化铝粉末和氧化铝纤维的增强材料的铝基复合材料,所述铝合金、氧化铝粉末和氧化铝纤维的重量比为:5-50:2-4:1,并通过特定的成型工艺提高活塞的综合性能,提高活塞的使用寿命,将活塞应用在液压

液压缸夹具.pdf
本发明申请属于液压设备领域,具体涉及一种液压缸夹具;包括底座,底座的中线位置设有用于放置工件的凹槽;底座的两侧固定有固定柱,底座上设有位于固定柱之间的滑槽,滑槽上滑动连接有两个以底座中线对称设置的夹具,夹具面向固定柱的一侧为与水平方向呈45度夹角的斜面,固定柱顶部设有液压缸,液压缸的输出端设有支杆,固定柱靠近底座中线的一侧设有固定在底座的立杆,立杆的顶部铰接有传动杆,传动杆一端与支杆铰接,另一端上铰接有压杆,压杆的底部固定连接有楔形结构的压块,压块的远离固定柱的一侧与夹具的斜面相互平行,夹具的斜面为磨砂面

液压制动轮缸标准.doc