
一种双合页制作方法.pdf

是立****92

1/5
2/5

3/5

4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种双合页制作方法.pdf
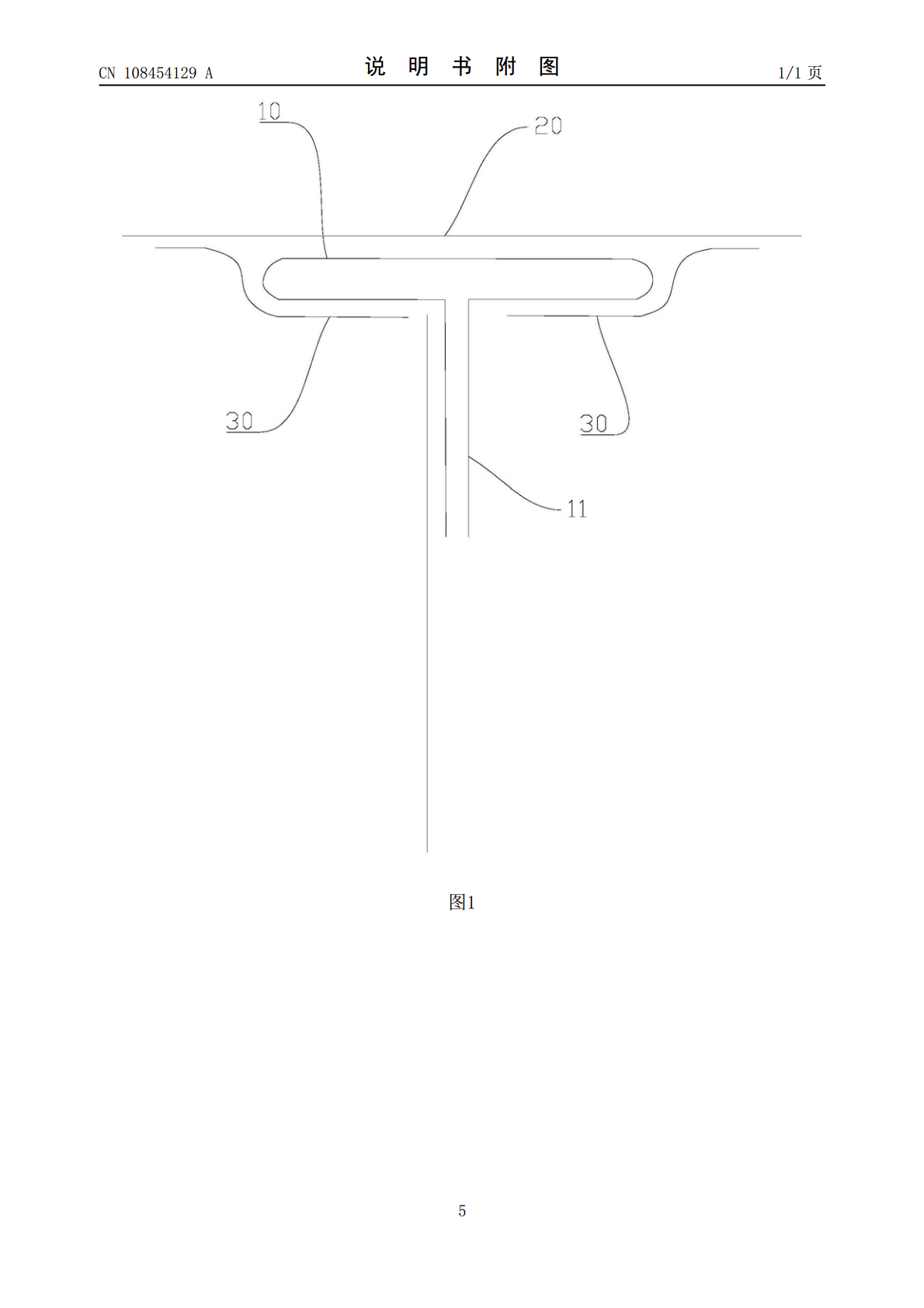
本发明公开了一种双合页制作方法,其步骤依次如下:1)、先取一片第一皮料,两边对折固定;2)、在对折的两边分别向外弯折以形成两拉边,两所述拉边固连;3)、准备第一高温机,第一高温机下方设置有用于搁置并传送主体料的第一压轮,第一高温机上方设置有两个并列的第二压轮,用于将两折边压紧熔于主体料上,两个第二压轮之间设置有用于供拉边穿过的让位间隙;4)、准备第二高温机和两条第二皮料,在第二高温机下方设置有用于搁置并传送主体料的第三压轮,在第二高温机上方设置有用于将两条第二皮料压紧熔于第一皮料两边缘的第四压轮,且两条第

一种双滚珠合页.pdf
发明公开双滚珠合页,一连接页有上、下合页管,另一连接页有中间合页管;中间合页管与上、下合页管间留上、下间隙;下间隙装下滚珠轴承,下滚珠轴承有一对珠盘和若干滚珠,珠盘中间开通孔,两珠盘中有半圆形的环形凹槽,两凹槽形成通道,通道中放入滚珠,两珠盘紧配合在下合页管和中间合页管内孔;上间隙装上滚珠轴承,上滚珠轴承有上、下珠盘和若干滚珠,上、下珠盘中间开通孔,上、下珠盘中开有半圆形的环形凹槽,两凹槽形成通道,通道中放入滚珠,下珠盘紧配合于中间合页管内孔;上珠盘和上合页管间设垫片,垫片开通孔;连接螺杆穿入下滚珠轴承两

一种双轴合页.pdf
本发明是一种双轴合页,包括转动合页、固定合页、连接框架、转轴A、转轴B、齿轮A和齿轮B,所述转动合页包括转动连接板和设于转动连接板上下两端的转动块,所述固定合页包括固定连接板和设于固定连接板上下两端的固定块,所述齿轮A设于转轴A中间,所述齿轮B设于转轴B中间,所述齿轮A与齿轮B啮合,所述转轴A和转轴B的两端穿过连接框架的上下横板上的圆孔,所述转轴A两端插入转动块内,所述转轴B两端插入固定块内,所述转动连接板和固定连接板上均布有若干圆孔;本发明通过齿轮啮合使转轴A绕转轴B转动,转动平稳;转轴A、转轴B、转动

一种板材合页座的加工制作方法.pdf
本发明涉及板材合页座技术领域,尤其涉及一种板材合页座的加工制作方法。本发明通过采用刨砂、裁方以及整修等工艺方法,可以根据实际需要对板材进行裁切和使用,能够避免传统工艺下数控机床设备加工所带来的板材浪费的问题,从而能够极大的提高单块板材的利用率;本发明通过利用两次打眼和一次锯切的步骤,使得一块板材可以同时制作出多个合页座,达到了节约生产成本的目的,符合节约资源的环保理念。

一种无轴芯双滚珠合页.pdf
本发明公开了无轴芯双滚珠合页,其一连接页的中间合页管位于另一连接页的上、下合页管之间,形成上间隙和下间隙;下间隙装有下滚珠轴承,下滚珠轴承包含一对珠盘和若干滚珠,珠盘中开有横截面为半圆形的环形凹槽,两珠盘相向对合,两环形凹槽形成一条截面为圆形的通道,且通道中放置入若干滚珠,滚珠与通道的壁部吻合;上间隙装有上滚珠轴承,上滚珠轴承包含上、下珠盘和若干滚珠,上、下珠盘中开有横截面为半圆形的环形凹槽,上、下珠盘相向对合,两环形凹槽形成一条截面为圆形的通道,且通道中放置入若干滚珠,滚珠与通道的壁部吻合,下珠盘通过其