
变速箱全自动智能组装线.pdf

篷璐****爱吗

1/10

2/10

3/10

4/10

5/10

6/10

7/10
8/10

9/10
10/10
亲,该文档总共25页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

变速箱全自动智能组装线.pdf
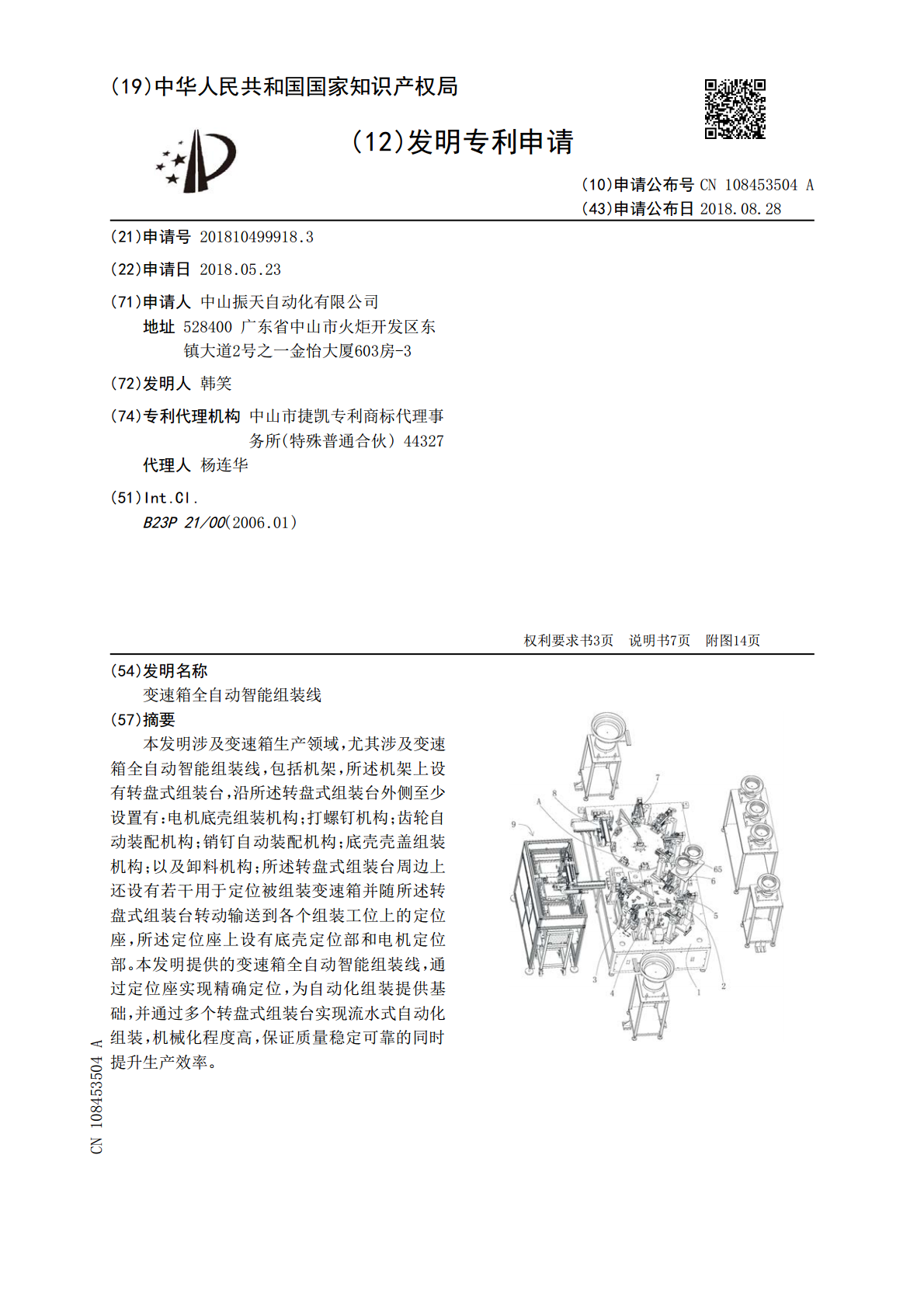
本发明涉及变速箱生产领域,尤其涉及变速箱全自动智能组装线,包括机架,所述机架上设有转盘式组装台,沿所述转盘式组装台外侧至少设置有:电机底壳组装机构;打螺钉机构;齿轮自动装配机构;销钉自动装配机构;底壳壳盖组装机构;以及卸料机构;所述转盘式组装台周边上还设有若干用于定位被组装变速箱并随所述转盘式组装台转动输送到各个组装工位上的定位座,所述定位座上设有底壳定位部和电机定位部。本发明提供的变速箱全自动智能组装线,通过定位座实现精确定位,为自动化组装提供基础,并通过多个转盘式组装台实现流水式自动化组装,机械化程度
带有齿轮自动装配机构的变速箱全自动智能组装线.pdf
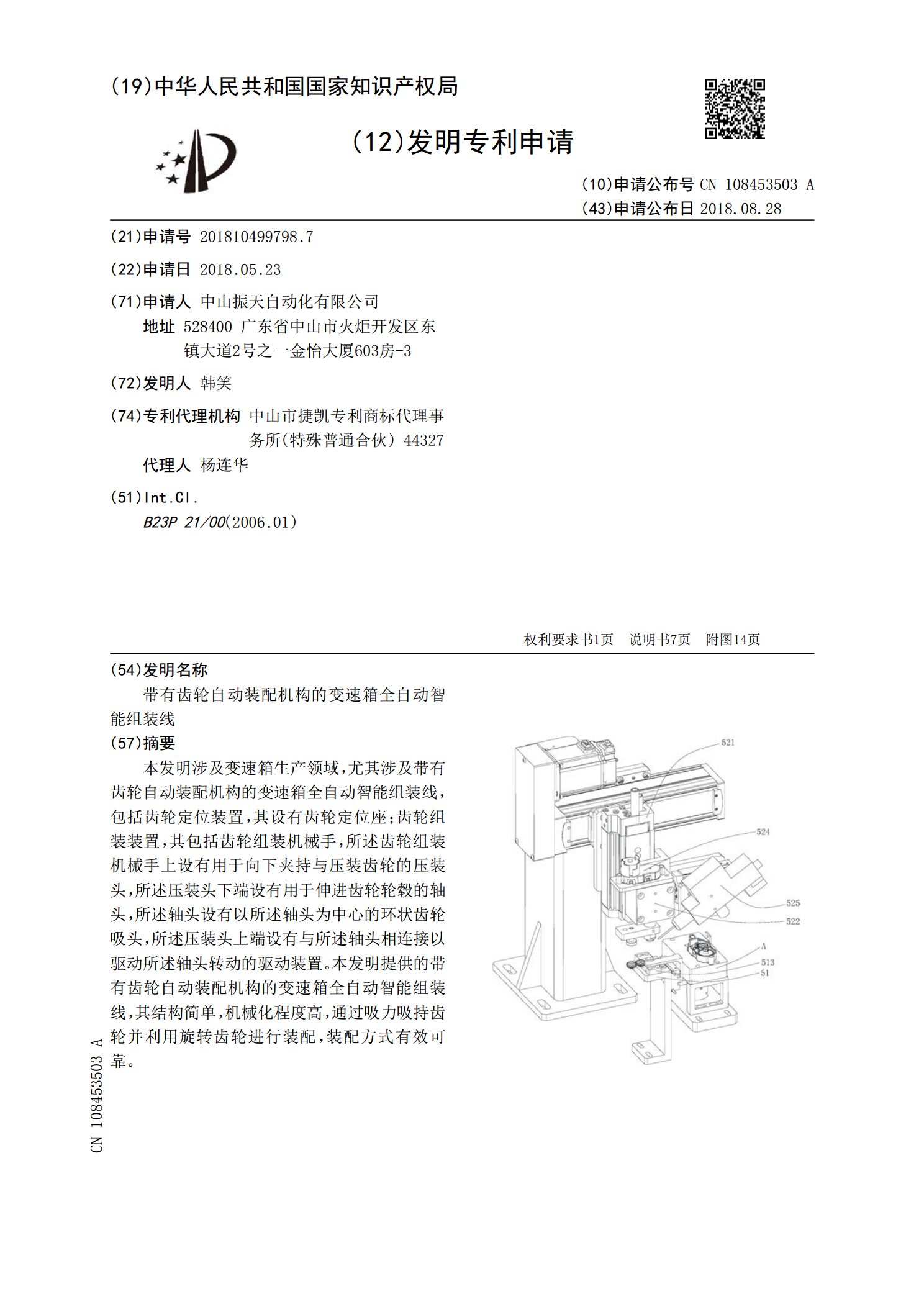
本发明涉及变速箱生产领域,尤其涉及带有齿轮自动装配机构的变速箱全自动智能组装线,包括齿轮定位装置,其设有齿轮定位座;齿轮组装装置,其包括齿轮组装机械手,所述齿轮组装机械手上设有用于向下夹持与压装齿轮的压装头,所述压装头下端设有用于伸进齿轮轮毂的轴头,所述轴头设有以所述轴头为中心的环状齿轮吸头,所述压装头上端设有与所述轴头相连接以驱动所述轴头转动的驱动装置。本发明提供的带有齿轮自动装配机构的变速箱全自动智能组装线,其结构简单,机械化程度高,通过吸力吸持齿轮并利用旋转齿轮进行装配,装配方式有效可靠。
变速箱全自动智能组装工艺.pdf
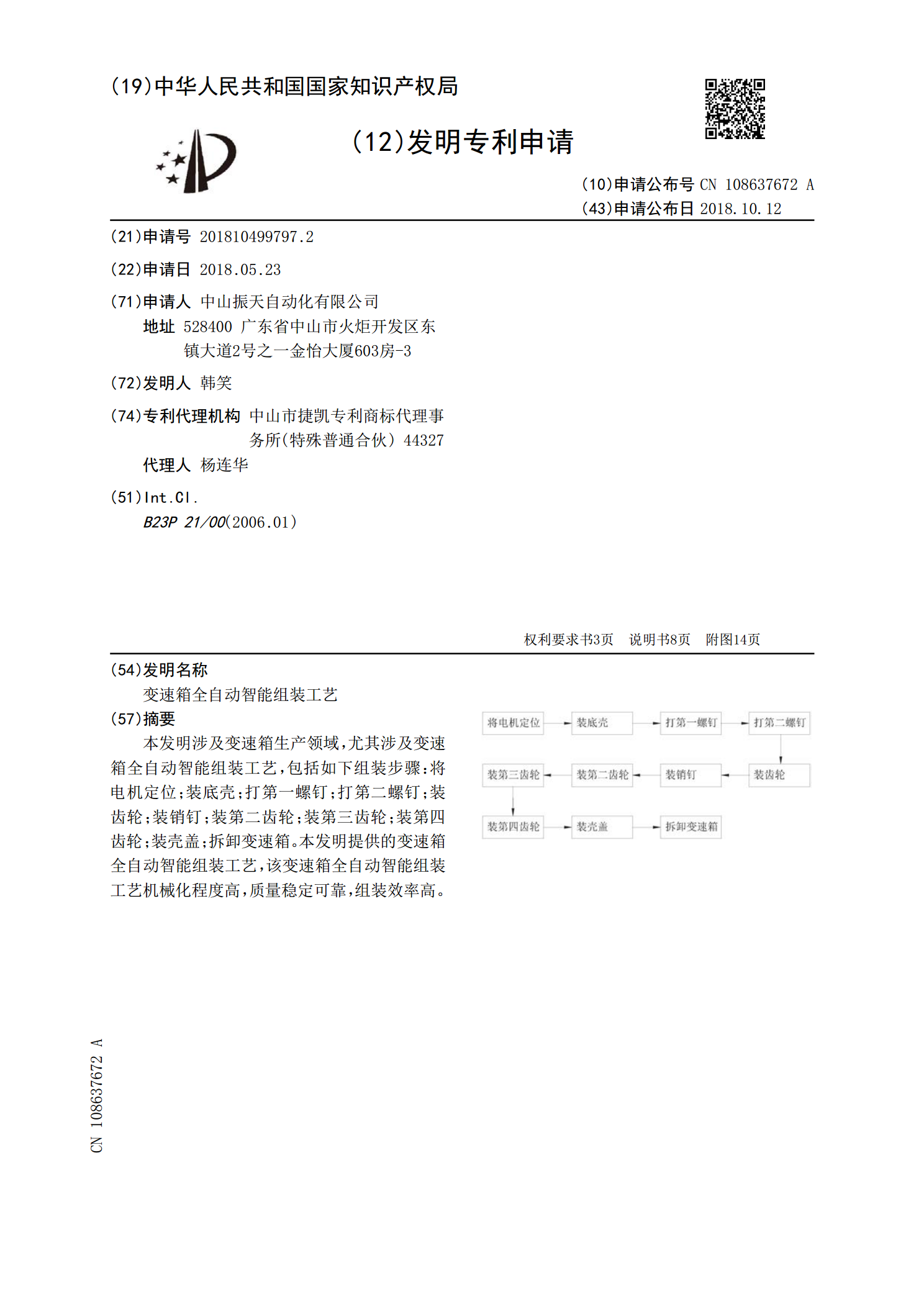
本发明涉及变速箱生产领域,尤其涉及变速箱全自动智能组装工艺,包括如下组装步骤:将电机定位;装底壳;打第一螺钉;打第二螺钉;装齿轮;装销钉;装第二齿轮;装第三齿轮;装第四齿轮;装壳盖;拆卸变速箱。本发明提供的变速箱全自动智能组装工艺,该变速箱全自动智能组装工艺机械化程度高,质量稳定可靠,组装效率高。

五孔插座全自动组装线.pdf
本发明公开了一种五孔插座全自动组装线,包括前段组装线、缓存线及后段组装线。前段组装线包括基座上料机构、端子螺丝组装机、插套组装机、压板组装机、基座下料机构、第一夹具及第一夹具传输机构,第一夹具传输机构带动第一夹具依次停留于前述机构的下方;后段组装线包括安装架上料机构、保护门组装机、第二基座上料机构、面板上料机构、插座下料机构、第二夹具及第二夹具传输机构,第二夹具传输机构带动第二夹具依次停留于前述机构的下方;缓存线的缓存输入端与基座下料机构对接;缓存线的缓存输出端与第二基座上料机构对接。故本发明具有自动化程

一种键盘按键剪刀脚的全自动组装线.pdf
本发明提供一种键盘按键剪刀脚的全自动组装线,包括依次设置的外剪压切装置、内剪压切装置、内外剪压合装置和剪刀脚安装底板;所述外剪压切装置包括外剪切料板,所述外剪切料板的底部内嵌设置有第一激光定位发射器,所述承载板在两个卡位柱之间固定设置有多个组装辅助块;所述支撑杆上固定设置有缺陷检测仪,所述挡板中内嵌设置有第二激光定位接收器,所述组装辅助块的内腔中活动设置有废料筐。本发明提供了键盘按键剪刀脚的全自动组装线,能够保持用于承载的装置的清洁,并形成预组装安装夹角,使得外剪刀和内剪刀的组装效率更高,且能够独立进行缺