
内肋管缠绕成型机及其生产方法.pdf

森林****来了

1/10
2/10
3/10
4/10

5/10
6/10
7/10
8/10

9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
内肋管缠绕成型机及其生产方法.pdf
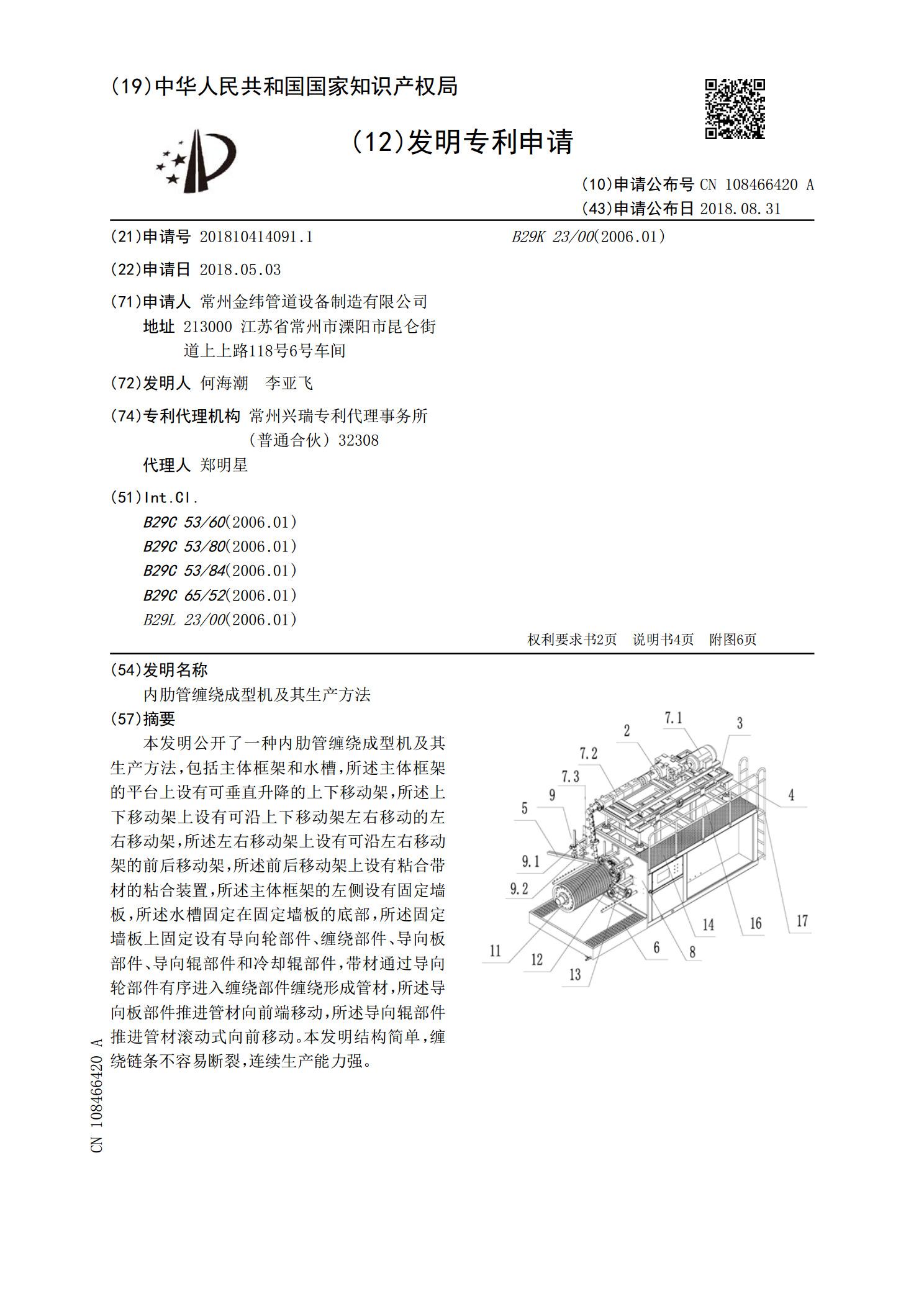
本发明公开了一种内肋管缠绕成型机及其生产方法,包括主体框架和水槽,所述主体框架的平台上设有可垂直升降的上下移动架,所述上下移动架上设有可沿上下移动架左右移动的左右移动架,所述左右移动架上设有可沿左右移动架的前后移动架,所述前后移动架上设有粘合带材的粘合装置,所述主体框架的左侧设有固定墙板,所述水槽固定在固定墙板的底部,所述固定墙板上固定设有导向轮部件、缠绕部件、导向板部件、导向辊部件和冷却辊部件,带材通过导向轮部件有序进入缠绕部件缠绕形成管材,所述导向板部件推进管材向前端移动,所述导向辊部件推进管材滚动式
内肋管缠绕成型用挤压定型辅助装置.pdf
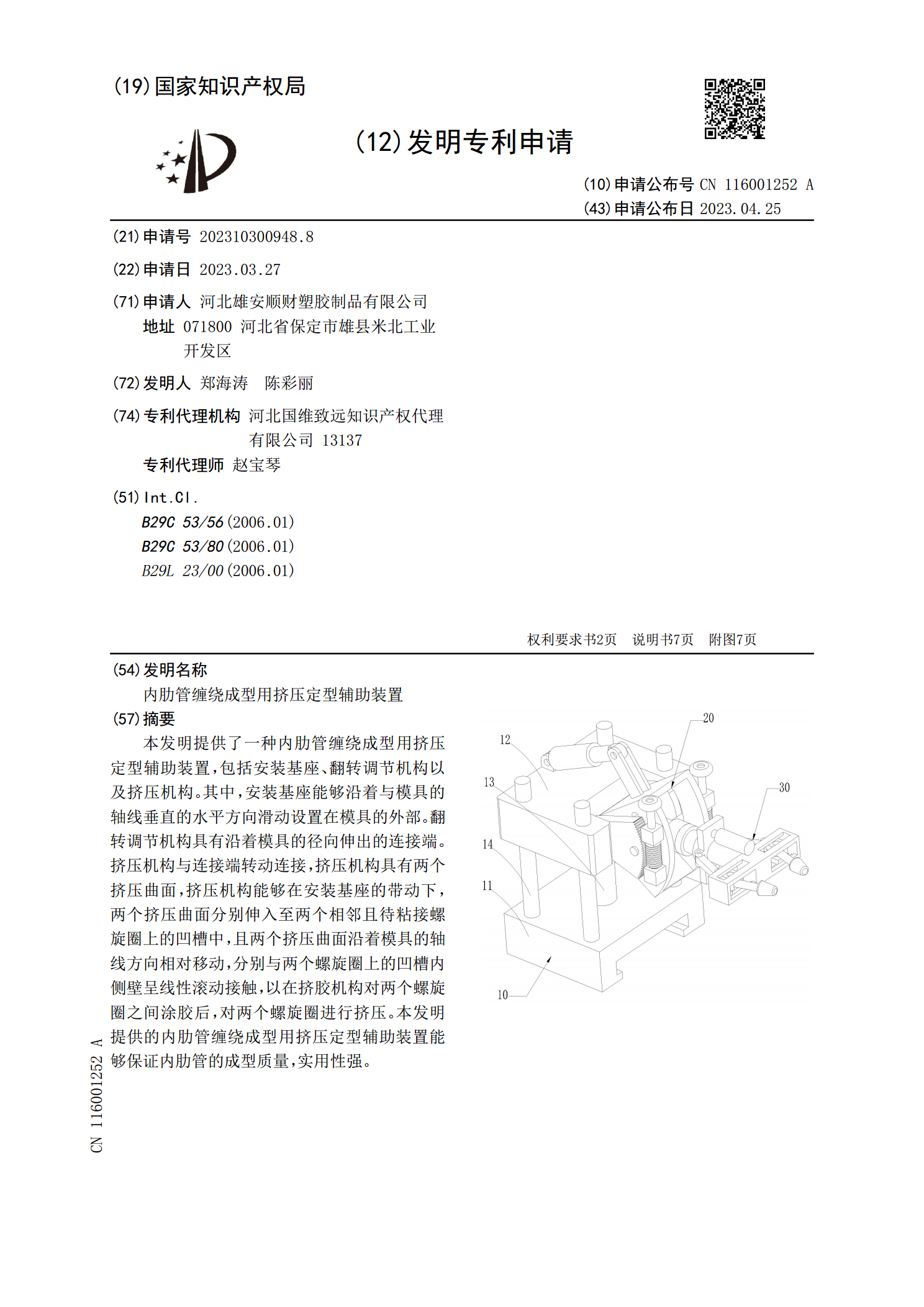
本发明提供了一种内肋管缠绕成型用挤压定型辅助装置,包括安装基座、翻转调节机构以及挤压机构。其中,安装基座能够沿着与模具的轴线垂直的水平方向滑动设置在模具的外部。翻转调节机构具有沿着模具的径向伸出的连接端。挤压机构与连接端转动连接,挤压机构具有两个挤压曲面,挤压机构能够在安装基座的带动下,两个挤压曲面分别伸入至两个相邻且待粘接螺旋圈上的凹槽中,且两个挤压曲面沿着模具的轴线方向相对移动,分别与两个螺旋圈上的凹槽内侧壁呈线性滚动接触,以在挤胶机构对两个螺旋圈之间涂胶后,对两个螺旋圈进行挤压。本发明提供的内肋管缠

内肋增强外波纹型塑料缠绕结构壁管材及其制造方法.pdf
本发明涉及一种内肋增强外波纹型塑料缠绕结构壁管材,包括圆柱面管材本体和螺旋环绕在管体外侧的加强筋,加强筋内含一条垂直于管壁的增强内肋,该内肋将加强筋分成两个并列的中空腔。加强筋的上部,内肋的顶部可以有实心的凸起。制造本发明的塑料增强型管材,首先由第一挤塑机连续挤出带两个管状凸起内含中空腔的塑料异型带材,然后使该塑料异型带材连续有规律地并排螺旋缠绕在成型滚筒上,与此同时,再由第二挤塑机,连续不断向并排螺旋缠绕塑料异型材相邻侧面间隙中挤出熔融的塑料熔胶,再经过设置于成型滚筒外周对应部位处带相应凹槽结构形式的压
一种缠绕增强管的缠绕设备及其缠绕方法.pdf
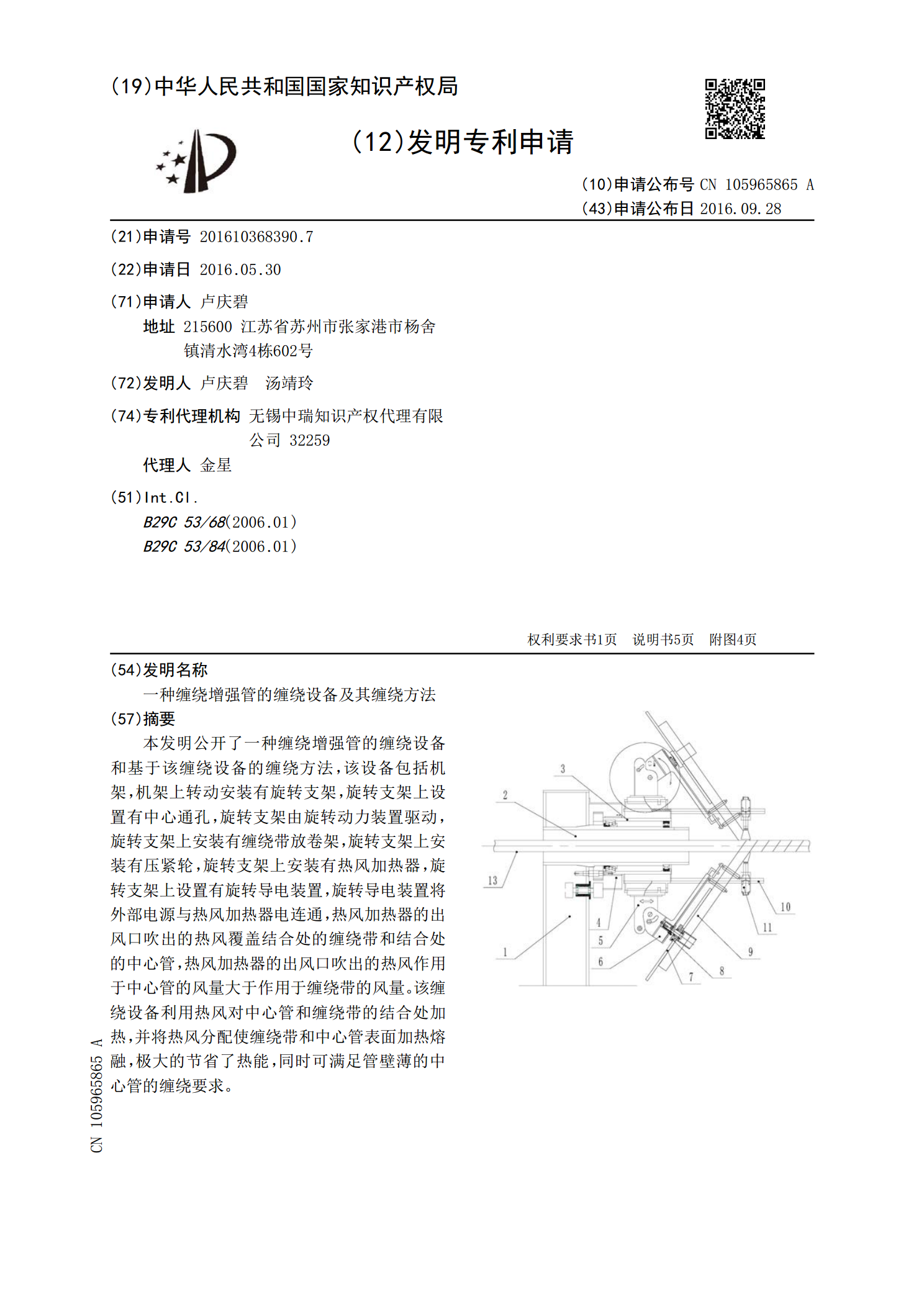
本发明公开了一种缠绕增强管的缠绕设备和基于该缠绕设备的缠绕方法,该设备包括机架,机架上转动安装有旋转支架,旋转支架上设置有中心通孔,旋转支架由旋转动力装置驱动,旋转支架上安装有缠绕带放卷架,旋转支架上安装有压紧轮,旋转支架上安装有热风加热器,旋转支架上设置有旋转导电装置,旋转导电装置将外部电源与热风加热器电连通,热风加热器的出风口吹出的热风覆盖结合处的缠绕带和结合处的中心管,热风加热器的出风口吹出的热风作用于中心管的风量大于作用于缠绕带的风量。该缠绕设备利用热风对中心管和缠绕带的结合处加热,并将热风分配使

塑料缠绕结构壁管成型机.pdf
本发明涉及一种壁管成型机,尤其是一种塑料缠绕结构壁管成型机,属于大口径塑料管材成型设备制造领域。包括固定机架,固定机架上活动设置有下底盘,下底盘上活动设置上底盘,上底盘底部设置有直线圆轴,上底盘上左右两侧各设置有一组轨道,轨道与固定机架平行设置,轨道上设置有直线丝杠,轨道上设置有模具滚轮,模具滚轮包括固定滚轮和活动滚轮,活动滚轮底部设置有轴承,模具滚轮上设置有模具,模具与滑轨平行设置,固定滚轮内设置有伺服电机,上底盘上还设置有压轮架,压轮架上部设置有压轮,压轮架与滚珠丝杠配合设置,滚珠丝杠与滑轨平行设置。