
内肋增强外波纹型塑料缠绕结构壁管材及其制造方法.pdf

秋花****姐姐

1/10
2/10
3/10
4/10

5/10
6/10

7/10
8/10
9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

内肋增强外波纹型塑料缠绕结构壁管材及其制造方法.pdf
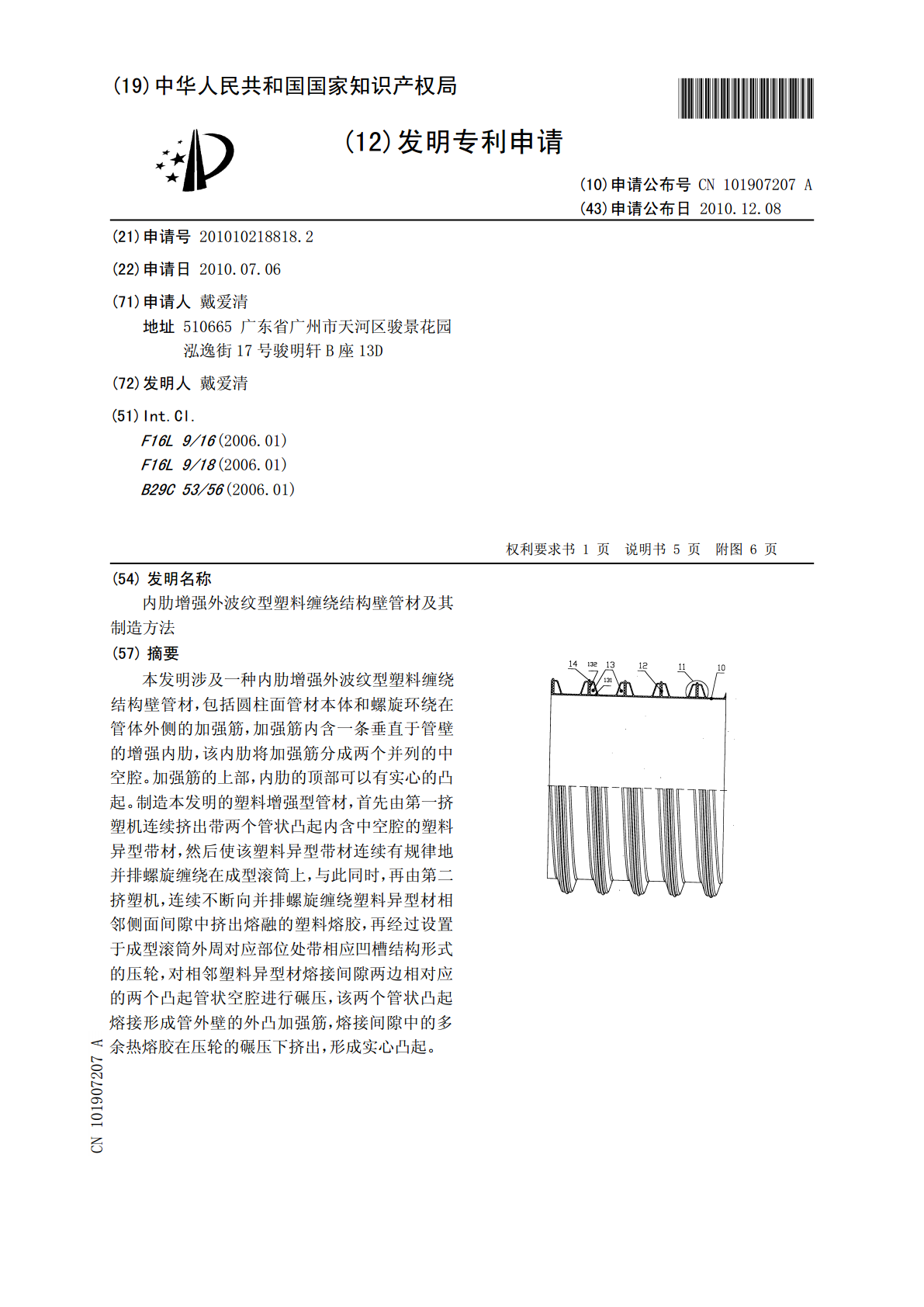
本发明涉及一种内肋增强外波纹型塑料缠绕结构壁管材,包括圆柱面管材本体和螺旋环绕在管体外侧的加强筋,加强筋内含一条垂直于管壁的增强内肋,该内肋将加强筋分成两个并列的中空腔。加强筋的上部,内肋的顶部可以有实心的凸起。制造本发明的塑料增强型管材,首先由第一挤塑机连续挤出带两个管状凸起内含中空腔的塑料异型带材,然后使该塑料异型带材连续有规律地并排螺旋缠绕在成型滚筒上,与此同时,再由第二挤塑机,连续不断向并排螺旋缠绕塑料异型材相邻侧面间隙中挤出熔融的塑料熔胶,再经过设置于成型滚筒外周对应部位处带相应凹槽结构形式的压
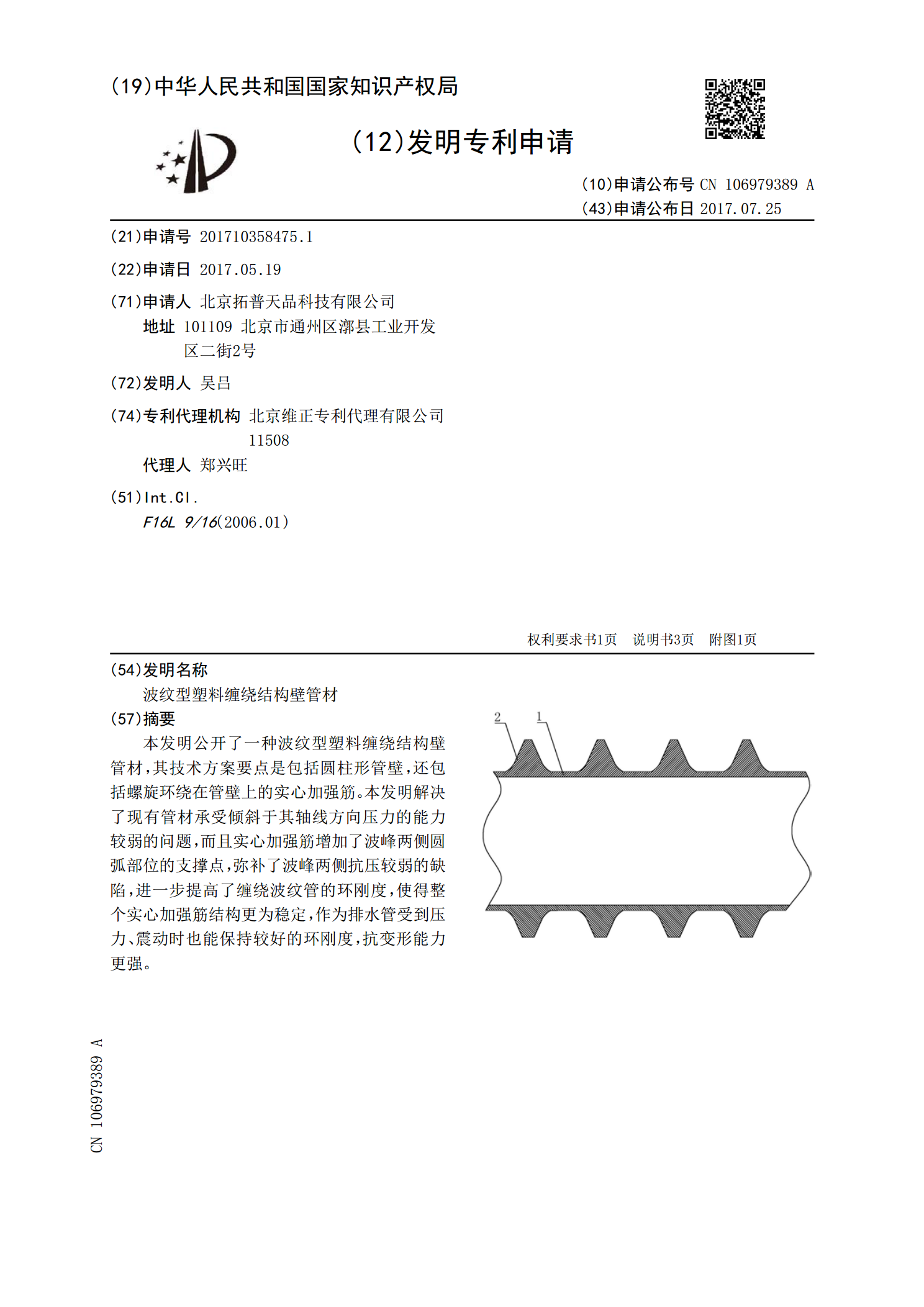
波纹型塑料缠绕结构壁管材.pdf
本发明公开了一种波纹型塑料缠绕结构壁管材,其技术方案要点是包括圆柱形管壁,还包括螺旋环绕在管壁上的实心加强筋。本发明解决了现有管材承受倾斜于其轴线方向压力的能力较弱的问题,而且实心加强筋增加了波峰两侧圆弧部位的支撑点,弥补了波峰两侧抗压较弱的缺陷,进一步提高了缠绕波纹管的环刚度,使得整个实心加强筋结构更为稳定,作为排水管受到压力、震动时也能保持较好的环刚度,抗变形能力更强。
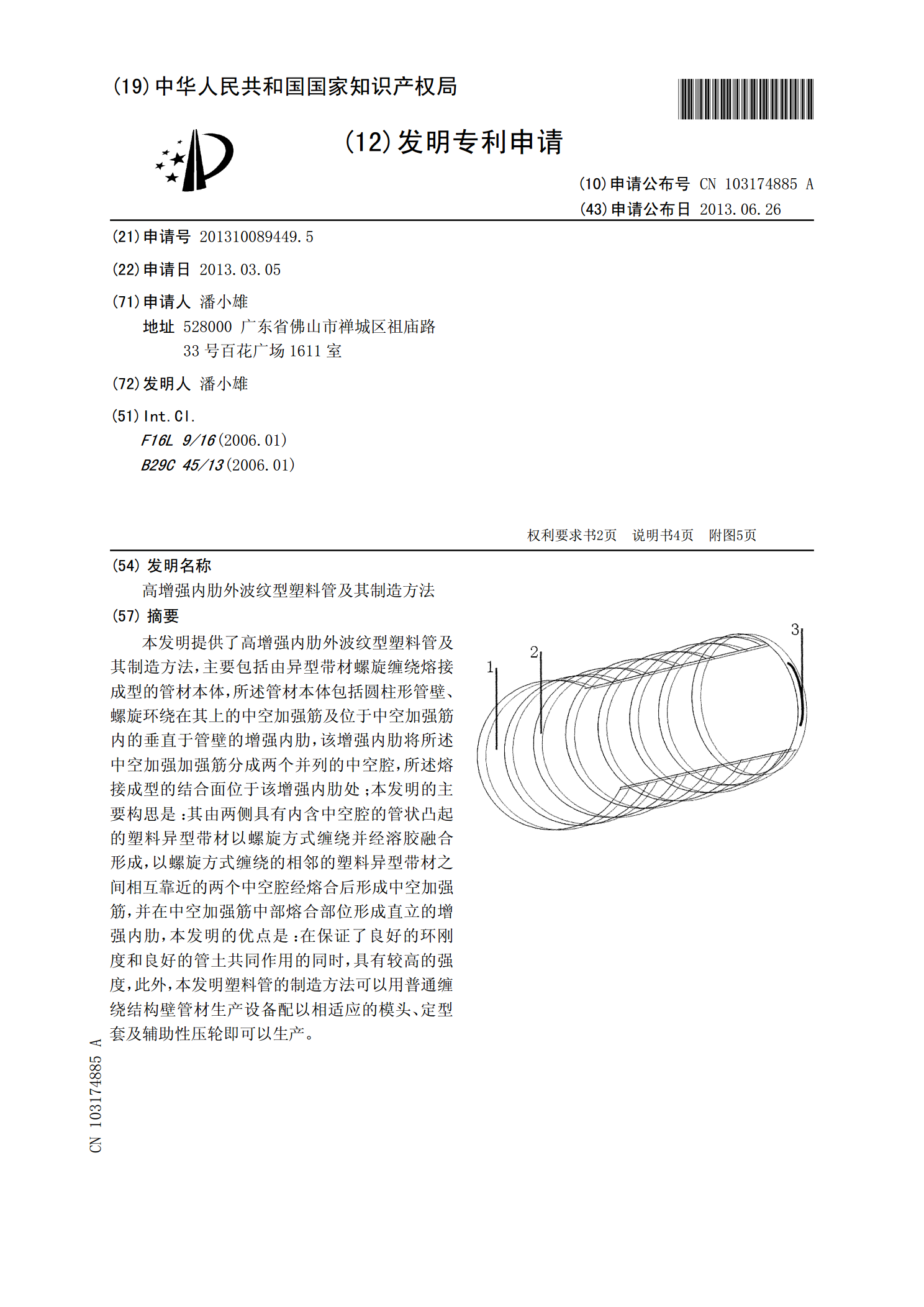
高增强内肋外波纹型塑料管及其制造方法.pdf
本发明提供了高增强内肋外波纹型塑料管及其制造方法,主要包括由异型带材螺旋缠绕熔接成型的管材本体,所述管材本体包括圆柱形管壁、螺旋环绕在其上的中空加强筋及位于中空加强筋内的垂直于管壁的增强内肋,该增强内肋将所述中空加强加强筋分成两个并列的中空腔,所述熔接成型的结合面位于该增强内肋处;本发明的主要构思是:其由两侧具有内含中空腔的管状凸起的塑料异型带材以螺旋方式缠绕并经溶胶融合形成,以螺旋方式缠绕的相邻的塑料异型带材之间相互靠近的两个中空腔经熔合后形成中空加强筋,并在中空加强筋中部熔合部位形成直立的增强内肋,本
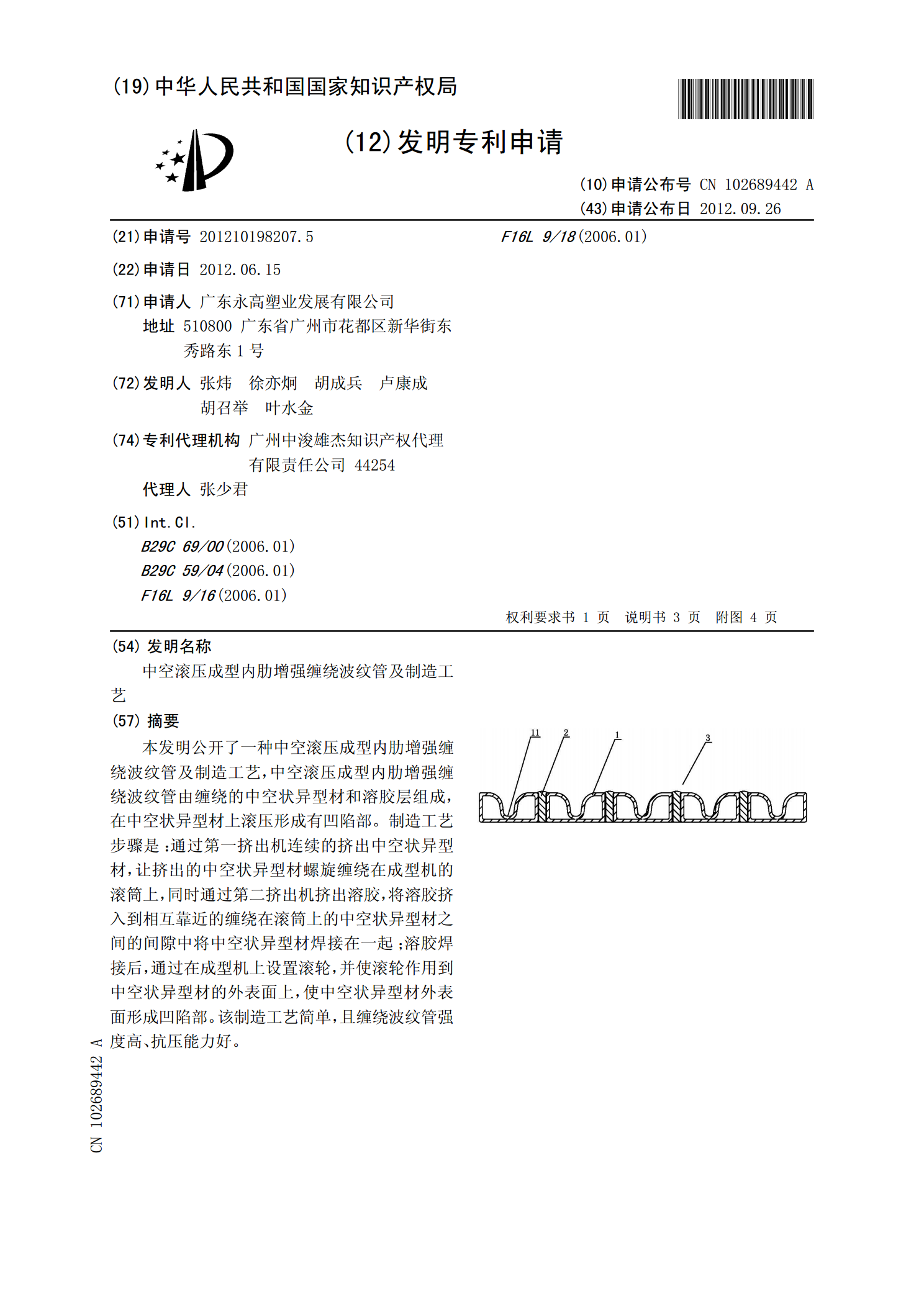
中空滚压成型内肋增强缠绕波纹管及制造工艺.pdf
本发明公开了一种中空滚压成型内肋增强缠绕波纹管及制造工艺,中空滚压成型内肋增强缠绕波纹管由缠绕的中空状异型材和溶胶层组成,在中空状异型材上滚压形成有凹陷部。制造工艺步骤是:通过第一挤出机连续的挤出中空状异型材,让挤出的中空状异型材螺旋缠绕在成型机的滚筒上,同时通过第二挤出机挤出溶胶,将溶胶挤入到相互靠近的缠绕在滚筒上的中空状异型材之间的间隙中将中空状异型材焊接在一起;溶胶焊接后,通过在成型机上设置滚轮,并使滚轮作用到中空状异型材的外表面上,使中空状异型材外表面形成凹陷部。该制造工艺简单,且缠绕波纹管强度高

内肋外筋增强波纹管.pdf
本发明涉及一种波纹管,特别涉及一种突破行业内思维模式局限性,有效提高波纹管的抗压、抗形变的内肋外筋增强波纹管,包括圆柱面管材本体1和螺旋环绕在管体外侧的螺旋环绕2,螺旋环绕2内含一条垂直于管壁的增强内肋3,该内肋3将螺旋环绕分成两个并列的中空腔4,所述每相邻螺旋环绕2之间还设有横向加强筋5,所述横向加强筋5安装在圆柱面管材本体1上且表面设有螺纹;在每相邻螺旋环绕之间还设有横向加强筋,所述横向加强筋安装在圆柱面管材本体上,这样的结构使得整个圆柱面管材本体被螺旋环绕和横向加强筋包裹,进而使得整个内肋外筋增强波