
一种用于板材生产线上的数控剪板装置.pdf

森林****来了


1/10

2/10
3/10
4/10
5/10
6/10
7/10

8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种用于板材生产线上的数控剪板装置.pdf
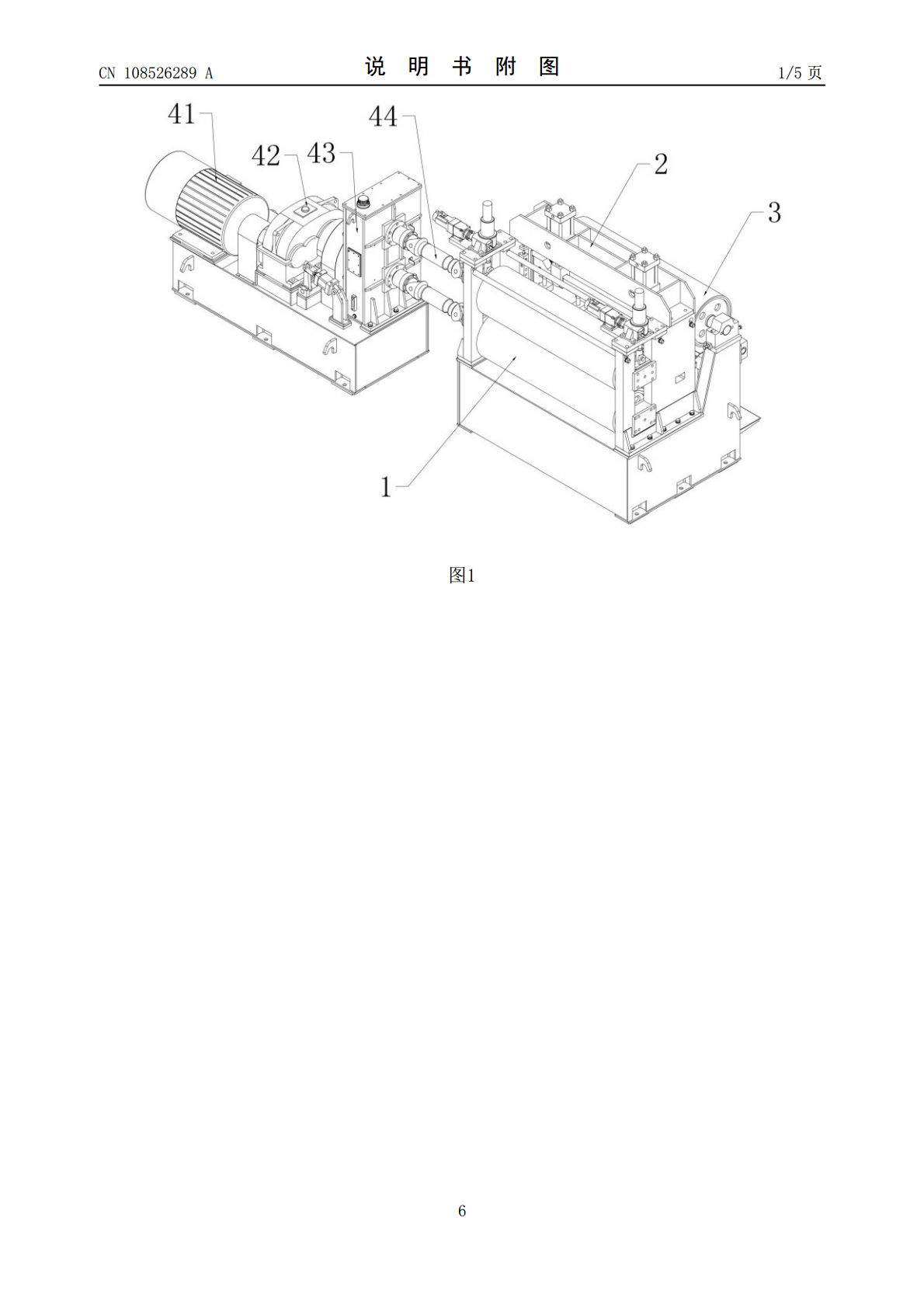
本发明公开了一种用于板材生产线上的数控剪板装置,沿板材输送方向依次设有夹送机构和剪板机构,其中,所述夹送机构包括上下相对的压辊和托辊、沿竖向驱动压辊往复移动的张紧升降单元,所述滚轮和压辊均配置有独立旋转驱动,通过张紧升降单元带动压辊竖向移动以调节压辊与托辊之间的辊面间距;所述剪板机构包括可竖向往复移动的动模座、定模座以及设在动模座上的压板,其中,所述动模座底部和定模座顶部分别设有相错位配合的斜刃切刀和平刃切刀,所述压板随动模座同步下移以顶压位于定模座顶面上的板材。

一种便于板材固定夹持的剪板装置.pdf
本发明涉及剪板机的技术领域,且公开了一种便于板材固定夹持的剪板装置,包括外壳,所述外壳的内部活动连接有支杆,支杆的外部活动连接有长杆,长杆的外部活动连接有偏心转轮,长杆的外部固定连接有推杆,推杆的外部固定连接有顶块,顶块的外部固定连接有切割刀,外壳的外部固定连接有光敏组件,外壳的内部活动连接有转轴,转轴的外部固定连接有转动齿轮,通过本装置所有结构之间的相互作用下,可以使得当操作者将待加工板放入本装置后,操作者可以选择自己需要的长度,使剪板机对待加工板进行剪裁切割,从而达到了按照需要进行定长切割的效果,这样
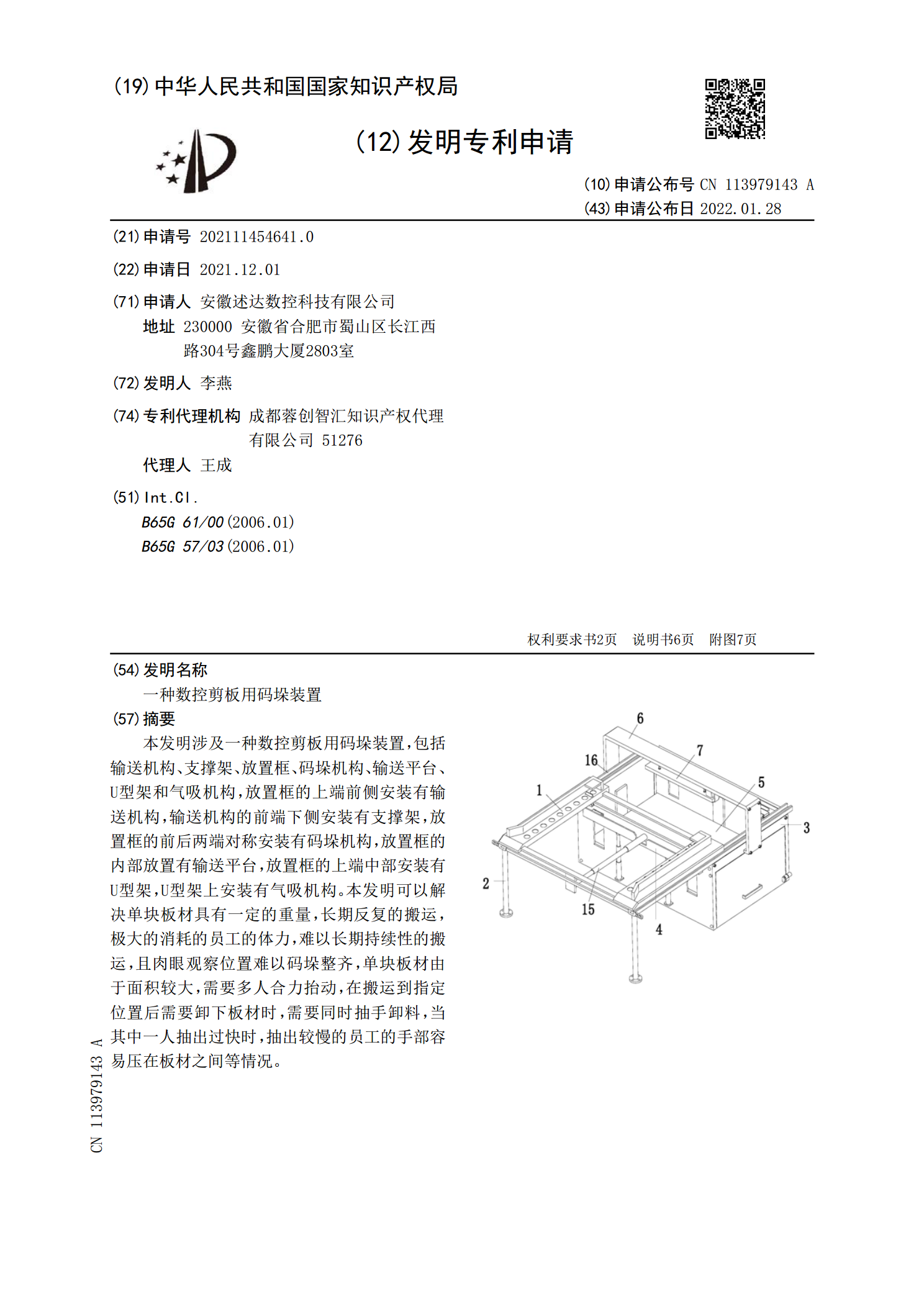
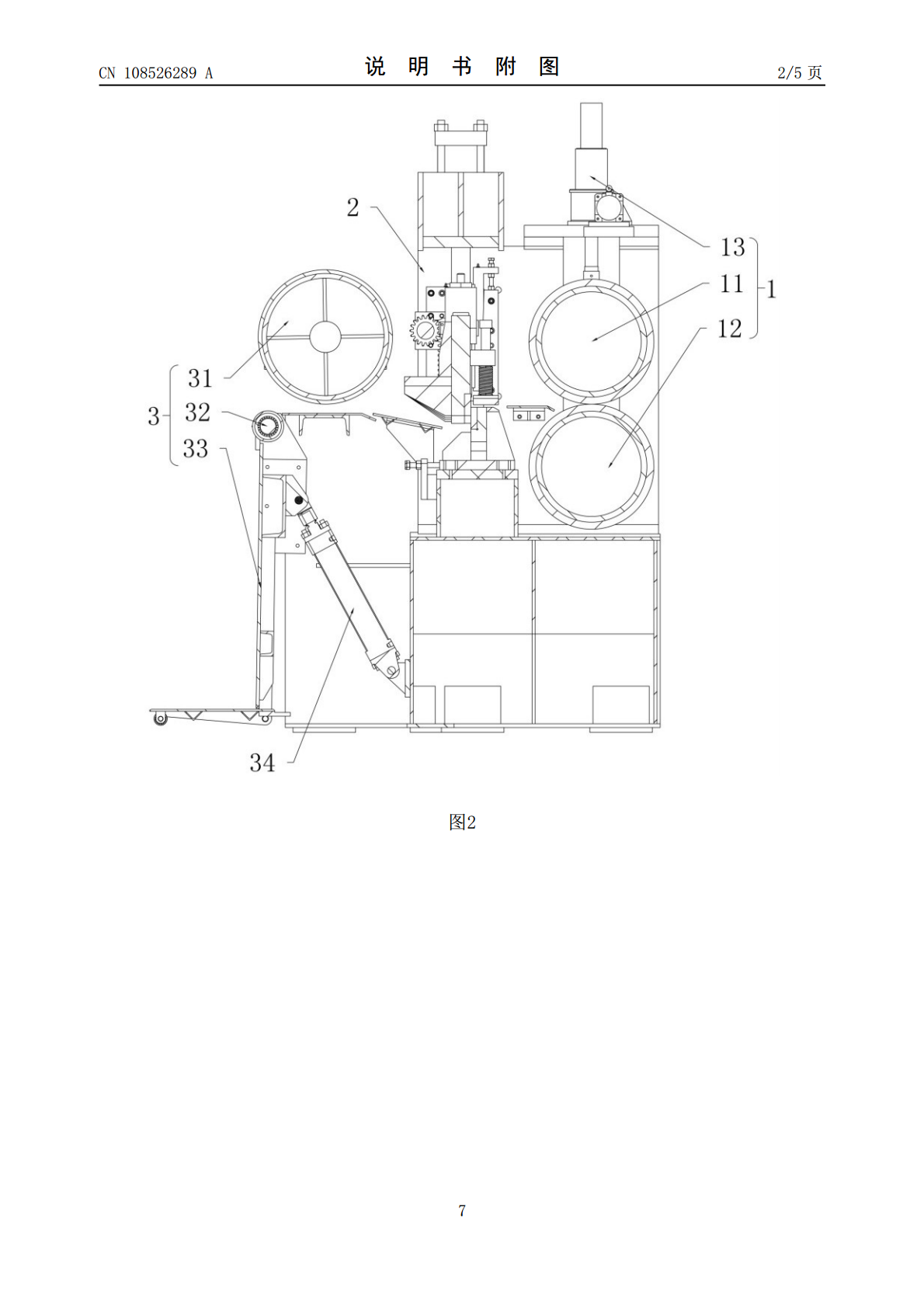
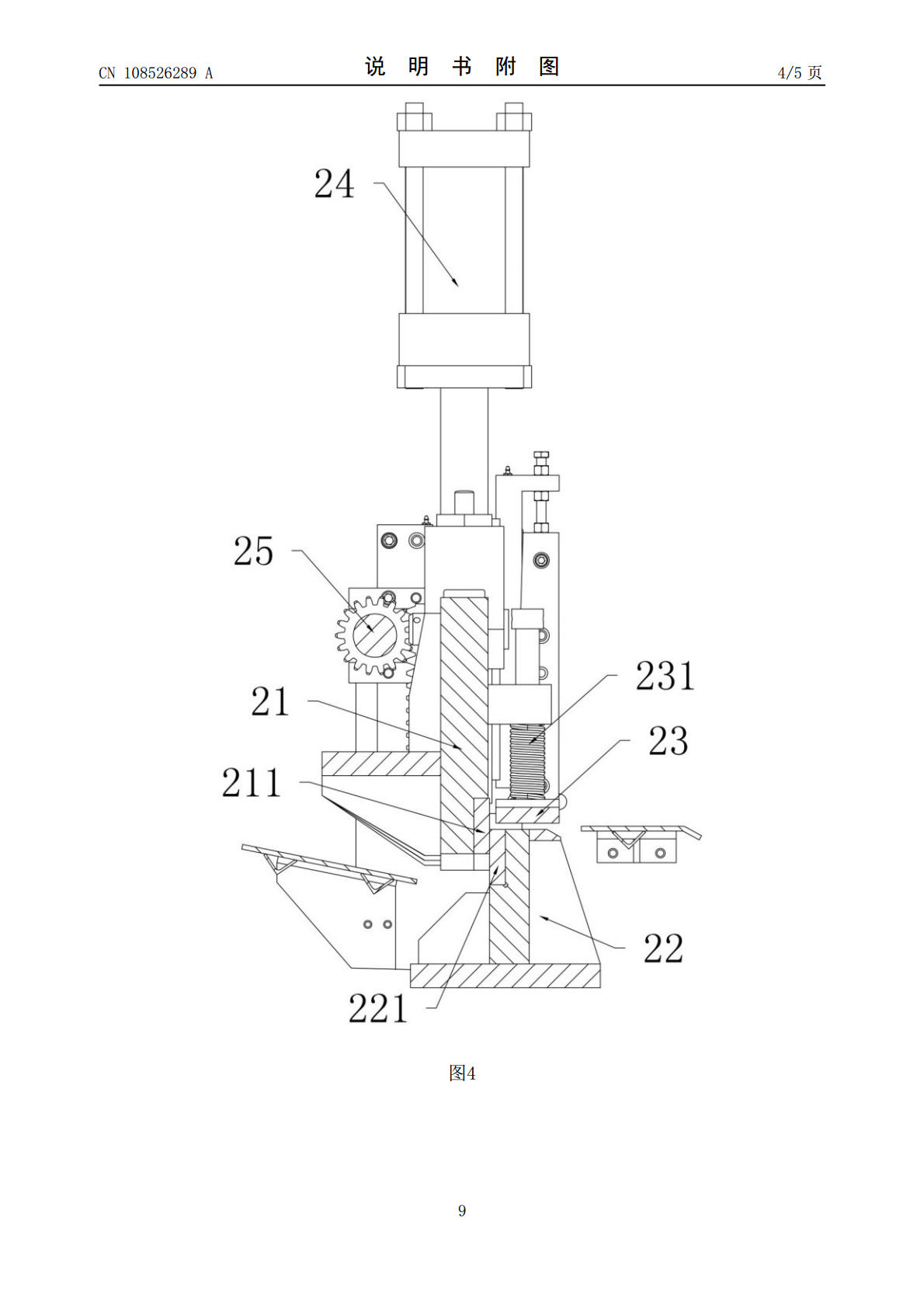
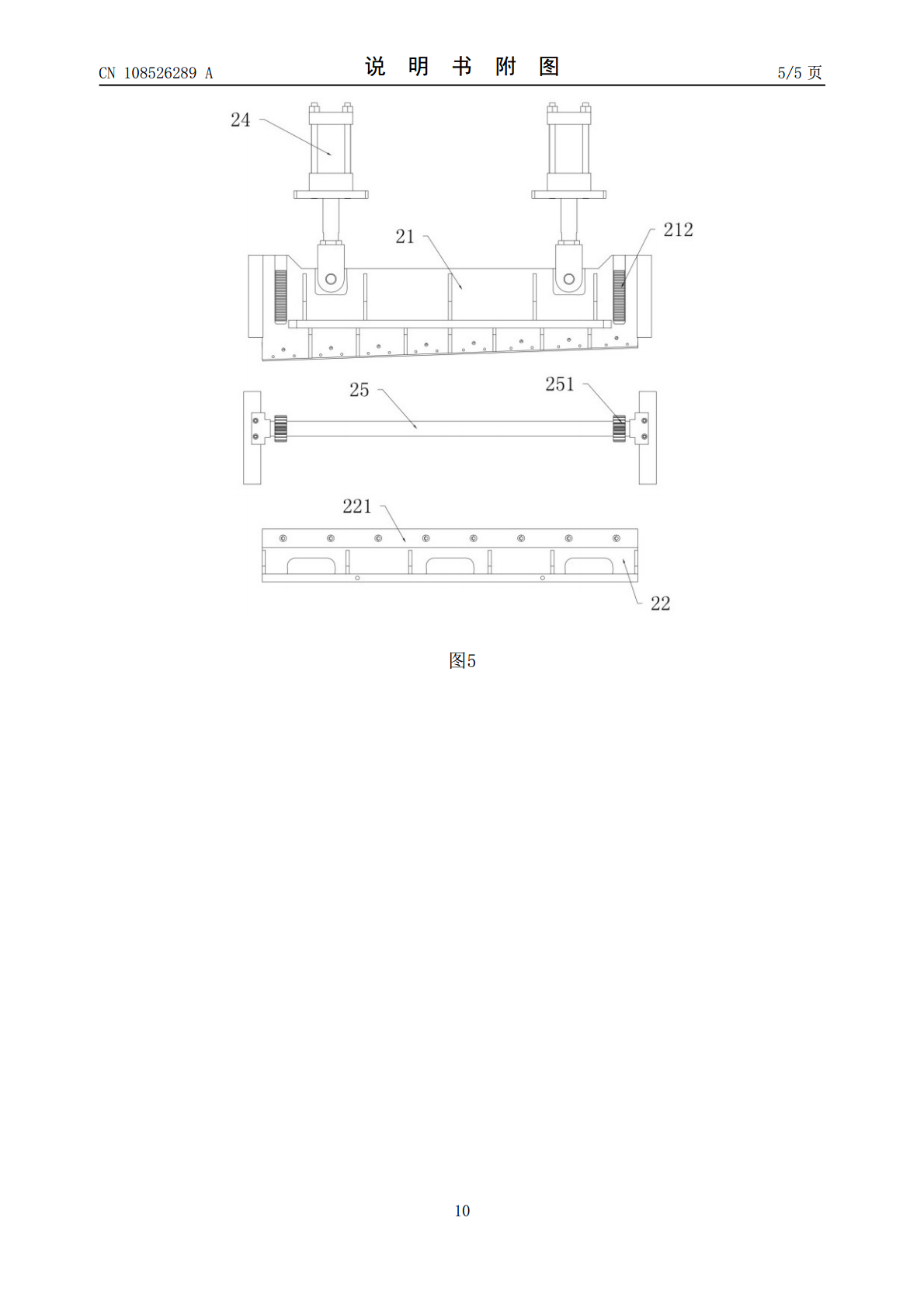
一种数控剪板用码垛装置.pdf
本发明涉及一种数控剪板用码垛装置,包括输送机构、支撑架、放置框、码垛机构、输送平台、U型架和气吸机构,放置框的上端前侧安装有输送机构,输送机构的前端下侧安装有支撑架,放置框的前后两端对称安装有码垛机构,放置框的内部放置有输送平台,放置框的上端中部安装有U型架,U型架上安装有气吸机构。本发明可以解决单块板材具有一定的重量,长期反复的搬运,极大的消耗的员工的体力,难以长期持续性的搬运,且肉眼观察位置难以码垛整齐,单块板材由于面积较大,需要多人合力抬动,在搬运到指定位置后需要卸下板材时,需要同时抽手卸料,当其中

一种用于ALC板材生产装置.pdf
本发明公开了一种用于ALC板材生产装置,涉及ALC生产制造技术领域,包括蒸养仓部件,其中,所述蒸养仓部件包括有仓体,且仓体的内部开设有与外界高温高压源连通的腔室,所述仓体的内壁安装有与牵引小车适配的滑道,且仓体的端部安装有与仓体转动连接的仓盖,所述仓体的外壁套接有热能回收组件,且腔室的内部安装有除尘组件,所述仓体的内壁安装有调控部件。本发明通过设置热能回收组件和调控部件,起到对腔室的预加热效果,加快生产效率;通过设置除尘组件、电控组件、集尘组件和卡合组件,实现了对废尘的铲除、收集和处理。
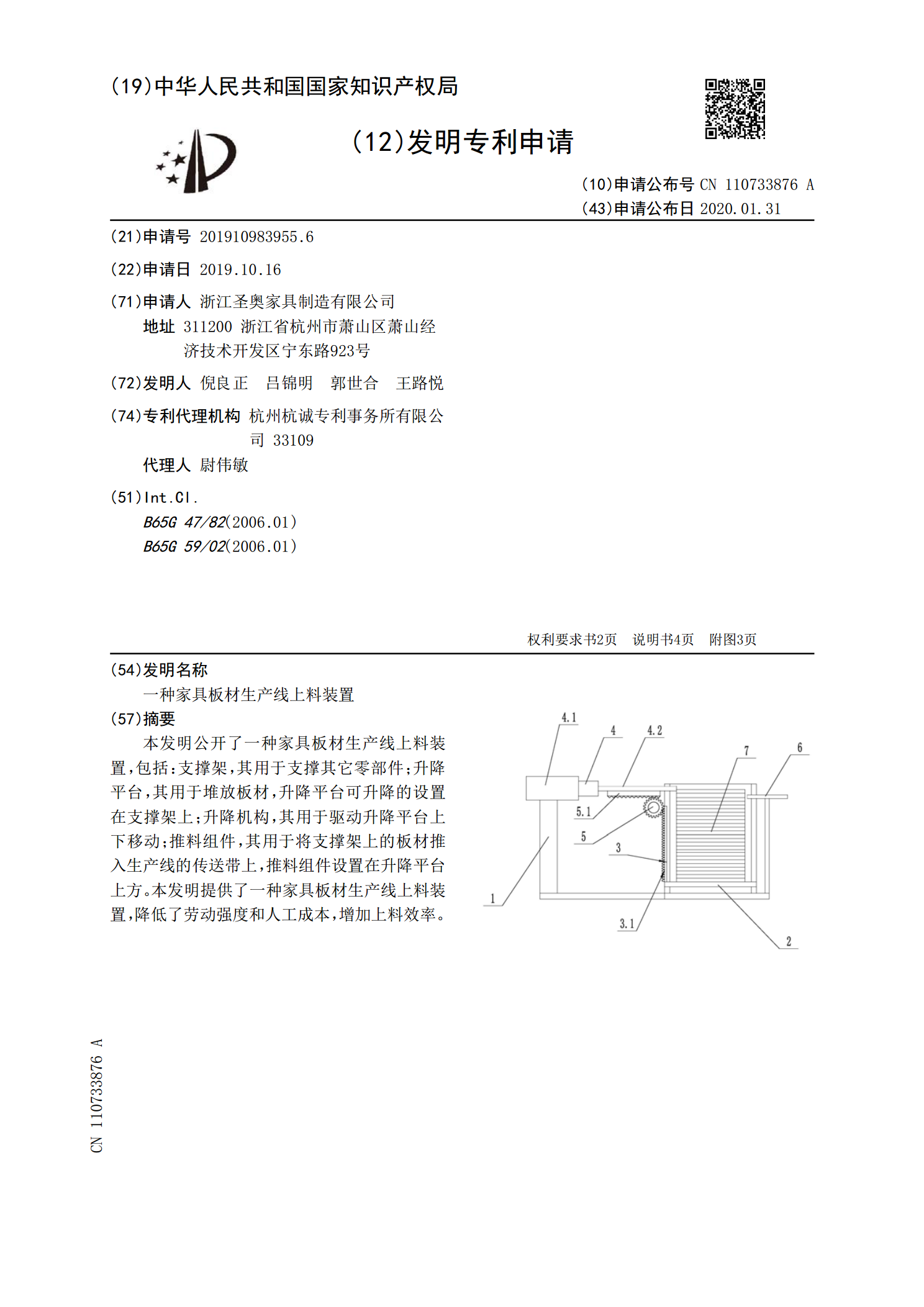
一种家具板材生产线上料装置.pdf
本发明公开了一种家具板材生产线上料装置,包括:支撑架,其用于支撑其它零部件;升降平台,其用于堆放板材,升降平台可升降的设置在支撑架上;升降机构,其用于驱动升降平台上下移动;推料组件,其用于将支撑架上的板材推入生产线的传送带上,推料组件设置在升降平台上方。本发明提供了一种家具板材生产线上料装置,降低了劳动强度和人工成本,增加上料效率。