
一种精密电机制动器全自动装配工艺.pdf

佳宁****么啦

1/10
2/10
3/10
4/10
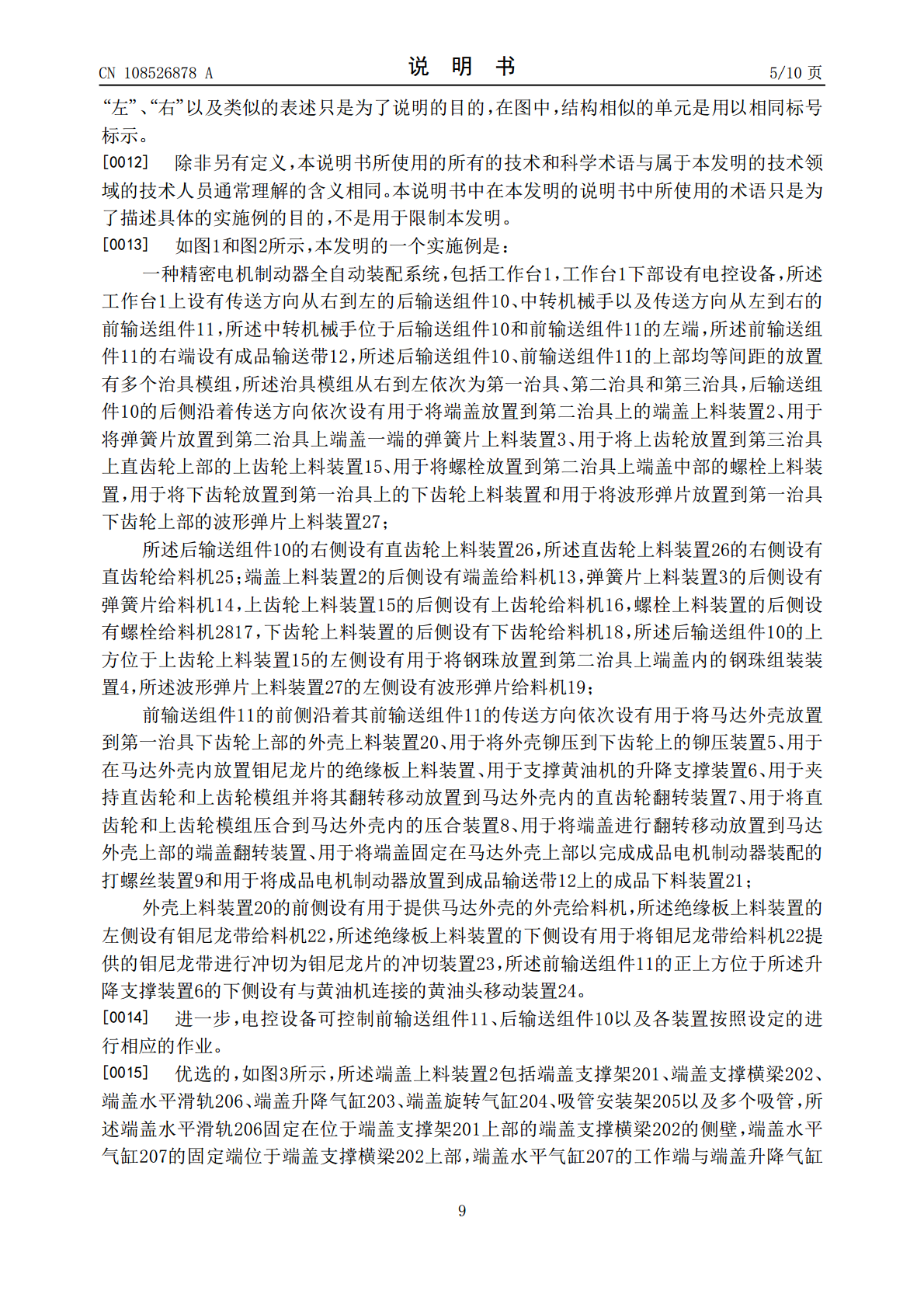
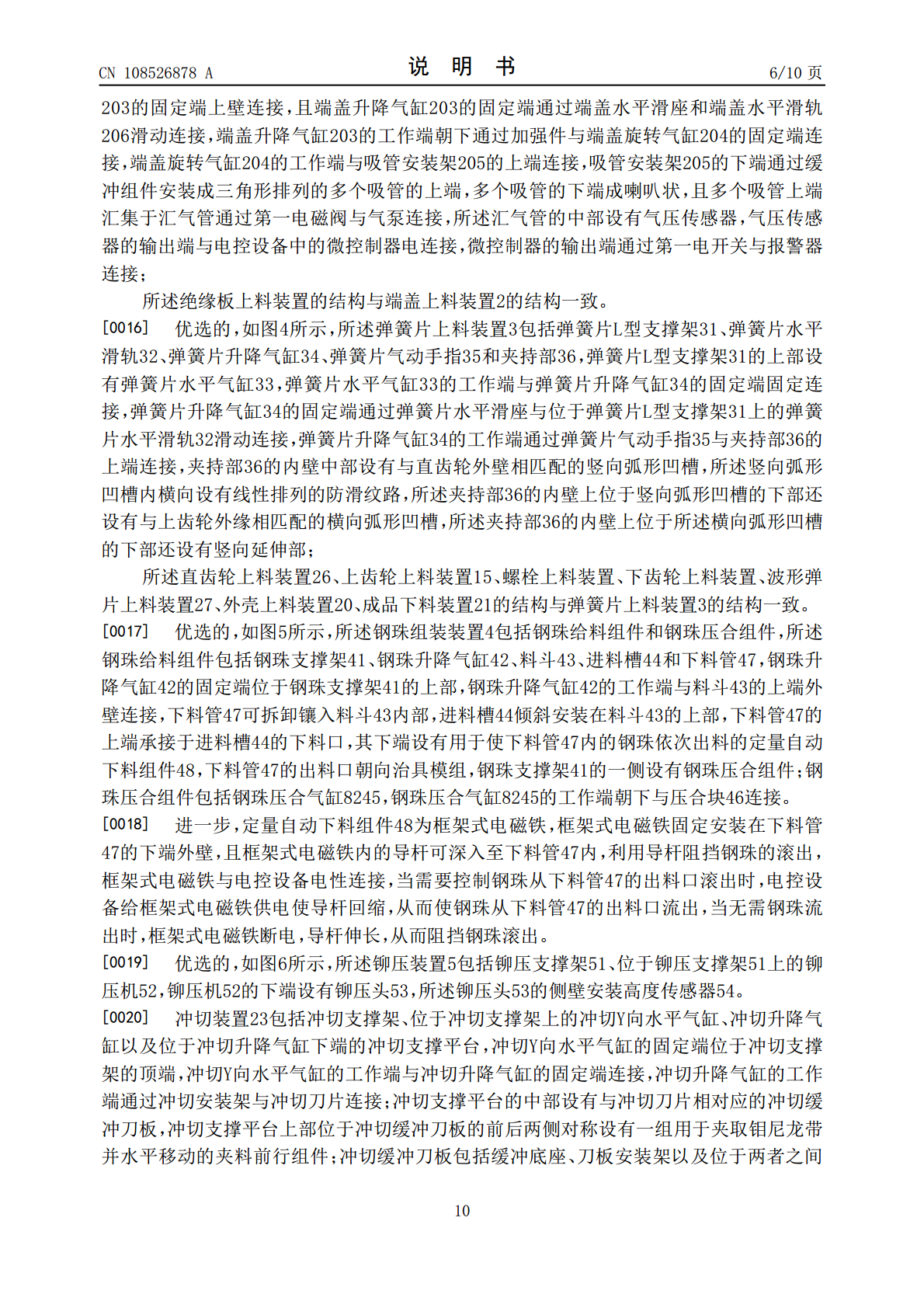
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共21页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
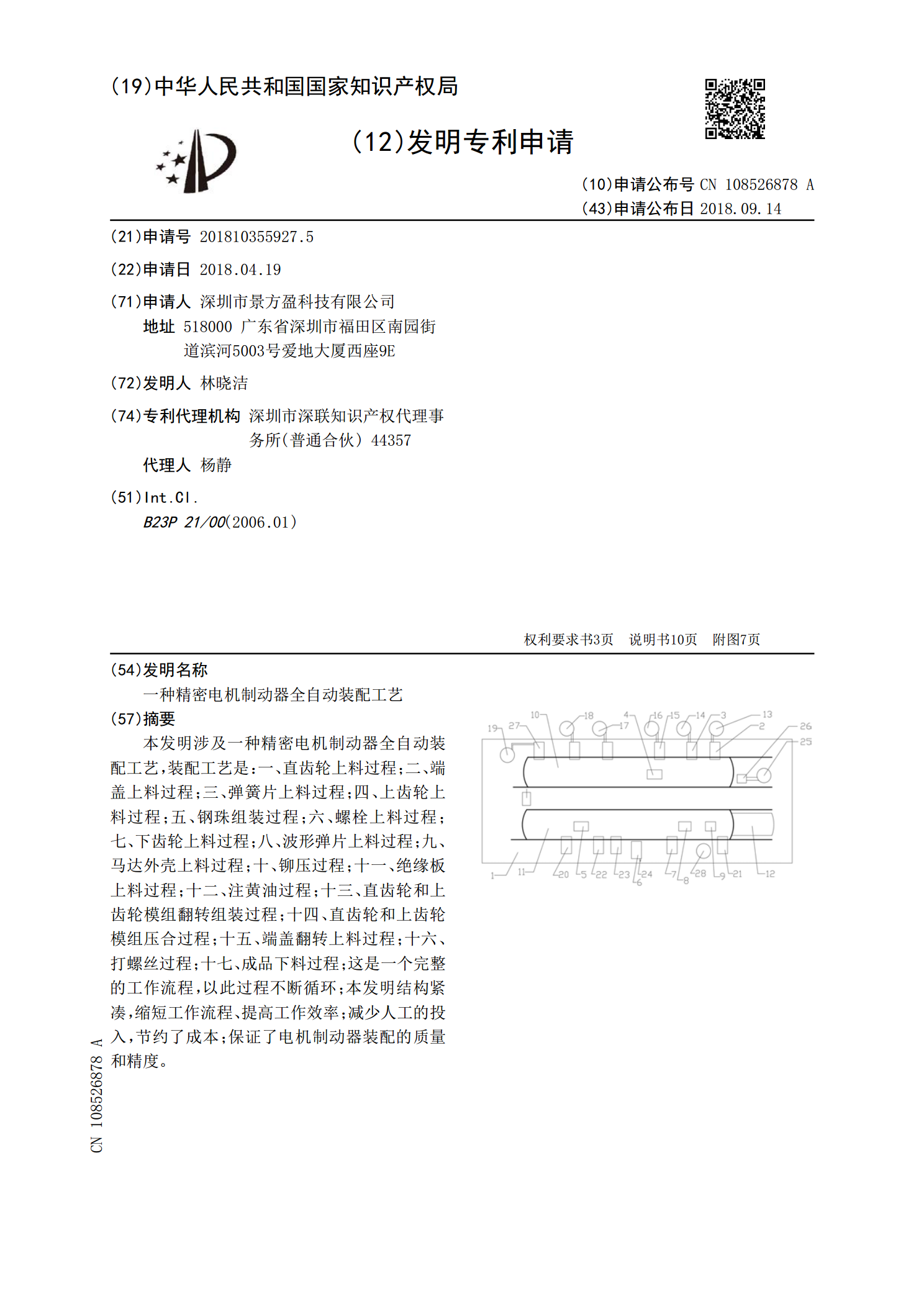
一种精密电机制动器全自动装配工艺.pdf
本发明涉及一种精密电机制动器全自动装配工艺,装配工艺是:一、直齿轮上料过程;二、端盖上料过程;三、弹簧片上料过程;四、上齿轮上料过程;五、钢珠组装过程;六、螺栓上料过程;七、下齿轮上料过程;八、波形弹片上料过程;九、马达外壳上料过程;十、铆压过程;十一、绝缘板上料过程;十二、注黄油过程;十三、直齿轮和上齿轮模组翻转组装过程;十四、直齿轮和上齿轮模组压合过程;十五、端盖翻转上料过程;十六、打螺丝过程;十七、成品下料过程;这是一个完整的工作流程,以此过程不断循环;本发明结构紧凑,缩短工作流程、提高工作效率;减
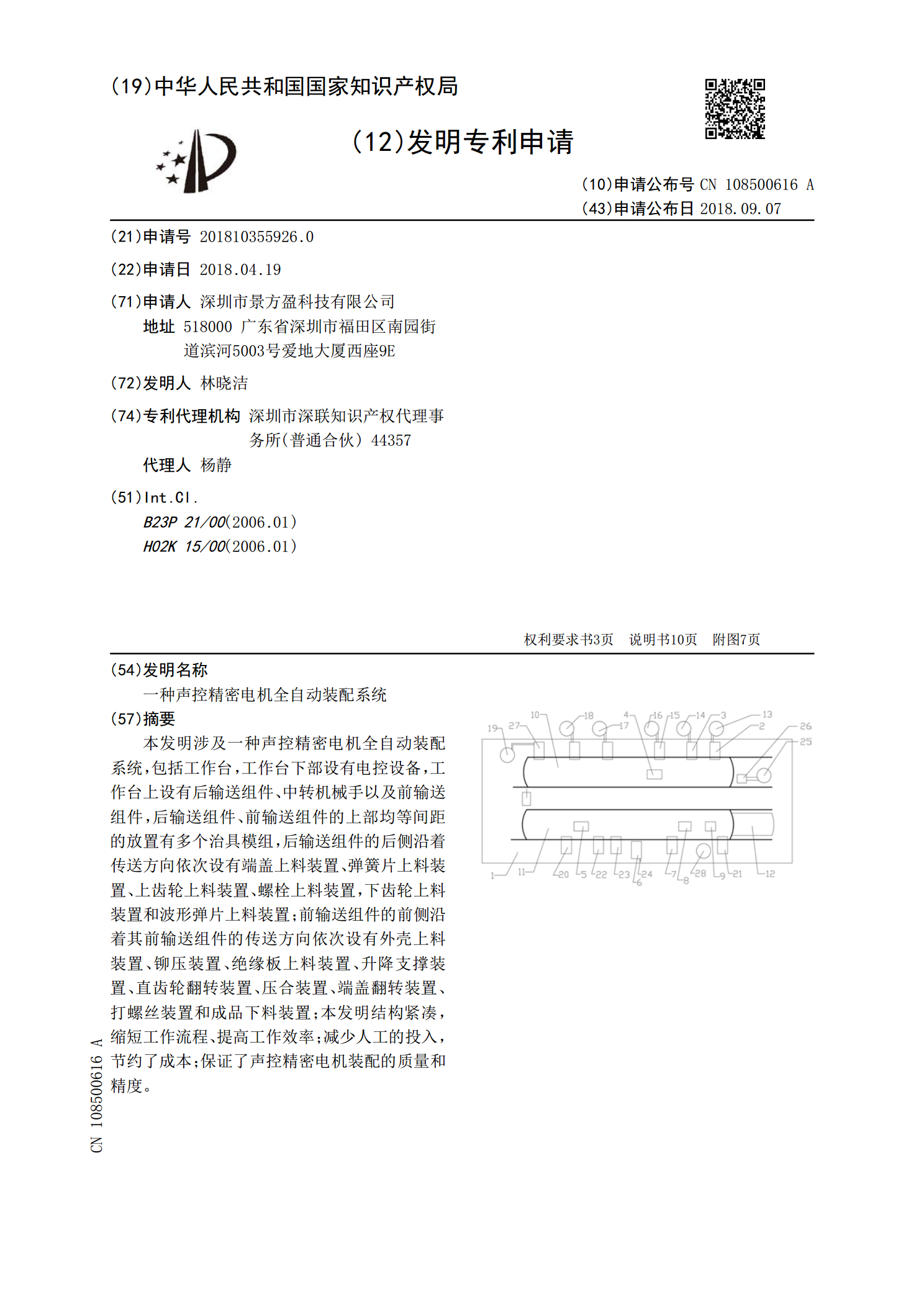
一种声控精密电机全自动装配系统.pdf
本发明涉及一种声控精密电机全自动装配系统,包括工作台,工作台下部设有电控设备,工作台上设有后输送组件、中转机械手以及前输送组件,后输送组件、前输送组件的上部均等间距的放置有多个治具模组,后输送组件的后侧沿着传送方向依次设有端盖上料装置、弹簧片上料装置、上齿轮上料装置、螺栓上料装置,下齿轮上料装置和波形弹片上料装置;前输送组件的前侧沿着其前输送组件的传送方向依次设有外壳上料装置、铆压装置、绝缘板上料装置、升降支撑装置、直齿轮翻转装置、压合装置、端盖翻转装置、打螺丝装置和成品下料装置;本发明结构紧凑,缩短工作

一种全自动剪刀脚与组装底板装配设备及装配工艺.pdf
本发明公开的一种全自动剪刀脚与组装底板装配设备及装配工艺,包括第一拼接架,所述第一拼接架的前端通过合页连接有第一检修门,且第一拼接架的侧壁设置有第二拼接架,所述第二拼接架的前端通过合页连接有第二检修门,且第二拼接架的上端安装有第一支撑架,所述第一拼接架的上端安装有第一支撑架,且第一支撑架的上端另一侧安装有报警灯,所述第一支撑架的架内设置有观察窗。本发明所述的一种全自动剪刀脚与组装底板装配设备及装配工艺,属于键盘生产设备领域,利用振动盘加流道的上料方式,更加快速,便捷的满足生产,利用伺服与直线模组装配组件的

精密滚珠丝杠的装配工艺.doc
对精密滚珠丝杠装配工艺的改善摘要:数控机床的精密滚珠丝杠装配后进行静态精度检查时合格,但在试车后或用户使用一段时间后出现精密滚珠丝杠的轴向跳动超差严重,影响了机床的运动精度,导致设备返修,企业生产和声誉受到较大的影响。此故障时有发生,却一直没有得到彻底的解决。对此故障现象进行了仔细的观察与分析,找出了故障原因,规范了装配工艺,彻底排除了故障。关键词:精密滚珠丝杠装配精度改善装配工艺前言我因校企合作到敏嘉数控设备有限公司对其装配部员工进行技能培训。在与工友的学习交流中,车间主任向我提出近段时间设备装配后时常
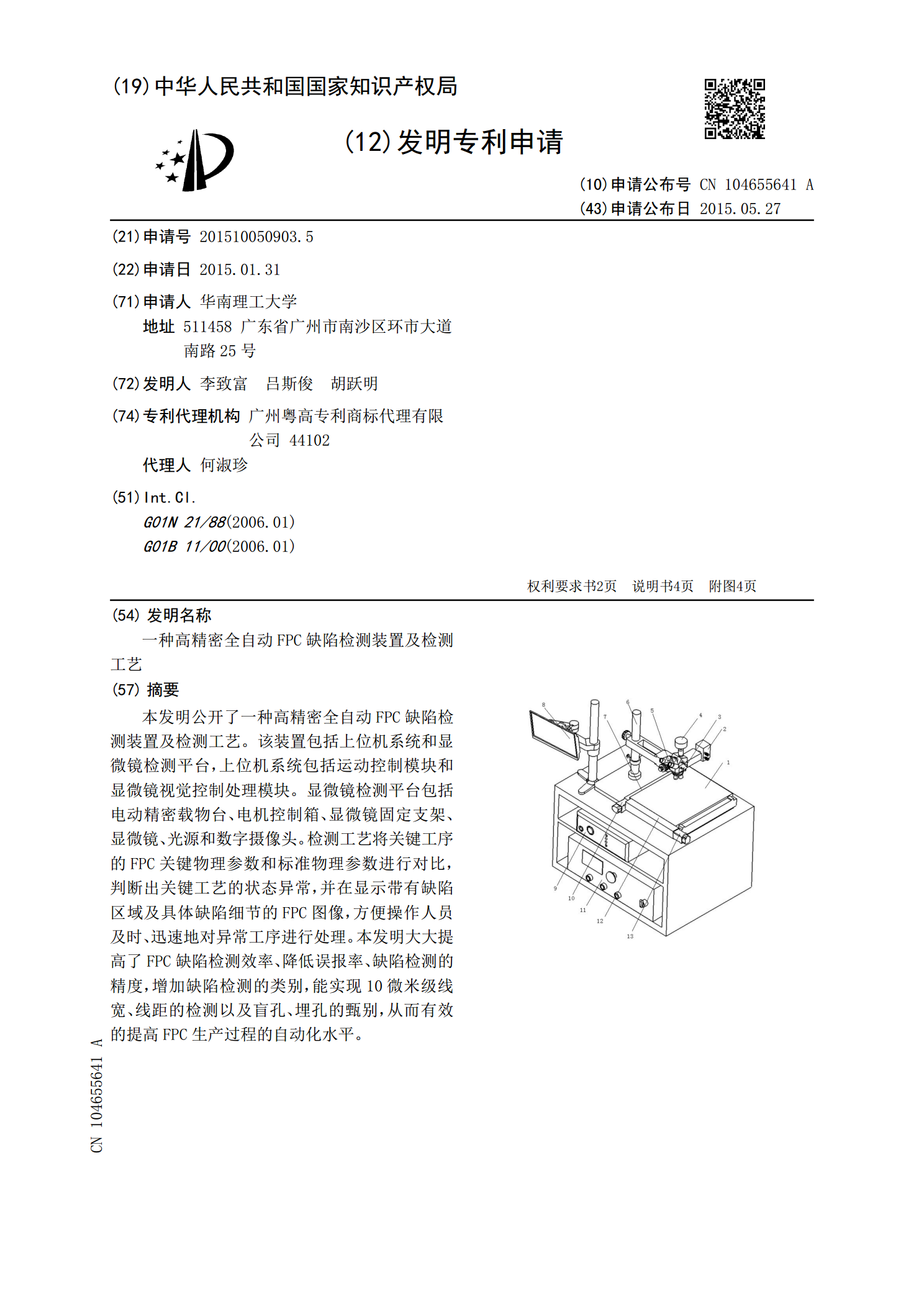
一种高精密全自动FPC缺陷检测装置及检测工艺.pdf
本发明公开了一种高精密全自动FPC缺陷检测装置及检测工艺。该装置包括上位机系统和显微镜检测平台,上位机系统包括运动控制模块和显微镜视觉控制处理模块。显微镜检测平台包括电动精密载物台、电机控制箱、显微镜固定支架、显微镜、光源和数字摄像头。检测工艺将关键工序的FPC关键物理参数和标准物理参数进行对比,判断出关键工艺的状态异常,并在显示带有缺陷区域及具体缺陷细节的FPC图像,方便操作人员及时、迅速地对异常工序进行处理。本发明大大提高了FPC缺陷检测效率、降低误报率、缺陷检测的精度,增加缺陷检测的类别,能实现10