
钣金件加工工艺及其加工装置.pdf

书生****22

1/10
2/10

3/10

4/10

5/10

6/10
7/10

8/10
9/10

10/10
亲,该文档总共26页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
钣金件加工工艺及其加工装置.pdf
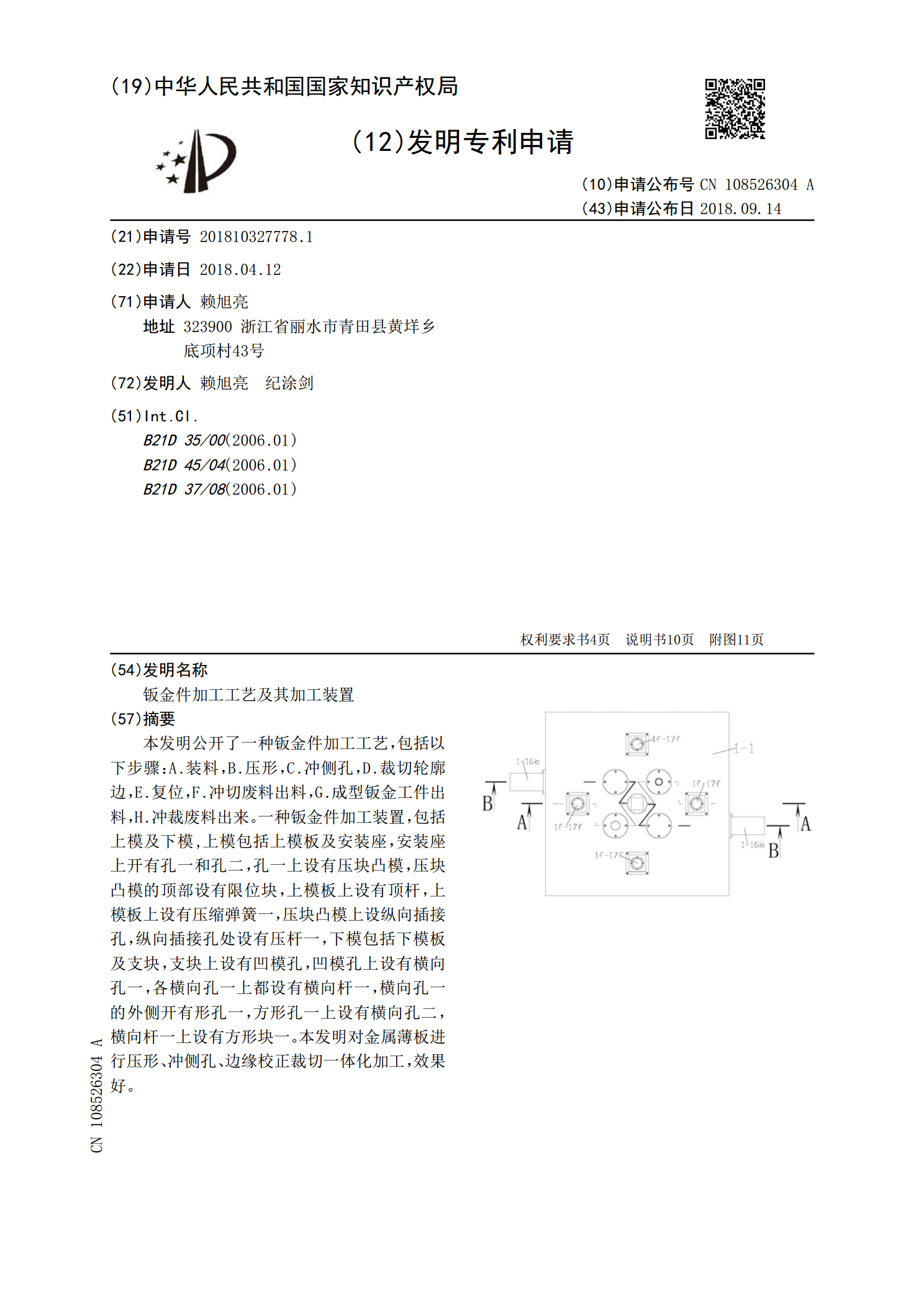
本发明公开了一种钣金件加工工艺,包括以下步骤:A.装料,B.压形,C.冲侧孔,D.裁切轮廓边,E.复位,F.冲切废料出料,G.成型钣金工件出料,H.冲裁废料出来。一种钣金件加工装置,包括上模及下模,上模包括上模板及安装座,安装座上开有孔一和孔二,孔一上设有压块凸模,压块凸模的顶部设有限位块,上模板上设有顶杆,上模板上设有压缩弹簧一,压块凸模上设纵向插接孔,纵向插接孔处设有压杆一,下模包括下模板及支块,支块上设有凹模孔,凹模孔上设有横向孔一,各横向孔一上都设有横向杆一,横向孔一的外侧开有形孔一,方形孔一上设

环保集电环加工装置及其加工工艺.pdf
本发明公开了环保集电环加工装置及其加工工艺,涉及环保集电环领域,包括以下步骤,S1集电环上料,S2集电环固定,S3溜板箱调节,S4集电环加工:通过控制器启动电机,电机带动转轴转动,转轴带动夹具转动,通过控制器控制溜板箱的进给距离与进给方向,通过溜板箱上的刀具对集电环外表面进行加工切削,在加工的过程中通过清洁机构对集电环切削留下的颗粒进行吸附,通过清扫机构对集电环加工表面残留进行清扫,在对集电环表面进行清洁时不会对集电环表面造成损伤,通过降温机构对电机进行降温,配合清洁机构产生的负压,可以对电机的结构进行快
一种压边钣金件加工工艺.pdf
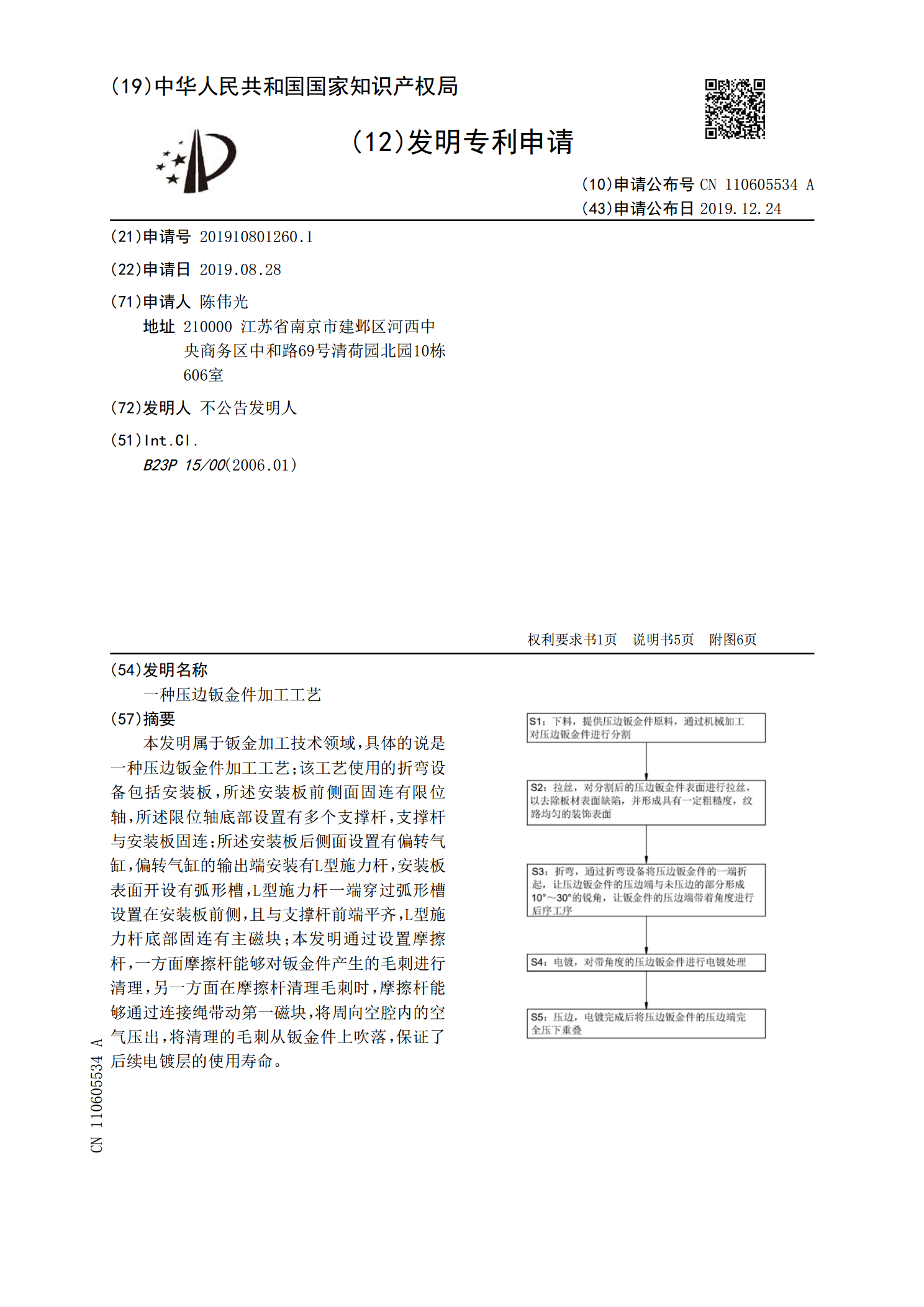
本发明属于钣金加工技术领域,具体的说是一种压边钣金件加工工艺;该工艺使用的折弯设备包括安装板,所述安装板前侧面固连有限位轴,所述限位轴底部设置有多个支撑杆,支撑杆与安装板固连;所述安装板后侧面设置有偏转气缸,偏转气缸的输出端安装有L型施力杆,安装板表面开设有弧形槽,L型施力杆一端穿过弧形槽设置在安装板前侧,且与支撑杆前端平齐,L型施力杆底部固连有主磁块;本发明通过设置摩擦杆,一方面摩擦杆能够对钣金件产生的毛刺进行清理,另一方面在摩擦杆清理毛刺时,摩擦杆能够通过连接绳带动第一磁块,将周向空腔内的空气压出,将
一种齿轮加工装置及其加工工艺.pdf
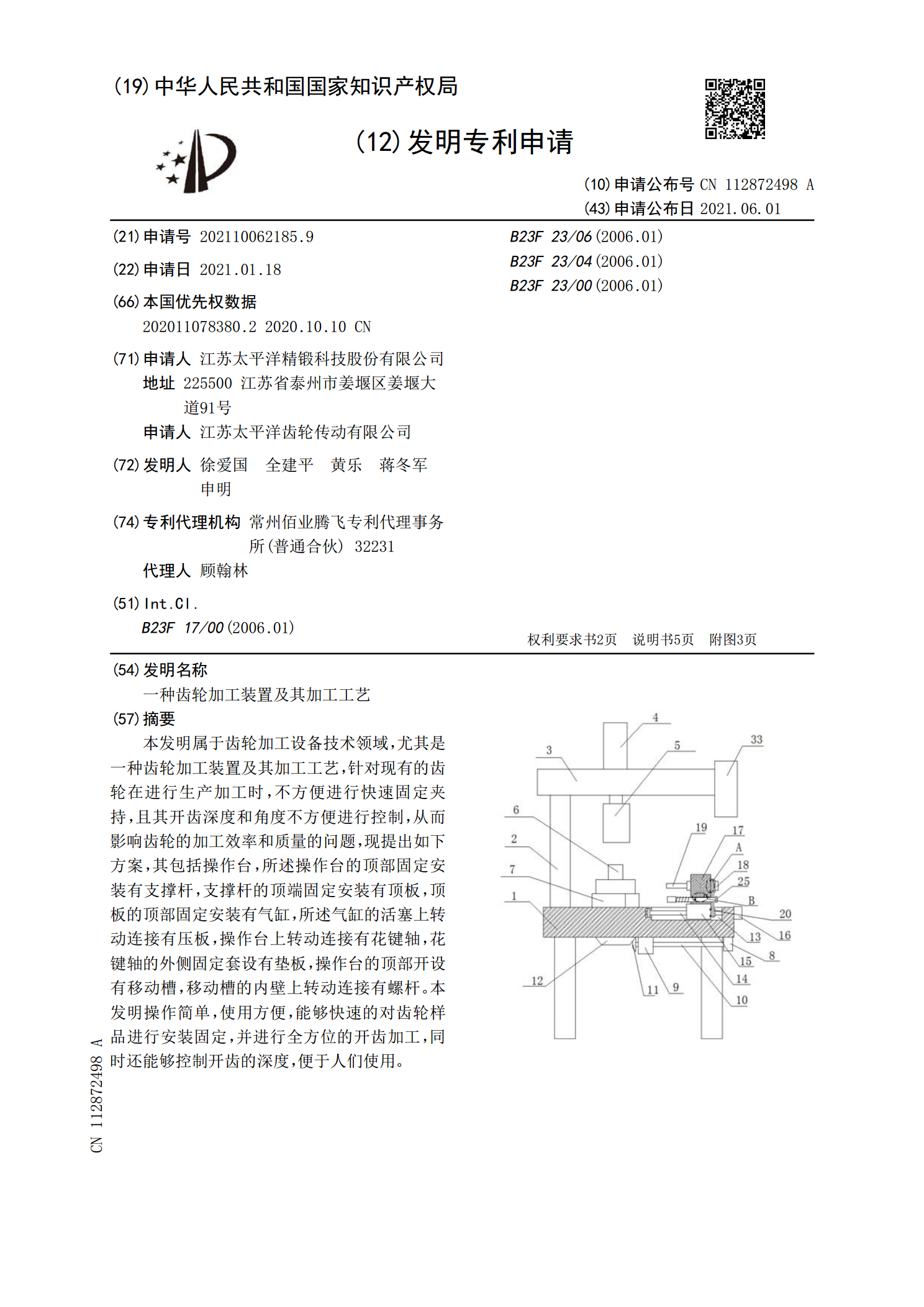
本发明属于齿轮加工设备技术领域,尤其是一种齿轮加工装置及其加工工艺,针对现有的齿轮在进行生产加工时,不方便进行快速固定夹持,且其开齿深度和角度不方便进行控制,从而影响齿轮的加工效率和质量的问题,现提出如下方案,其包括操作台,所述操作台的顶部固定安装有支撑杆,支撑杆的顶端固定安装有顶板,顶板的顶部固定安装有气缸,所述气缸的活塞上转动连接有压板,操作台上转动连接有花键轴,花键轴的外侧固定套设有垫板,操作台的顶部开设有移动槽,移动槽的内壁上转动连接有螺杆。本发明操作简单,使用方便,能够快速的对齿轮样品进行安装固

一种齿轮加工装置及其加工工艺.pdf
本发明公开了一种齿轮加工装置及其加工工艺,包括:底座、转动组件、紧固组件、车刀组件和拉刀组件;转动组件包括转动盘、转动轴、齿轮组和电机;紧固组件包括固定盘、连接筒、气囊、气管、转接头和气泵;车刀组件包括滑座、液压伸缩杆、刀头和控制器;拉刀组件包括顶座、冲孔拉刀、花键拉刀、驱动器一和驱动器二;将工件套装在固定盘上;转动轴转动,冲孔拉刀向下运动进行冲孔;同时刀头修整外圆;电机停止转动,花键拉刀向下运动切削花键;切削完成后,冲孔拉刀、花键拉刀和液压伸缩杆复位。本发明能够实现副箱驱动齿轮在转动时,花键冲孔和外圆周